棉涤纬弹织物的设计与生产
2022-02-14 07:22马顺彬任长林
纺织科技进展 2022年1期
马顺彬,任长林
(1.南通润禾纺织有限公司,江苏 南通 226010;2.江苏工程职业技术学院,江苏 南通 226007)
传统的纺织服装多以棉、毛等天然纤维为原料,伴随着科学技术的不断发展以及消费者对纺织服装外观需求的改变,用弹力织物制成的服装满足了消费者对服装曲线美的要求。以一款136 cm 14.6 tex×T8.3 tex+SP4.44 tex 460根/10 cm×272根/10 cm弹力织物的生产为例,总结了生产中工艺要点。
1 织物规格设计
成品幅宽136 cm,成品经密460根/10 cm,成品纬密272根/10 cm;坯布幅宽165.1 cm,坯布经密378根/10 cm,坯布纬密268根/10 cm;上机幅宽184.4 cm,上机经密339根/10 cm,上机纬密256根/10 cm。经纱织缩率为4.5%,一米经长为1.047 m,总经根数为6 244根,其中边纱120根,地经纱6 124根。丈青色经纱用纱量为1.033 kg/100 m,加白色经纱用纱量为3.079 6 kg/100 m,污兰色、玫红色经纱用纱量都为1.893 9 kg/100 m,灰兰色经纱用纱量为2.046 6 kg/100 m,边纱用纱量为0.194 9 kg/100 m,经纱用纱量为10.141 9 kg/100 m;丈青色纬纱用纱量为0.542 1 kg/100 m,加白色纬纱用纱量为1.626 2 kg/100 m,污兰色、玫红色、灰兰色纬纱用纱量都为0.813 1 kg/100 m,纬纱用纱量为4.607 6 kg/100 m,织物总计用纱量为14.749 5 kg/100 m。经向紧度为65.0%,纬向紧度为31.4%,总紧度为76.0%。
2 色纱排列
面料经纬纱线颜色均为5种,A代表14.6 tex丈青色精梳纯棉纱,B代表14.6 tex加白色精梳纯棉纱,C代表14.6 tex污兰色精梳纯棉纱,D代表14.6 tex灰兰色精梳纯棉纱,E代表14.6 tex玫红色精梳纯棉纱,F代表T8.3 tex+SP4.44 tex丈青色涤氨包芯纱,G代表T8.3 tex+SP4.44 tex加白色涤氨包芯纱,H代表T8.3 tex+SP4.44 tex污兰色涤氨包芯纱,I代表T8.3 tex+SP4.44 tex灰兰色涤氨包芯纱,J代表T8.3 tex+SP4.44 tex玫红色涤氨包芯纱。
色经排列:11E,3A,6B,3A,11C,6B,12D,6B,尾花11根14.6 tex污兰色精梳纯棉纱,一花58根经纱,其中A纱丈青色6根,B纱加白色18根,C纱污兰色和E纱玫红色分别为11根,D纱灰兰色12根,全幅105花+34根。
色纬排列:2F,4G,2F,6H,4G,6I,4G,6J,一花34根纬纱,其中F纱丈青色4根,G纱加白色12根,H纱污兰色、J玫红色、I纱灰兰色分别为6根。
3 织物外观与组织设计
在一花循环中,丈青色占10.82%,加白色占32.33%,污兰色和玫红色分别占18.60%,灰兰色占19.65%,整个布面呈现玫红色方格型,在玫红方格内部,套有小方格,方格的色彩由深到浅,赋予面料一种立体、渐变的朦胧感,沿纬向一花宽度为1.26 cm,一花宽度由玫红色0.24 cm、丈青色0.07 cm、加白色0.13 cm、丈青色0.07 cm、污兰色0.24 cm、加白色0.13 cm、灰兰色0.26 cm、加白色0.13 cm构成。沿经向一花高度为1.25 cm,一花高度由丈青色0.07 cm、加白色0.15 cm、丈青色0.07 cm、污兰色0.22 cm、加白色0.15 cm、灰兰色0.22 cm、加白色0.15 cm、玫红色0.22 cm构成,采用平纹组织进行织造。平纹织物表面细腻,图案精致,织物轻薄,保形性能好,有良好的外观(图1)。
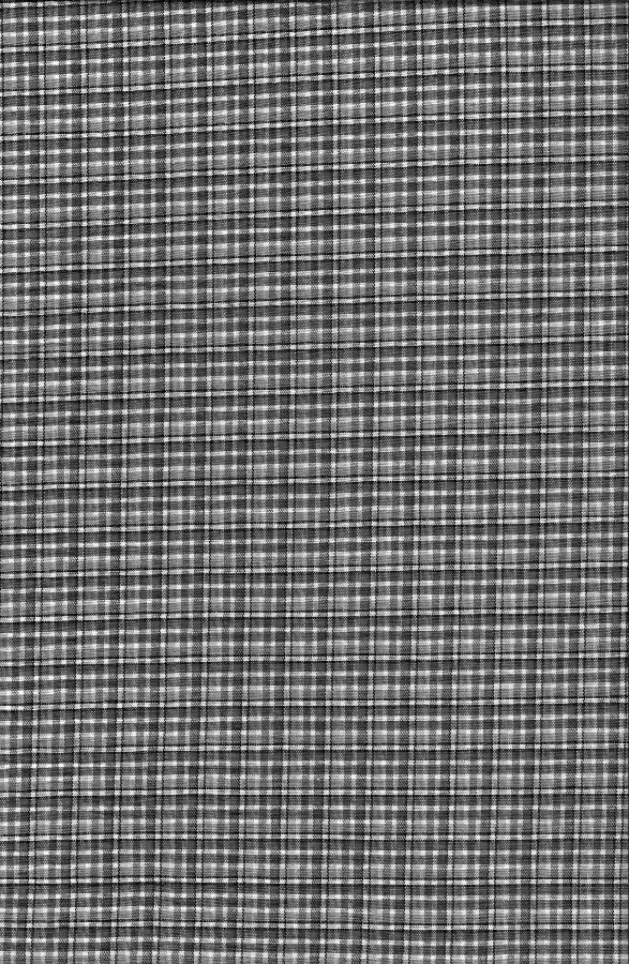
图1 织物实物图
4 投产工艺设计
4.1 络筒工艺
采用Savio Orion-M型络筒机,车速1 200 m/min,由于经纱线密度较高,单纱断裂强力较大,可适当提高车速以提高生产效率,但是也不能太高,否则筒纱的毛羽和棉结会增多;络筒张力12 c N,在保证筒纱成形的基础上,张力越小越好,同时络筒机车速比较高,张力偏小控制,因此将络筒张力从15 c N调整到12 c N;卷绕密度0.41 g/cm3,由于该机采用气动加压,有减震装置和筒子重量平衡装置,能消除筒子运转时的震动和保证筒子卷绕密度的均匀一致。电清工艺:棉结+200%、短粗节+150%×2 cm、长粗节+40%×40 cm和细节-40%×40 cm。
4.2 整浆工艺
采用ASGV231D型分条整经机,每花58根,每绞10花,每绞经纱根数580根,整经绞数11绞,第1绞经纱根数640根,第2至10绞经纱根数分别为580根,第11绞经纱根数384根,第1绞条带宽度为18.9 cm,第2至10绞条带宽度分别为17.1 cm,第11绞条带宽度为11.3 cm。
浆料配方:磷酸酯淀粉70 kg,PVA-205MB 15 kg,CD(丙烯酸类)5 kg,油脂3 kg。上浆率13%±0.5%,浆纱回潮率6.5%~7%,车速40 m/min,浆槽温度96℃,烘房温度110℃。由于经纱线密度较大,强力较高,毛羽多,且织物组织是平纹,织造时单位长度经纱所受的摩擦次数多,因此上浆以减磨、贴服毛羽为主,增强为辅[1]。从缩短打慢车时间、调节压浆力大小、稳定浆液温度、减少泡沫等方面着手,防止上浆不匀,避免轻浆造成开口不清,产生断边、断经、三跳、经缩等疵点,重浆造成浆纱粗硬易脆断,严重时布面会形成树皮皱。
4.3 穿经工艺
由于该织物组织为平纹,经密较大,为便于操作且提高生产效率,穿经采用4页综顺穿法,每页综框综丝数均为1 561根,上机幅宽为184.4 cm,每筘齿穿经纱2根,全幅穿3 122筘齿,其中布身穿3.62筘齿,筘号为169齿/10 cm。
4.4 定捻工艺
由于纬纱是弹力纱,为便于织造,采用GA571蒸纱锅对纬纱进行定捻,定捻温度105℃,保温时间45 min,真空度0.07 MPa,工作压力0.04 MPa。
4.5 织造工艺
使用THEMA Super-Excel型剑杆织机,车速380 r/min,选纬器刻度盘定位315°,综平时间320°,左剑头进剑时间为64°,左剑头进剑时间为61°,综框动程等级+1,在钢筘处所测量的梭口高度28 mm,后梁的高低位置+2,后梁前后位置第2孔,上机张力1 500 N。加强对储纬器毛刷及弹簧片压力、剪刀剪纱时间、右钳纬器夹持力、废边纱闭合时间、右侧固定导轨安装位置和纬纱检测传感片控制位置等工艺及部位的检查与检修,防止边缺纬及纬缩的产生。由于织物组织为平纹,打纬阻力较大,应抬高后梁,以求取得良好的打纬条件[2]。
5 结语
棉涤纬弹织物生产难度较大,经过设计与优化络筒、整浆、织造等工序工艺参数,最终保证了产品的顺利生产。络筒工序提高络筒机速度,减轻络筒张力,确保卷绕密度;整浆工序以减磨、贴服毛羽为主,增强为辅,从缩短打慢车时间、调节压浆力大小、稳定浆液温度、减少泡沫等方面着手,以防止上浆不匀造成织造困难、影响布面质量;织造工序优化和调整开口时间、后梁位置、上机张力等防止边缺纬及纬缩产生。通过工艺设计与优化,确保各工序半制品的质量指标,保证产品顺利生产,符合客户的质量要求。
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
棉纺织技术(2022年11期)2022-11-15
小猕猴智力画刊(2022年5期)2022-05-25
纺织学报(2021年8期)2021-08-31
纺织器材(2021年2期)2021-05-21
棉纺织技术(2019年4期)2019-12-30
棉纺织技术(2019年9期)2019-09-11
华人时刊(2019年23期)2019-05-21
科学与技术(2018年22期)2018-06-17
科技资讯(2016年7期)2016-05-14