
降低真空环境高速永磁电机温升的设计方法
2022-02-11 13:29蒋燕飞周晓东宁远涛张延顺
微特电机 2022年1期
蒋燕飞,黄 涛,2,周晓东,宁远涛,2,张延顺,2,陈 琦,2
(1.上海裕达实业有限公司,上海 200240; 2.上海卫星装备研究所,上海 200240; 3.上海航天技术研究院,上海 200240)
0 引 言
分子泵作为实现高真空环境设备的主要组成部分,被广泛应用在航天航空、光学工程等领域的教学和科研中[1]。电机是分子泵实现高转速,将转子动能传输给气体分子进而被压缩排出的核心动力部件[2]。目前,真空领域的分子泵,以应用无刷直流电机作为核心动力部件最为广泛,对电机的转速要求常常达到每分钟数万转,且要求在此转速下运行平稳,保障稳定的抽气性能。与此同时,真空环境下,电机的散热条件差,对电机稳定工作时的效率提出了更高的要求[3]。
电机温升是电机设计时关心的综合指标,电机所用的铜线、绝缘材料等按绝缘等级有耐温要求,过高的温升会导致绝缘失效,永磁体矫顽力降低而导致不可逆退磁。为了降低温升,常常从提高电机的效率或者改善散热方式两方面去优化。通常可以用水冷机壳、风扇等方式,加快热交换,尽快将热量带走的方式来对电机进行降温,以使电机温升维持在合理的范围[4-7]。但是,对于真空环境而言,显然无法通过增加空气对流的方式来对电机进行降温,而用水冷降温的方式将会使得电机的体积增加,系统变得更加复杂。因此,在真空环境下,只能通过提高电机本身的性能,降低损耗,提升运行效率来降低控制电机温升。关于提高永磁同步电机工作效率的方法,已有大量研究,主要从降低铜耗和铁耗两个方面进行电磁场优化设计[8-9]。不同工况下,优化设计的方向不同。
本文以上海卫星装备研究所某型仪器用分子泵用无刷直流电机为原型,实测并分析了其温升过高产生的根本原因,根据其实际使用工况,在不改变现有电机体积、不增加成本,不增加加工工艺难度的基础上,着重对电机的铁耗进行优化设计。与此同时,针对目前电机槽满率过高导致的加工工艺性差的问题,也进行了优化设计。仿真分析及实验验证表明,优化设计方案准确有效。这对整个分子泵系统的自主化研制具有非常重要的意义。
1 已有电机模型及参数
该型复合分子泵用40 mm口径的无刷直流电机,其电机截面图如图1所示,电机采用12槽,2极结构,永磁体为环形结构。从内向外依次为转轴、单对极磁环、碳纤维护套、定子铁心。定子槽型为平底槽,电机具体参数如表1所示。

图1 无刷直流电机截面图

表1 电机主要参数
2 温升分析测试及工况分析
2.1 温升测试
分子泵如图2所示,其转速为72 000 r/min,电机为无刷直流电机。经测试,该分子泵各项性能指标均能满足设计指标技术要求,但与国外同类产品测试时对比发现,其温升明显偏高。分析可知,分子泵工作过程中,其发热来源主要为电机和轴承,为了解温升源头,在电机及轴承处分别安装温度传感器,测试数据如表2所示,结果表明温升差异主要来源于电机。

图2 分子泵实物图

表2 两款泵温升测试对比
由于温度升高对电机的绝缘和使用寿命有很大影响,会降低分子泵产品可靠性,因此,本文主要研究一种降低真空环境分子泵电机温升的设计方法,并做出优化方案,最终保证分子泵整体发热不高于对标国外品牌分子泵(即不超过20 ℃)。
2.2 电机损耗及温升分析
电机损耗主要由三部分组成:定转子铁心损耗(铁耗)、电气损耗(铜耗)、机械损耗。由于该款分子泵中电机定子和转子直接分别安装于泵体机壳内及转轴上,电机无独立轴承支承,因此本方案不考虑机械损耗。
定转子铁心损耗主要是主磁场在铁心内发生变化时所产生的磁滞损耗和涡流损耗。
磁滞损耗ph是铁磁物质内由交变磁化作用引起的磁滞损耗,它与磁场的磁通密度B以及交变的频率f有关,即:
ph=σ′hfBa
(1)
式中:σ′h为取决于材料性能的常数;a一般取1.6~2.2。
铁心中磁场变化产生的感应电动势引起感生电流,这种涡流引起的损耗称为涡流损耗[10]。涡流损耗pe可由下式计算得到:
(2)
式中:pe与磁通密度B、频率f及材料厚度ΔFe的二次方成正比,与电阻率ρ和钢片密度dFe成反比。
电气损耗在无刷直流电机主要为绕组中的电气损耗,简称铜耗。根据焦耳-楞次定律,绕组电气损耗与绕组中电流的平方与电阻的乘积成正比,即:
pCu=mI2R
(3)
式中:I为绕组电流;R为绕组电阻。
电机温度的升高是由于电机运行过程中产生的各种损耗转化成了热能、这些热能来不及耗散而引起的。通常,电机传热方式有三种:传导、对流和辐射。然而,电机定、转子分别安装于分子泵腔体内,正常工作状态时,腔体内部处于高真空状态,电机无法以热对流的方式进行散热,仅能以热传导和热辐射的形式将热量散发出去,散热的效率非常低[11]。
因此,分子泵电机温度场问题可以描述如下:
(4)
式中:Kx,Ky,Kz分别为电机各介质x、y、z方向的导热系数;T为物体温度;q为热源密度;c为比热容;γ为材料密度;τ为时间;S1为电动机绝缘边界面;S2为电机的散热边界面;K为S1和S2面法向导热系数;α为S2面的散热系数;Te为S2周围介质的温度时间函数;Qi-j是由平面i到平面j传递的热量;Ai是平面i的面积;Fij为两个平面的角系数;ε是平面的总发射率;Ti、Tj分别为两个平面的温度[11]。
2.3 分子泵工况分析
为全面了解分子泵电机实际工况,运用电机设计软件Motor CAD对现有电机进行电磁场仿真计算。
同时,对分子泵从起动开始加速至额定转速72 000 r/min及稳速后的实际工作过程进行监测,记录输入电压、电流及电机转速等监测参数,效率Map图如图3所示,模拟出电机工作T-n-t曲线,如图4所示。
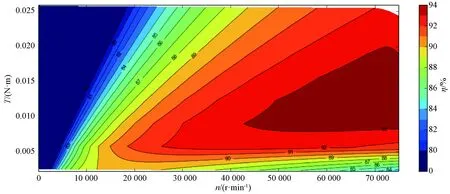
图3 原电机效率Map图

图4 电机实际工况曲线
由图4可知,分子泵电机最大转矩工作点位于起动瞬间,此时电机转速较低;当达到额定转速72 000 r/min时,电机功率达到最大值,整个起动加速时间约为1.5 min;当转速稳定后,转矩大幅下降后保持稳定,分子泵在该状态下长期工作。此时电机负载很轻,相电流很小,铁耗约为2.37 W,铜耗约为0.11 W,铁耗远大于铜耗,为引起分子泵温升高的主要原因。因此,考虑以降低铁耗作为主要优化方向。
3 电机优化设计及有限元分析
由式(1)、式(2)可知,电机铁耗与材料厚度、磁通密度、电机频率、电阻率、钢片密度有关。电机频率受电机最小极对数限制,已经是最低1对极。已有分子泵系统选用的电机硅钢片厚度为0.2 mm,若选用更薄的硅钢片(0.1 mm)可有效降低铁耗,但该硅钢片原材料价格提升10倍,从经济性方面暂不考虑更换该材料。在材料不改变的情况下,降低磁通密度可以降低铁耗。
3.1 模型参数
对原无刷直流电机进行电磁场有限元分析,额定工作时磁云图如图5(a)所示,从图5(a)中可以分析得到齿部及轭部磁密分别约为0.75 T、0.93 T,适当增加齿部宽度及轭部宽度,选用更低牌号的磁钢来降低齿部及轭部磁密,从而降低铁耗。此外,原方案电机槽满率较高,绕线难度较大,严重增加了电机的生产难度和次品率。根据实测工况,分子泵长时间稳定工作时,电机输出转矩小,铜耗较小,可以适当降低槽满率,提高稳定工作时的电流密度。优化后的电机磁云分布图如图5(b)所示。其齿部磁密为0.65 T,轭部磁密为0.6 T。综合性能对比如表3所示。
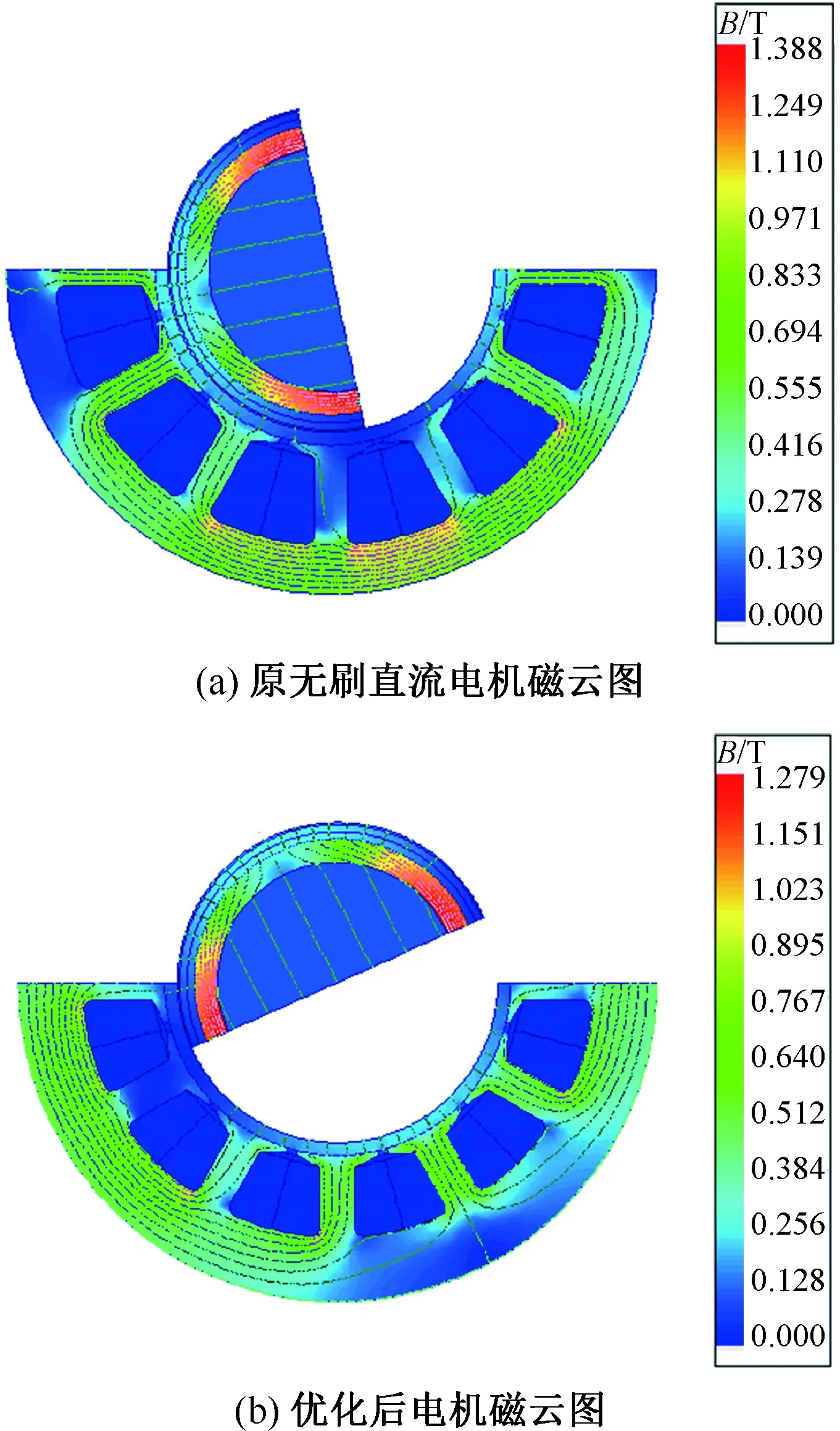
图5 优化前后电机磁云图

表3 额定工况电机参数对比
3.2 温度场有限元分析
根据上节设计的电机参数,结合分子泵实际工作环境,确定各部分散热系数。对优化前后的两款电机温升进行有限元分析计算,得到的结果如图6所示。
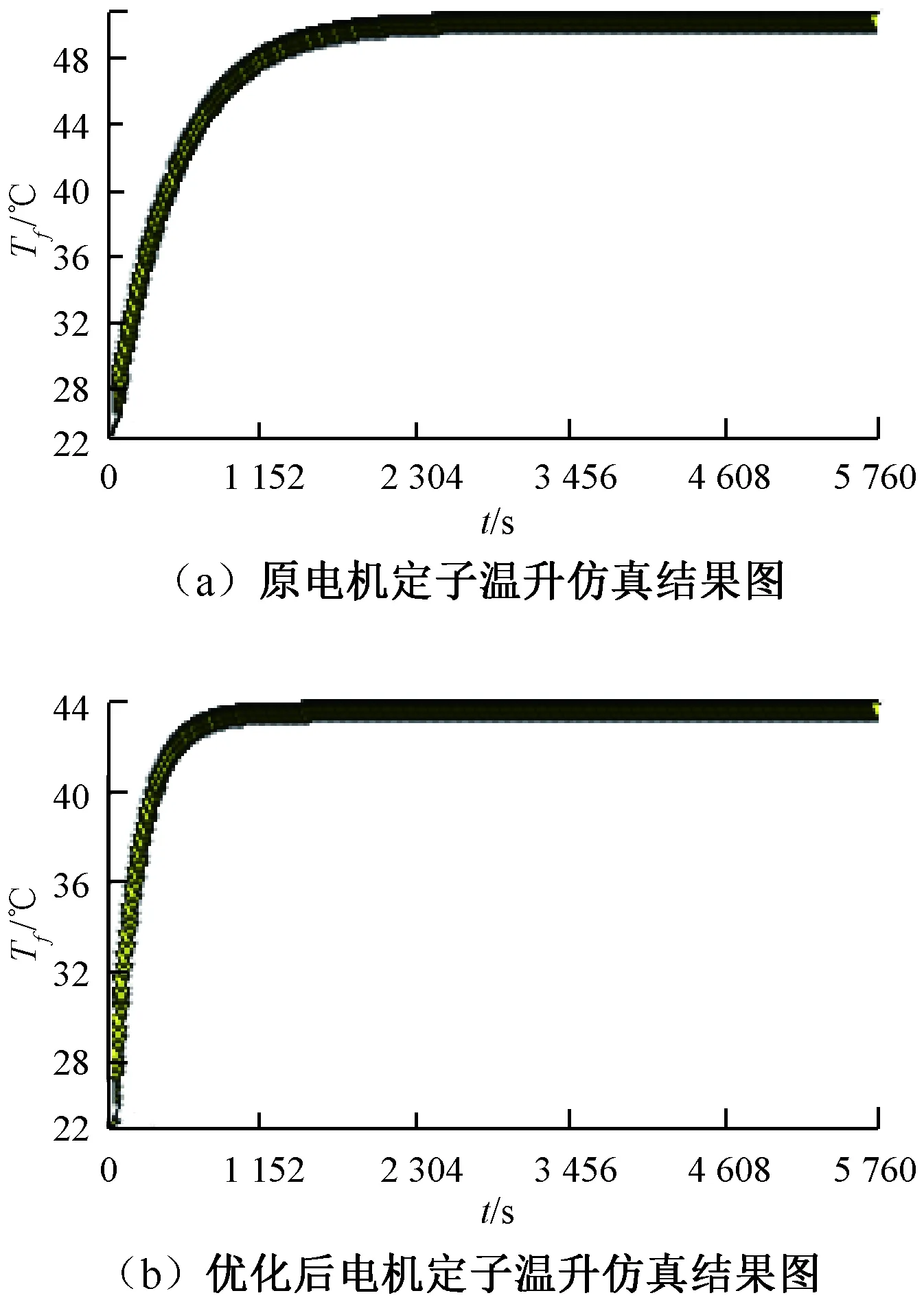
图6 优化前后电机定子温升仿真结果
从图6中可以看出,优化后,电机定子部位温升明显降低。优化前,电机工作1 h左右,电机温度不再升高,达到热平衡状态,最大温升为26 ℃。优化后电机工作0.5 h左右,达到热平衡状态,最大温升为18.5 ℃,比优化前降低7.5 ℃,优化效果显著。

图7 分子泵工作状态图
4 实验验证
为验证仿真模型的正确性与仿真结果的准确性,将优化后的电机装入分子泵内,如图7所示,并用内置传感器监测的方式对电机温升进行监控记录,将得到的结果与上述仿真结果进行对比,如表4所示。
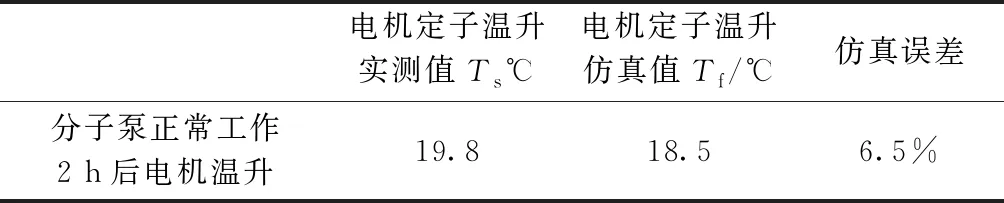
表4 电机实测值与仿真结果对比
通过表4可以看出,电机温升实测值比仿真值略高,误差为6.5%左右。考虑到材料参数误差、生产工艺因素的影响,该误差在正常可接受范围内,从而验证了有限元仿真模型的有效性与正确性。与优化前电机温升对比,优化后温升降低了8.3 ℃,与国外同类产品温升比较,略优于国外同类产品,验证了本方案的有效性和准确性。本方案可以为此类工况的电机设计仿真和实验提供参考,同时为该类型电机的设计优化提供思路和依据。
5 结 语
真空环境下,散热条件差,对高速永磁电机的温升设计提出更高的要求。结合电机实际工况,对电机进行优化设计是电机设计的必然趋势。本文以某型分子泵用无刷直流电机为原型,通过实测并结合效率云图分析的方法,得到分子泵实际工况,找到现有电机工作损耗大、温升高的根本原因,从降低电机铁耗的优化方向对电机进行优化设计。经过仿真及实验,优化后的电机运行时温升更小。分子泵整体性能可以与国外同类分子泵产品相比拟,这对分子泵产品核心部件国产化具有非常重要的意义。
猜你喜欢
大电机技术(2022年5期)2022-11-17
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
汽车实用技术(2022年12期)2022-07-05
防爆电机(2022年1期)2022-02-16
防爆电机(2021年5期)2021-11-04
西安工程大学学报(2021年1期)2021-04-06
电子制作(2019年23期)2019-02-23
家庭影院技术(2018年9期)2018-11-02
电机与控制学报(2018年9期)2018-05-14
