法兰和套管智能打码工作站研制
2022-02-07 13:04:36蓝初广卢健兵江海燕施嘉琳闫国民
广东造船 2022年6期
蓝初广,卢健兵,江海燕,施嘉琳,闫国民
(广州黄埔文冲船舶有限公司,广州510727)
1 前言
黄埔文冲船舶有限公司文冲厂区以建造出口集装箱船、散货船和挖泥船为主,公司管子加工独立设置生产车间,在管子生产中每条管基本具有唯一性,以管子和管子附件上的钢字码对加工中和加工后镀锌处理进行区别。钢字码最初是人工锤打,慢慢改进成常用的气动打码,减轻劳动强度。但由于管子编号不一,不能实现数据连续性,而且装卸和分拣管附件需要人工进行,整个过程辅助时间较多,效率不高。
在这种背景下,造船事业二部针对法兰、套管是标准件特性,利用生产管理系统管子模块处理好的数据,研制成功板式平焊钢制管法兰和钢套管的智能化打码,实现法兰、套管自动化作业、自动化分拣,提高管附件打码和管子加工效率。
2 法兰和套管智能打码工作站
2.1 概况
造船二部管加工作业区,配有3 台气动打码机,其中2 台打Φ114 mm 以下法兰,1 台打Φ114 mm 以下套管;配置3 个人,1 人从料架或料堆里按单元附件清单挑拣出要打码的法兰或套管,用小推车送到打码区给另外2 个人上机打码;打码人将法兰或套管放在打码机上夹紧,手工把管子编号录入电脑,然后机器开始打码;整个单元打码完成后,把法兰或套管放回小车,并推到理料区卸放法兰或套管,整个过程结束;Φ114 mm 以上的法兰和套管,则需要在平台工位上用手锤打钢字码。
造船事业二部研制的管子法兰和套管智能打码工作站(以下简称工作站),改变传统的打码工作流程,实现数字化生产管理,让它具有法兰与钢套管的自动上料、打码、分拣与现场整体管理等功能,这样与传统人工或气动打码相比,具有扩大打码范围、提高打码效率、保障打码质量、降低人工劳动强度和劳务成本等优势。
2.2 工作站组成
工作站组成如下:6 轴机器人1 台、套管储料架2个、法兰储料架2 个、法兰气动打码机2 台、套管气动打码机1 台、夹具3 套、抓取夹具1 套、料框6 个、压缩空气系统1 套。具体布局如图1 所示。
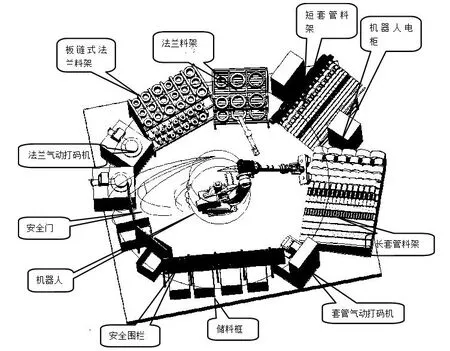
图1 打码工作站布置图
工作站设备主要技术参数见表1。

表1 工作站设备主要技术参数
2.3 工作站功能
(1)机器人系统
机器人系统根据接收的控制指令,从储料架中夹取待打码零件放置到打码工作站,并向打码工作站发送放置完成信号,以使打码工作站根据打码零件进行打码;接收由打码工作站发出的打码完成指令后,从打码工作站中夹取打码完成零件,并向打码工作站发送零件取走信号;将打码完成零件放置在预设的移动料框内,并向工控机系统发送执行完成信号。
(2)打码工作站功能
打码工作站功能包括:① 具有三个打码工位,可打码法兰或套管;② 打码工作站在收到机器人发送的法兰或套管放置完成信息后,打码工位夹紧法兰或套管;③ 打码工位根据接收的打码信息、法兰或套管型号,自动完成打码工作;④ 打码工位打码完成后,打码系统向机器人发送工位打码完成信息;⑤ 打码工作站具有半自动打码工作方式,接收来自现场工控机发来的手动打码方式状态信息、法兰或套管信息、工位信息、打码信息,打码完成后向现场工控机发送打码完成信息;⑥ 向工控机发送打码工作状态、打码物量。
(3)工作站工作流程见图2

图2 工作站工作流程图
① 人工把需要打码的不同规格的法兰放入法兰料架的格槽内,把需要打码的不同规格的套管放入套管相应的格槽内;然后把安全围栏的安全门关好;
② 在电脑上通过无线网络或有线网络,将要打码批次的零件指令发送到工控机上储存起来;
③ 人工操作工控机向机器人发出批处理指令,机器人按接收到的信号内容开始工作,机械手移动至相应的料架格槽位置夹取相应的零件,将零件放入对应的打码工位上并向打码机输出信号,机器人松开零件并移动到某位置的同时打码工位将零件定位夹紧后开始打码;
④ 打码完成后,打码机复位并向机器人输出完成打码的信号,机器人接收到信号后夹取完成打码的零件将其放入对应的储料框内,至此完成一个零件的打码任务;
⑤ 机器人不断重复循环工作,直至完成一个批次的任务,接着继续下一批次的工作任务;
⑥ 大显示屏幕和工控机屏幕上,同时显示工作的进程。比如,显示今天要完成的工作任务、已经完成的零件数量及批次、剩余未完成的工作任务等;
⑦ 工作站产能估算:
机器人最高移动速度1.5 m/s ~2 m/s;
机器人抓手夹持工件时间2 s;
气动打码机自动装夹时间0.5 s ~1 s;
气动打码机雕刻时间30 s;
打码机产能,按打码机的雕刻时间35 s、每月26 天、每天7 小时计算,工作站每月产能为:26×7×3 600×82.3%/35 ≈15 400 件。
以上工作站产能计算只作为参考,如果产能需求更大,可以多建几个工作站,一个熟练的操作工人可操作两个工作站。
(4)工作站优势
常规打码方案:
① 常规方案机器人在轨道上行走,增加轨道制作成本,而且运动带来的损耗易消耗设备的使用寿命,增加维修费用;而工作站机器人不行走,只是绕着中心旋转,避免了以上的问题,常规打码方案布置图见图3;

图3 常规打码方案布置图
② 常规方案的设备依次摆放,占用面积较大;而工作站方案紧凑布置,只占用常规方案一半左右的面积;
③ 常规方案机械手抓法兰和套管需要更换夹具,影响打码效率;机器人行走取料、打码和放料整个过程至少需要2~3 min,一天按8 h计算只能打码约240个,达不到生产所需500 个/天的要求;而工作站方案机器不动,法兰和套管夹具为一体设计,可根据对象自由转换,不需要另换夹具,整个打码过程只需要35 s,每天可以打码720 个,除去效率损耗一天至少可以打码597 个,达到生产所需500/天的要求。
工作站方案:
项目组在选定工作站方案后,还根据车间管理流程,对法兰料架、打码机布置、夹具设计等进行了优化。
工作站研制完成后,项目机器人、打码机和料架于2019 年10 月安装到位,经过调试于2020 年4 月投产验收, 5 月实现单个或单批次的打码应用,7 月实现联接生产管理系统管子模块,实现了数据对接使用和实时看板工作,随即在船舶H56675668566956705671和H55735574 等进行了批量打码和实时看板。经大半年运转使用,整个打码工作站按当初的工艺技术和管理流程稳定工作,达到了设计和研发的目的。
3 经济和社会效益
(1)智能打码工作站的研制,实现了管法兰0.6 Mpa 及1.0 Mpa 两种压力、短型和标准型套管各14 种规格通径(DN15202532405065801001251502002 50300)共56 种管附件实现机器人自动打码、自动下料按批分拣,整个过程和数量通过显示器可实时看板,管附件打码区更合理高效,生产前准备效率提升至少20%;
(2)在2020 年建造的H5588H56675668566956 705671H55735574 等船舶上实现自动打码,特别是9月实现网络批量打码后,效率和数量不断提升,基本达到项目实施工艺和流程要求;
(3)智能打码工作站申请专利26 项,拥有独立自主知识产权,在后续推广应用中拥有主导地位;
(4)智能打码工作站打码物量占总打码物量90%以上,可减少打码人员2~3 名,节约全年支出16.3万元;加上打码效率提升,生产准备更加快捷,预计4、5 年可回收成本,并可继续使用服务管子加工,提升车间管子加工效率;
(5)智能打码工作站的研制成功,提升了公司在数字化和智能化方面的能力,扩大公司的影响力,拥有独立自主知识产权,可在公司和集团推广,甚至可以延伸到相关行业,是一款拳头产品。
4 结论
(1)实施自动打码智能工作站后,1 个操作人员从料堆或料架上补充指定机器人放料区,单元附件的管子编号已在管子系统编好送到打码工作站,操作人员点击提取即可;
(2)机器人自动从放料区拣料到打码站,打完码机器人又夹取法兰或套管送到小推车,操作人员可按批量打完字码,打好的字码放在推车上,实施不落地,直接送到铜工装配工位;
(3)可以减少2~3 个人,上下法兰或套管由机器人做,自动化程度高,整体打码效率提高3~4 倍;
猜你喜欢
铁道通信信号(2020年12期)2020-03-29 06:22:00
制造技术与机床(2018年11期)2018-11-23 01:08:02
轮胎工业(2017年1期)2017-03-09 20:21:55
印刷技术·包装装潢(2016年11期)2016-12-02 08:43:25
计算机应用文摘(2015年16期)2015-04-29 00:44:03
小天使·二年级语数英综合(2015年4期)2015-04-20 11:45:04
幼儿智力世界(2014年5期)2014-06-18 03:09:30
自动化博览(2014年6期)2014-02-28 22:32:09
自动化博览(2014年4期)2014-02-28 22:31:15
首都经济贸易大学学报(2013年6期)2013-05-14 06:04:00