基于图像处理的改进电缆角度识别算法
2022-02-04 01:23段传辉田大庆宋洪睿程冬
机械 2022年11期
段传辉,田大庆,宋洪睿,程冬
基于图像处理的改进电缆角度识别算法
段传辉,田大庆*,宋洪睿,程冬
(四川大学 机械工程学院,四川 成都 610065)
成缆机是一种专门制造电缆的专用设备,并线工艺是保证成缆品质的关键工序。但现有并线工序均为人工目视纠偏线缆,纠偏精度难以精确保证,存在严重安全隐患与产品质量问题,生产效率低。为提高成缆机并线工艺中线芯偏转角度识别与纠正的智能化,提出了改进的电缆角度识别算法。其中,根据线芯截面形状特性,在线芯0到90°的偏转范围内,分三个阶段推导了线芯轮廓俯视宽度和当前偏转角度的计算公式;结合图像处理技术,经过图像灰度化、对比度处理、形态学操作等图像预处理过程,提取出线芯俯视图中外轮廓线特征。依据线芯在并线工艺中沿轴线运动的运动特点,使用两条线芯轴线方向的直线拟合其两边的轮廓,从而获取线芯轮廓宽度数据,可以代入公式进行偏转角的解算;同时,为了解决线芯偏转方向识别的问题,提出了两种方案,其一是利用线芯表面反光特性结合图像处理技术识别偏转方向,其二则在线芯支架两端追加了两个力传感器用以采集受力数据进行比对得出偏转方向,经实验比较,力传感器判断的方案具有更高的可靠性。
成缆机并线工艺;偏转角度;图像处理;力传感器
多芯并线是指将多根线芯按规定的螺旋距离绞合成束状的工艺,是确保多芯电缆质量的关键工艺[1],电缆加工制造厂商通常采用大型成缆机来实现这一工艺过程[2],如图1所示。GB/T 5023.1-2008标准要求指出:圆形护套多芯电缆并缆后在同一横截面上测任意两点外径之差(椭圆度)应不超过平均外径规定上限的15%。为了达到这个要求,圆形护套多芯电缆的实际截面大多如图2所示,位于中心的零线呈圆形,周围的四根或多根火线滚压成瓦片状,多根火线内侧的凹槽对准中心零线合围成一个大的圆形截面,在最外层覆盖圆形护套。

图1 成缆机

图2 圆形护套多芯电缆截面示意图
在实际的多芯并线工艺中,往往会有电缆成品钢带卷边、椭圆度不达标准等等质量问题。目前国内主要的电缆生产厂家多使用的是人工来解决这些问题,就是由人工目测火线线芯凹槽是否没有对准中心零线存在角度偏差,再由手动纠偏。该人工值守均存在偏差精度难以准确识别和难以实现稳定纠偏的质量保证问题,现有成缆设备在多芯并线工艺中存在的上述问题为国内行业的共性问题。
为了解决线芯角度偏差的识别和纠偏等问题,张东红等[3]提出扇形轮调整法、法国Pourtier公司制造的UVK型通用成缆机采用精密器具调整、日本成缆机生产企业采用正位传感器和触觉器进行凹槽角度检测[4],这些方案均存在自动化程度不高或模具调整复杂的问题,韩皓杰等[5]也曾提出过一种基于图像处理的线芯凹槽角度识别算法,主要通过改进的特征点识别算法来识别线芯的凹槽高光特征,通过该高光特征的位移来计算得到线芯偏转角,但凹槽高光特征受环境光、线芯表面实际形状影响较大,实际识别稳定性较差。
本文针对上述问题,提出改进电缆角度识别算法,通过识别稳定性更好的线芯轮廓特征,获得轮廓宽度并推导相应计算公式来计算线芯偏转角,最终达到提高产品质量的目的。
1 基于电缆俯视轮廓宽度变化的线缆偏转角度计算方法
1.1 线芯截面几何模型的建立
通过建立线芯截面几何模型从而找到两条外轮廓线的位置,推导线芯投影轮廓宽度与偏差角的计算公式。线芯截面简化的几何模型如图3所示。其轮廓由两侧的圆弧段1、圆弧段2、直线段4和底部的圆弧段3组成,且互相相切,顶部凹槽的轮廓凹在图形内部不会影响投影外轮廓的位置,由任意弧线表示。根据统计,各角之间关系为:>2>2>2,<90°-。俯视图中两侧轮廓线的位置分别表现为截面图中线芯两侧极点的位置。
1.2 电缆转动角度数学模型的建立
因为线芯截面几何模型具有对称性,可以认为线芯朝两个方向旋转的过程是一样的。而在实际生产过程中,线芯朝一个方向最多能偏转90°。所以仅需要推导线芯逆时针转动90°的计算公式,具体推导过程如下:
用代表偏转角,rad;X代表转动过程中截面轮廓左边极点的投影位移,mm;X代表截面轮廓右边极点的投影位移,mm;为投影平面。线芯投影宽度的变化值则为X与X的代数和,mm。
O为线芯旋转中心;O1为圆弧段1圆心;O2为圆弧段2圆心;O3为圆弧段3圆心;R1为O和O1之间的距离,mm;R2为O和O2之间的距离,mm;R3为O和O3之间的距离,mm;β为两侧OO1连线的夹角,rad;γ为两侧OO2连线夹角的二分之一,rad;φ为两侧O3O1夹角的二分之一,rad,因为各段轮廓相切,故O3O1与圆弧段1和圆弧段3垂直;ψ为两侧直线段4延长线夹角的二分之一,rad。
在线芯逆时针旋转的第一个区域,即从线芯刚开始偏转到线芯投影的左边极点刚好落在线段4上的这个区域,整个过程两边的极点始终在两侧圆弧段1上,如图4(a)所示。由几何关系可以推导得:



在旋转的第二个区域,线芯在第一个区域最终状态的基础上继续转动,该区域线芯投影的左边极点始在左侧圆弧段2上,右边极点则仍在右侧圆弧段1上直到落在圆弧段3上为止,如图4(b)所示。此时可推得=+(≥),左侧极点在第一个区域的基础上又移动了X',右侧极点位移跟第一个区域用相同的公式表示。由几何关系推导得:



在旋转的第三个区域,线芯在第二个区域最终状态的基础上继续转动,该区域线芯投影的左边极点始终在左侧圆弧段2上,右边极点始终在圆弧段3上,直至线芯偏转角=90°如图4(c)所示。此时可以推得=+90°-(≥90°-),右侧极点在第二个区域基础上又移动了X',左侧极点位移仍可以用第二个区域的公式表示。由几何关系可以推导得到式(7)~(9)。
最终旋转到=90°,如图4(d)所示状态,推导过程结束。综合整个旋转过程与的关系式,可得式(10)。

(8)


式中:为线芯的初始宽度,mm;为线芯俯视投影宽度,mm
在后续识别过的图像中,用识别到的右轮廓线的坐标减去左轮廓线的坐标就能得到当前检测到的电缆俯视投影宽度。把这个宽度代入到与偏转角关系公式中进行迭代解算就可以得到偏转角的度数。
1.3 电缆轮廓特征提取
电缆轮廓特征提取主要提取的是电缆图像边缘特征。文章采用了黑色砂纸背景,设置与摄像机同方向垂直于电缆平面的光源。按上述布置后,颜色对轮廓提取影响可以忽略。以下以一个90°偏转的情况为例子说明处理过程。
图4 线芯逆时针旋转过程图
首先获得原始线缆图如图5。对获得的上述电缆图片依次经过灰度化、增强对比度、二值化、形态学开操作降噪处理[6]、二阶微分[7]等多个图像处理步骤,得到如图6的线缆轮廓图。

图5 电缆与背景对比图
图6 二阶微分后获得的电缆轮廓图
可以采用RANSAC算法[8]来拟合两个高光区域的点成直线,相比最小二乘算法,RANSAC可以踢出错误点并得到精确的模型[9]。但用RANSAC法拟合的两侧轮廓线往往不平行,为了获取轮廓宽度仍然需要对两条直线之间的宽度取平均值,且RANSAC算法较为复杂,基于上述问题本文提出了简化的直线拟合方案:因为线芯相对于观测平面的运动为竖直方向的运动,可以直接使用两条竖直线拟合,通过直线坐标相减得到轮廓宽度,同时拟合过程相对简单能够减少程序计算量。拟合的办法就是取两侧轮廓点的横坐标平均值作为竖直线方程。不过单纯取平均拟合的直线还不能和线芯轮廓紧密的贴合。因为线芯本身由多股铜丝绞织而成,致使其表面凹凸不平,个别局部则更加明显,对取平均结果的影响较大无法忽略。本文也提出了相应的解决办法:算出所有轮廓点横坐标与初轮平均值差的绝对值,并取这些绝对值的平均作为均差,然后将这些绝对值与均差一一进行比较,保留该绝对值小于均差的轮廓点,用保留下来的轮廓点再求下一轮的横坐标平均值,依前述过程循环直到剩余轮廓点仅占初始轮廓点数目的50%以下时,跳出循环返回结果作为拟合的直线方程。效果示意图如图7。
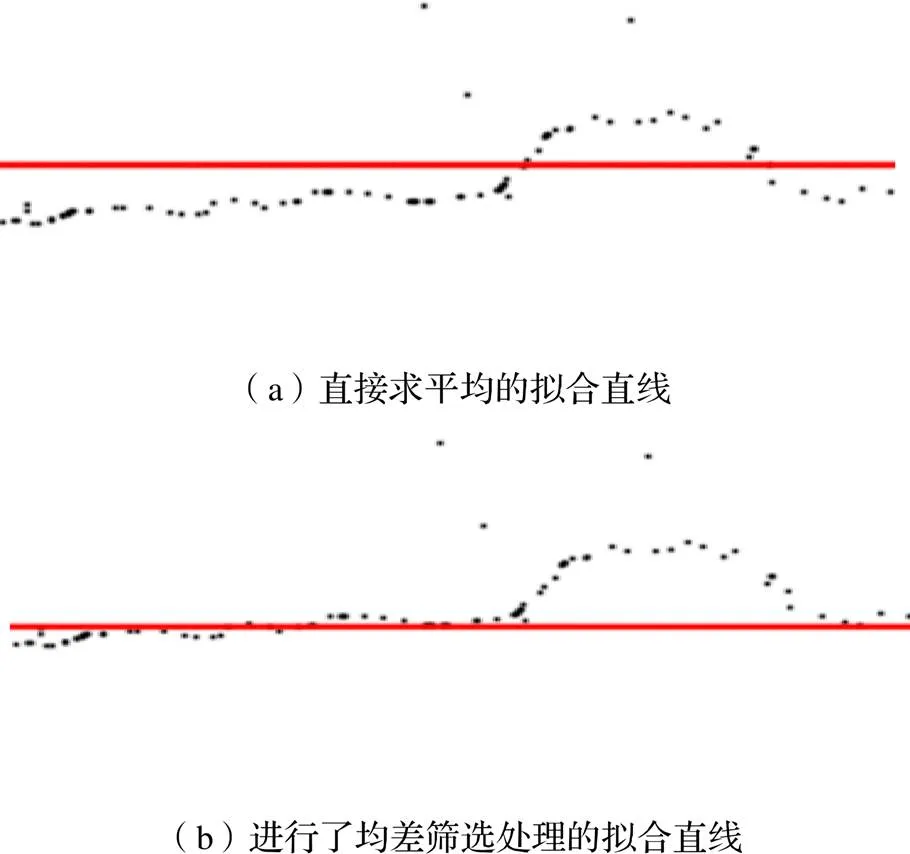
图7 直线拟合效果示意图
将最终拟合的轮廓直线叠加回原图如图8所示。

图8 直线拟合轮廓特征图
1.4 转向判断
1.4.1 初始的转向判断
通过直线轮廓提取,得到了能够代表两条轮廓线的直线方程,计算二者距离即可得到轮廓投影宽度从而计算得到线芯当前的偏转角度。但至此仅能获得角度的大小,还需要判断线芯偏转的方向。
根据线芯截面的特征和实际试验得到结论:有稳定均匀的垂直光源的情况下,在偏转较大角度时,线芯俯视投影图中最亮的那块光斑与左轮廓线接近时线芯顺时针偏转,反之则逆时针偏转。检测光斑位置,比较其与两个轮廓线的距离,最终获得线芯偏转方向。利用图像灰度直方图[10]获取所有亮度排在整个图片前3%的像素点,并用椭圆区域拟合表示光斑区域,效果如图9所示。图10(a)和(b)则分别表示线芯顺时针偏转和逆时针偏转时的情况。
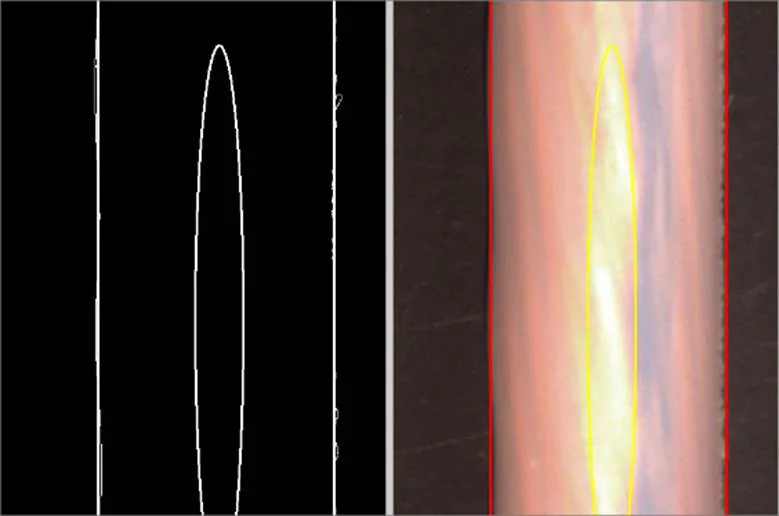
图9 光斑区域拟合
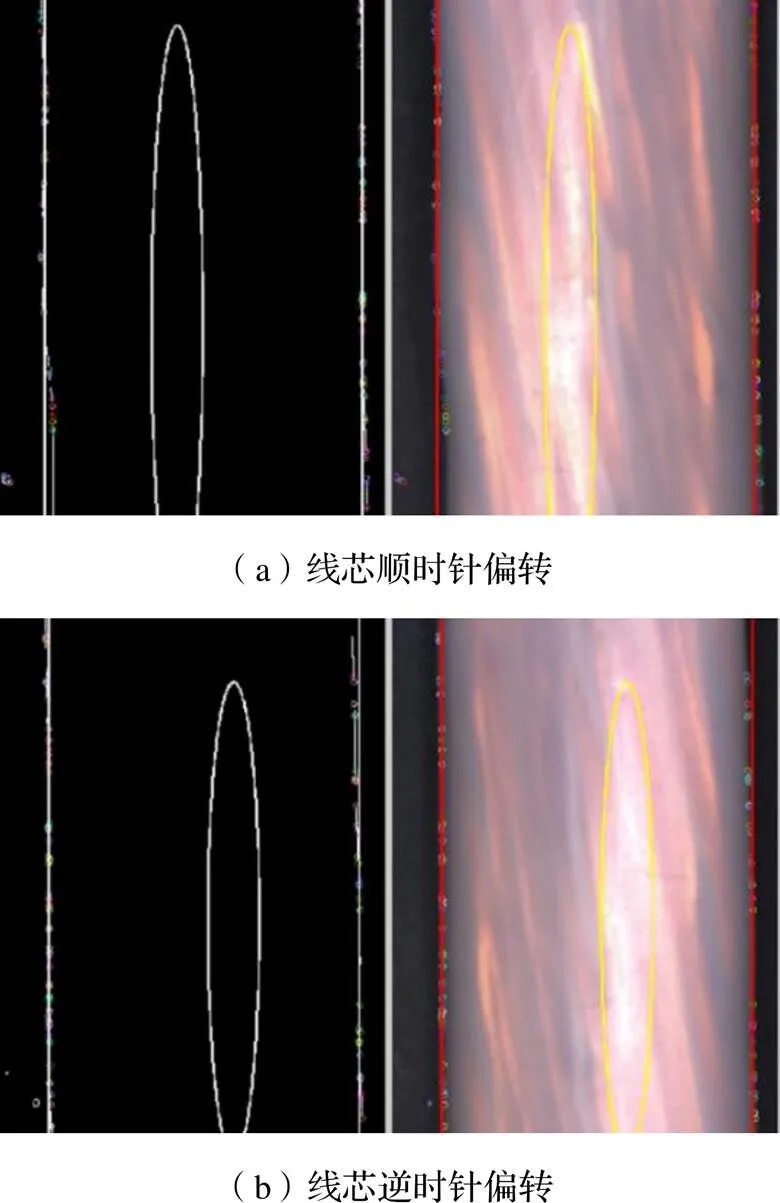
图10 线芯偏转方向识别图
但这种方式来判断线芯转向具有较大的局限性。前面已经说明这是一种在较大偏转角度时观察到的规律。在较小角度时,实验观察到因为光斑分布在凹槽区域,由于凹槽复杂形状特征,会可能导致此时光斑会以相反的趋势移动,比如靠近左轮廓线时却是逆时针旋转。所以这种转向判断的方式不可靠,需要改进。
1.4.2 改进的转向判断
由于线芯表面的复杂性,而又不能改动整体生产线去给线芯表面添加标记物,直接利用视觉本身去判断线芯转向是困难的。文章采用了外加力传感器配合视觉联合纠偏的改进方案。图像处理环节只计算获得偏转角度的大小,由分别安装在支架两脚端的两个力传感器获得两个支架的受力情况相互比较,判断出线芯的偏转方向:力传感器能区分拉力和压力,如果获知一边支架受压,一边支架受拉,便能判断得出线芯向受压的方向偏转。而且,力传感器还能帮忙修正视觉计算的结果:电机首先接收到视觉计算的旋转角度结合力传感器的比较得到的方向结果进行纠偏,这一步动作完毕后,继续比较力传感器的数值,如果两边受力差仍然大于一个合理阈值,电机将再次根据力传感器比较的方向旋转,直至受力差值在合理阈值以内停止,再次等待下一次视觉计算的结果输入。这样对于视觉纠正还不到位的可以纠正,对于视觉纠正过大的,还能将线芯反向纠回到0偏位置。整个过程的基本运行流程示意图如图11所示。
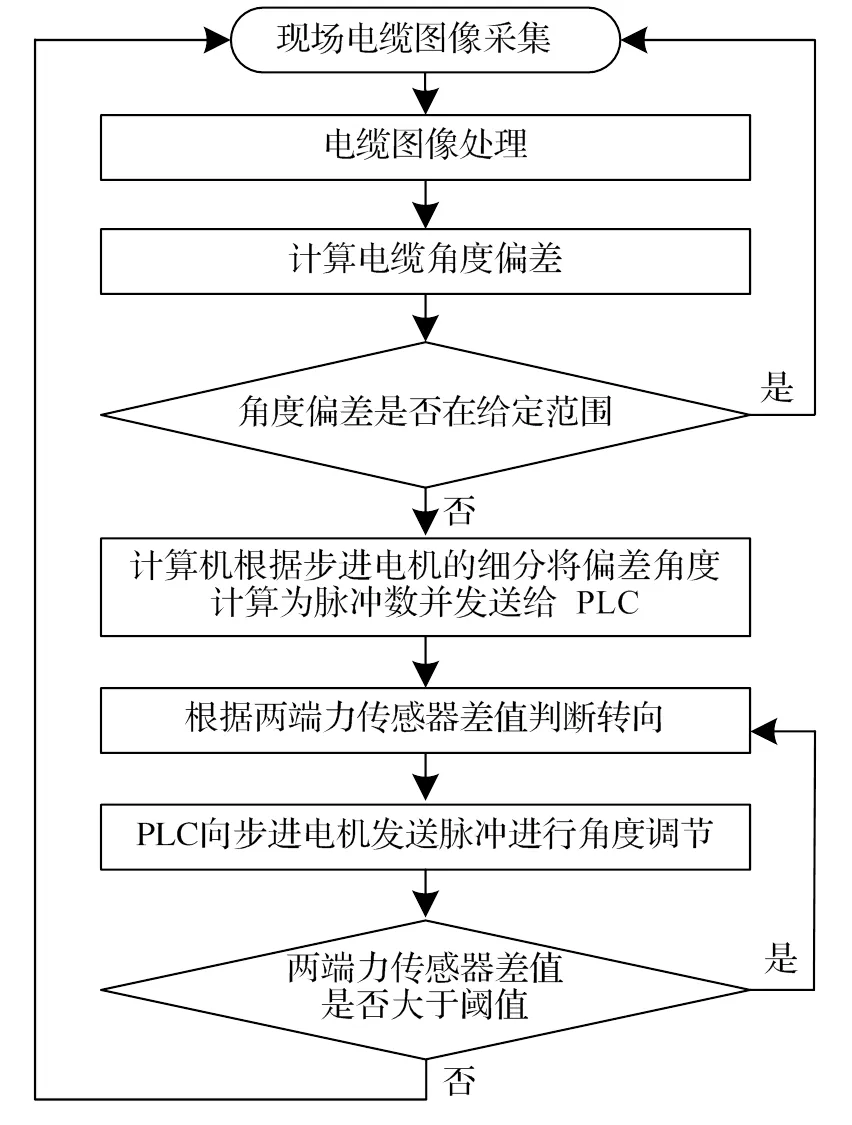
图11 力传感器辅助后的基本运行流程
改进后,测试证明纠偏方向完全符合实际需要纠偏方向。
1.5 运行效果与结论
对一条线芯的不同段,从不同距离和在不同环境光条件下进行轮廓提取的效果如图12所示。可以看出每一张提取出来的轮廓线都与线芯的实际轮廓贴合紧密,这说明本文方案对环境光没有很严苛的要求。且轮廓特征识别效果稳定,通过轮廓宽度计算角度可以忽略左右方向的抖动。精度方面,图像分辨率是影响精度的主要因素,但分辨率过高又会减慢程序运算速度,需要平衡程序精度与运行速度来获得一个合理的分辨率。
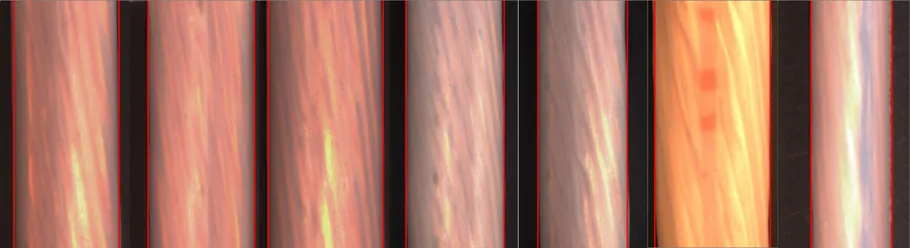
图12 不同环境与不同角度下的线芯轮廓提取效果
表1是一组在项目研制的样机上测试时的480×640分辨率下对同一线芯偏转不同角度的测试数据。可以看出,本方案具有较好的精度与稳定性。
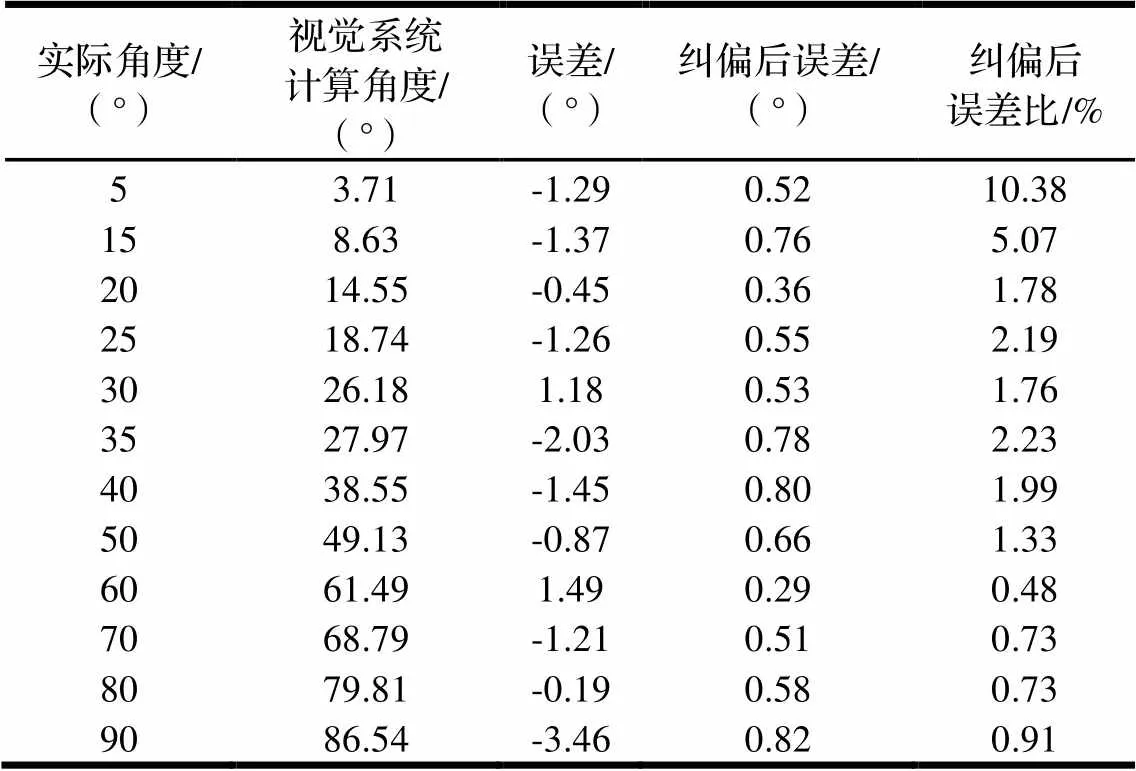
表1 程序计算准确率
依据上述线芯偏转角度识别算法和力传感器辅助纠偏方案,应用于项目实施单位的线缆自动纠偏样机上,对改造后试验生产的3种规格的200 m长圆形护套线缆样品横截面进行采样,获得的任一横截面上的椭圆度误差均不超过平均外径规定上限的8.5%,显著低于国家标准。
2 结论
本文针对成缆机并线工艺中线芯纠偏问题,提出了一种改进的基于图像处理的线芯偏转角度识别算法,可以高效的识别线芯的轮廓特征,通过投影轮廓宽度来计算偏转的角度值。论证推导了相应的计算公式。通过试验证明了方案的可行性,说明了本方案具有较好的精度与稳定性。
[1]尹锋雷,周礼文. 种水下光电复合缆的设计与制造[J]. 电线电缆,2013(3):17-18.
[2]翁斐. 立式成缆机恒张力控制系统的研究[D]. 太原:太原科技大学,2015.
[3]张东红. 利用调整轮解决扇形线芯成缆翻身问题探讨[J]. 数字技术与应用,2010(9):140.
[4]缪盘铭. 国外电线缆芯生产工艺及专用设备发展水平综述(一) 束线[J]. 电线缆芯,1979(3):45-61.
[5]韩皓杰,田大庆,江怡舟,等. 一种基于改进FAST的缆芯角度识别算法[J]. 机械,2020,47(20):53-60.
[6]CSDN论坛. 形态学-腐蚀、膨胀、开操作、闭操作[EB/OL]. (2016-11-10)[2021-09-27]. https://blog. csdn. net/fishmemory/article/details/53113746.
[7]CSDN论坛. 数字图像处理(图像增强)——拉普拉斯算子[EB/OL]. (2018-07-09)[2021-09-27]. https://blog. csdn. net/Loney_Island/article/details/80966909.
[8]Martin A. Fischler,Robert C. Bolles. Random sample consensus[J]. Communications of the ACM,1981,24(6).
[9]刘忠贺,李宗春,郭迎钢,等. 利用RANSAC算法筛选坐标转换中相对稳定公共点[J]. 测绘科学技术学报,2019,36(5):487-493.
[10]CSDN论坛. OpenCV图像直方图[EB/OL]. (2019-03-28)[2021-09-27]. https://blog.csdn.net/leonardohaig/article/details/88240112.
Improved Recognition Algorithm for the Cable Angle Based on Image Processing
DUAN Chuanhui,TIAN Daqing,SONG Hongrui,CHENG Dong
( School of Mechanical Engineering, Sichuan University, Chengdu 610065, China )
Cable forming machine is a special equipment for manufacturing cable, The parallel process is the key process to ensure the quality of cable forming. However, the existing parallel processes are rectification with manual visual inspection. Therefore it is difficult to guarantee the rectification accuracy, which causes serious security risks, product quality problems, and low production efficiency. An improved recognition algorithm for cable angle is proposed to improve the intelligence of cable core deflection angle recognition and correction in the parallel process. According to the section shape characteristics of the cable core, the calculation formulas of the cable core width from top view and the current deflection Angle are derived in three stages in the deflection range from 0° to 90°. Combined with image processing technology, after image graying, contrast processing, morphological operation and other image pretreatment process, contour features from top view of cable core are extracted. According to the motion characteristics of the cable core moving along the axis in the parallel process, two lines along the axis of the cable core are used to fit the contour, so as to obtain contour width data of cable core which can be substituted into the formula to solve the deflection angle, At the same time, in order to recognize cable core deflection direction, two solutions are proposed. One is to identify the deflection direction by using the reflective characteristics of the cable core surface with image processing technology. The other is to collect force data for comparison to obtain deflection direction by adding two force sensors at both ends of the on-line core bracket. Experimental comparison shows that the scheme judged by force sensor has higher reliability.
cable;parallel process of cable forming machine;deflection angle;picture processing;force sensor
TH16
A
10.3969/j.issn.1006-0316.2022.11.005
1006-0316 (2022) 11-0036-07
2022-01-04
四川省科技厅重点研发项目:智能监控技术在大型成缆机并线关键工艺中的应用开发(2020YFG0118);泸州市科技厅(川大-泸州)合作项目(2019):大型成缆机并线关键工艺智能监控技术研究(2019CDLZ-08)
段传辉(1998-),男,湖南张家界人,硕士研究生,主要研究方向为数字化设计与制造,E-mail:993218231@qq.com。*通讯作者:田大庆(1971-),男,四川南充人,工学博士,副教授,主要研究方向为数控技术、设备故障诊断、缺陷安全评价,E-mail:dqtian@163.com。
猜你喜欢
计算机仿真(2022年8期)2022-09-28
建材发展导向(2022年4期)2022-03-16
装备制造技术(2020年1期)2020-12-25
科学技术创新(2020年6期)2020-04-18
中国教育信息化(2019年22期)2019-12-20
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国交通信息化(2017年4期)2017-06-06
计算机系统应用(2017年3期)2017-03-27