
降低真空回潮机生产蒸汽消耗量的优化改进
2022-01-25 04:39姚明笙陈荣贵李伟民邓永刚李小林
机械管理开发 2021年11期
姚明笙,陈荣贵,李伟民,邓永刚,李小林
(红塔集团玉溪卷烟厂,云南 玉溪 653100)
1 问题分析
在2018烤季中,由于净管理的落地及等单位对标的要求,经玉溪卷烟厂复烤车间动力能源管理员及生产班组操作工统计发现,车间蒸汽耗能波动较大,造成烟叶生产成本高,设备负荷大。
真空回潮工序的蒸汽使用能耗,明显高于其他工序,且蒸汽消耗1号线(昆船)真空回潮大于2号线(巩义)真空回潮,如表1所示。

表1 2019年11月—2020年1月蒸汽耗能统计表
2 真空回潮机改进前设备状况
针对现有1号线真空回潮机的能耗高于2号线真空回潮机的不足之处,从设备构造、控制方式差异入手,从以下几方面开展研究工作。
2.1 1号线、2号线真空回潮机耗能情况统计
通过MES能源数据调查统计2019年11月能源统计数据,得出1号线真空回潮机耗能及2号线真空回潮机耗能的折线图,如图1所示。
由图1可以看出,1号线(1号线真空回潮机)平均耗能高于2号线(2号线真空回潮机)平均耗能。

图1 1号线真空回潮机耗能及2号线真空回潮机日耗能的折线图
2.2 1号线、2号线真空回潮机生产差异分析
两条真空回潮线在生产时间及产量及烟叶等级一致的情况下,1号线耗能高于2号线耗能,故造成蒸汽消耗差异的问题应该来自控制方式或设备问题等方面。
2.3 1号线、2号线真空回潮机设备及控制差异分析
抽空原理:当抽真空系统开始工作时,工作蒸汽从水蒸汽喷射泵的喷嘴中高速喷出,由于引射作用,与泵联通的箱体内的气体被抽出,箱体内的压力下降,当达到工艺要求的真空度值时(温度达到真空度对应的温度值或者达到要求的压力值时)停止抽真空。
增湿原理:增湿系统在抽真空停止后瞬时加入,增湿水汽通过喷嘴混合后形成雾化好的水汽混合物进入真空箱体。由于烟片内部空气已被抽光,汽水混合物的穿透力极强,可以直接渗透到烟片内部,使烟片得到充分的回潮。
对滨海白首乌及其近缘种药用植物的54个样品的ITS2 序列分析发现,所有实验样本的PCR扩增及测序成功率均为100%,序列获得率(有效序列比例)亦为100%,经1.0%琼脂糖凝胶电泳得到PCR扩增电泳图(图1),扩增效果较好,条带较亮,没有拖尾现象,ITS2序列均在500 bp左右。
当温度或压力达到工艺要求的值时(加入的水分达到工艺要求时),停止增湿,转入下一次抽真空,重复上述过程。当烟片满足工艺要求后,整个真空回潮处理过程结束。下页图2、图3分别为2号线真空回潮机及1号线真空回潮机设备结构分析。

图2 2号线真空回潮机设备结构

图3 1号线真空回潮机管路系统
结论:1号线真空回潮机与2号线真空回潮机均采用喷射真空泵,达到抽真空的目的,其影响抽真空效能的因素有两个,即蒸汽压力与喷射管径。
通过测量分析,1号线与2号线蒸汽压力一致(均来自动力同一根管道);1号线与2号线真空回潮机采用的泵,喷射管径压速比相差很小(1号线0.023,2号线0.028)。
故设备的机械构造上不可能造成如此大的蒸汽耗能差异。
从1号线真空回潮机及2号线真空回潮机控制逻辑方面进行分析,如图4、图5所示。

图4 1号真空回潮机控制逻辑

图5 2号真空回潮机压力控制逻辑
结论:从以上调查可知,在真空回潮的2、3阶段1号线真空回潮机控制方式与2号线真空回潮机控制方式存在不同。
进一步调查2019年11月(剔除试机、故障停机等导致的1号线与2号线真空回潮机运行时间不匹配的日期),1号线真空回潮机与2号线真空回潮机在各个阶段耗能情况。
1号线真空回潮机在第1阶段能耗基本一致相差仅为4.6%,2阶段能耗高于2号线约55.2%,三阶段高于2号线真空回潮机约59.3%,所以导致真空回潮机耗能多的症结为1号线真空回潮机第2、3阶段耗能高。
3 真空回潮机优化改进措施
3.1 改进点一:设计PLC压控模式(2号线模式),更改PLC控制逻辑

图6 1号真空回潮机蒸汽分配模式
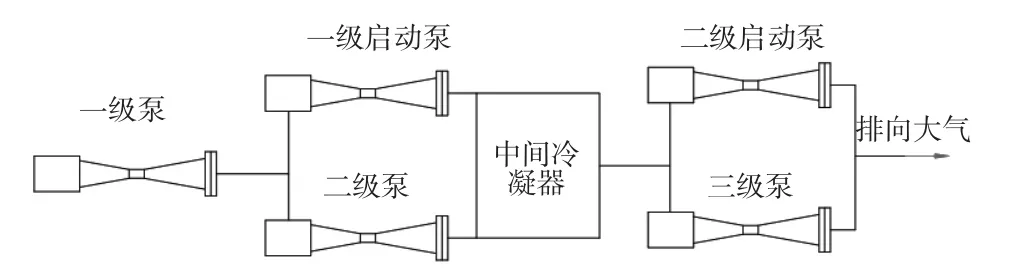
图7 1号真空回潮机抽空压强分配图
通过研究发现,1号线真空回潮机与2号线真空回潮机均采用喷射真空泵,喷射真空泵的原理如图8所示,进行抽真空,其影响抽真空效能的因素有两个,既蒸汽压力与喷射管径。
从而进一步通过测量分析发现:1号线与2号线蒸汽压力均来自动力锅炉供应且管道无堵塞,其压力一致;1号线与2号线真空回潮机采用的二级泵、一级泵喷射管径压速比相差很小,如图9所示。
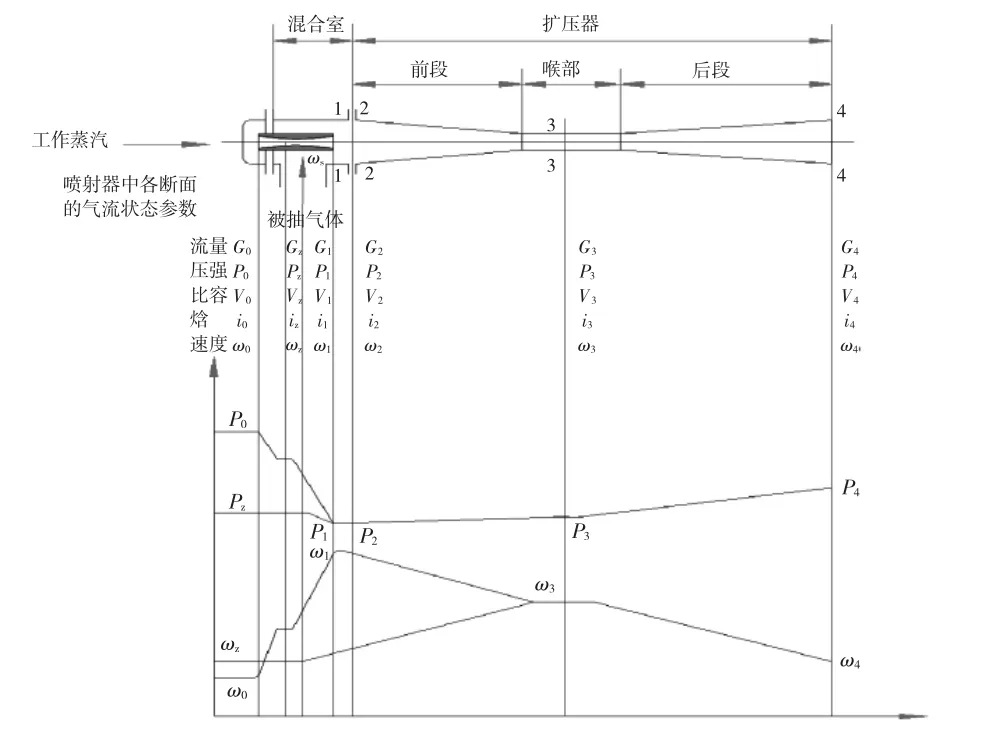
图9 喷射压速比情况
首先查阅2号线真空回潮PLC程序,了解两条真空回潮线的控制区别。发现1号线真空回潮机原来的控制过程为:
1)在抽空阶段中,当实际箱体温度≤设定的抽真空温度12℃时,抽空结束,进入下一阶段回潮。
2)在回潮阶段中,实际箱体温度≥设定的蒸湿温度25℃时,回潮结束,进入下一阶段反抽。
编写压力控制模式PLC程序:
1)在1号线回潮机程序的“FC5”块的26梯段添加了一次蒸湿完成常闭点“m15.3”。
2)根据2号线真空回潮程序编写1号线真空回潮程序。修改后的1号线真空回潮机抽空控制如下:
启动泵、三级泵抽空→真空度<-60 kPa时→启动二级泵抽空,同时停止启动泵→真空度<-70 kPa时→启动一级泵抽空。
3.2 改进点二:修改PLC程序实现2、3阶段的泵体自动关闭
1)设计关闭泵体后的控制模式流程。参照2号线真空回潮机控制流程,绘制了新的1号线真空回潮机控制流程图。
2)编写自动关闭泵体PLC控制程序。小组根据流程图,使用三级泵与启动泵完成第一阶段抽真空,抽空完毕后立即关闭三级泵与启动泵蝶阀,既使用二级泵完成第二阶段抽真空。图10为自动关闭第二阶段泵体的一号线真空回潮PLC控制程序(部分节选);使用二级泵与一级泵完成第三阶段抽真空。

图10 第二阶段泵体自动关闭控制程序
3)编写完善上位操作监控画面。首先修改真空回潮机WINCCFlex触摸屏程序,设计了压力控制模式上位界面,同时保留温度控制界面如图11所示。

图11 上位监控软件改进后
操作方法:选择压力控制模式后进入参数设置画面,在抽空停止压力处输入数值(有上下限提示),进入下一步;在蒸湿停止压力处输入数值(有上下限提示),完成参数设置。
4 真空回潮机设备改进后应用效果
根据上述对策实施后,从新烤季开始的2020年11月16日—12月11日近1个月,一号线真空回潮蒸汽能耗情况如下页图12所示。
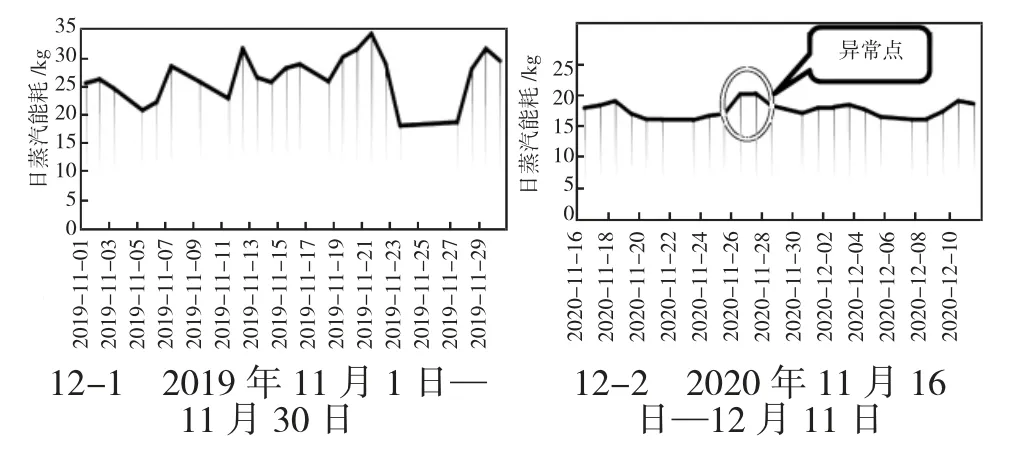
图12 2019年11月与2020年12月1号真空回潮蒸汽耗能对比
经核查MES及修理工跟班记录得知,异常点为1号线真空回潮蝶阀关闭到位信号线接触不良,使得抽空时间变长,蒸汽能耗增高,属于可控异常。
故可以看出1号线真空回潮机平均蒸汽耗量为17.56 t/日,较原值26.58 t/日下降34%。
5 结语
通过对比两线真空回潮机设备存在的差异,并对1号线真空回潮机进行优化改进,设备改进后蒸汽消耗同比原设备生产下降34%,设备改进效果显著。切实结合工厂节能降耗要求,着力工厂品牌产品力提升工程。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
当代水产(2020年2期)2020-03-17
现代城市轨道交通(2020年1期)2020-02-14
铁道通信信号(2020年11期)2020-02-07
机械工程师(2018年10期)2018-10-13
制造业自动化(2018年9期)2018-10-11
橡胶工业(2018年8期)2018-02-17
中国设备工程(2018年6期)2018-01-30
山东工业技术(2016年15期)2016-12-01
现代冶金(2015年4期)2015-02-06
