
掘进机截割臂内管强度分析与优化设计
2022-01-25 04:38张竹勤
机械管理开发 2021年11期
张竹勤
(晋能控股煤业集团寺河煤矿,山西 晋城 048205)
引言
掘进机作为煤炭采掘工作必不可少的装置,随着煤炭产能的增加,承受的开采强度越来越大[1-2]。目前悬臂式掘进机应用较为广泛,因其工作环境较为恶劣,载荷波动较大,传统掘进机各组成部件均存在过载破坏的隐患[3-4]。随着悬臂式掘进机掘进工程量的增加,对其组成部件的可靠性要求越来越高,一旦某个部件出现问题,将会影响整个掘进机的工作效率和煤炭产量,现已引起高度重视[5-6]。因此,针对掘进机组成部件可靠性要求越来越高的现状,以某型号悬臂式掘进机内管为研究对象,开展内管强度分析和优化设计工作,对于提高掘进机环境适应性和工作稳定性具有重要意义。
1 截割臂结构组成及工作原理
服役中的某型号掘进机为横轴式掘进机,其截割机构由截割臂、截割头、截割电机、截割减速器等组成,截割电机输出原动力至减速器进行降速增扭,之后传输至截割头实时旋转截割。掘进机采用的可伸缩截割臂,其结构组成如图1所示。减速器连接法兰和电机之间为螺栓连接,伸缩油缸两侧耳环分别连接减速器联接法兰和伸缩外筒,伸缩外筒与回转台固定一起,油缸伸缩驱动减速器连接法兰动作,进而带动电机运动,油缸伸出时电机推动内管前移,油缸收缩时减速器连接法兰推动内管后移,完成内管和外筒之间的相互运动。
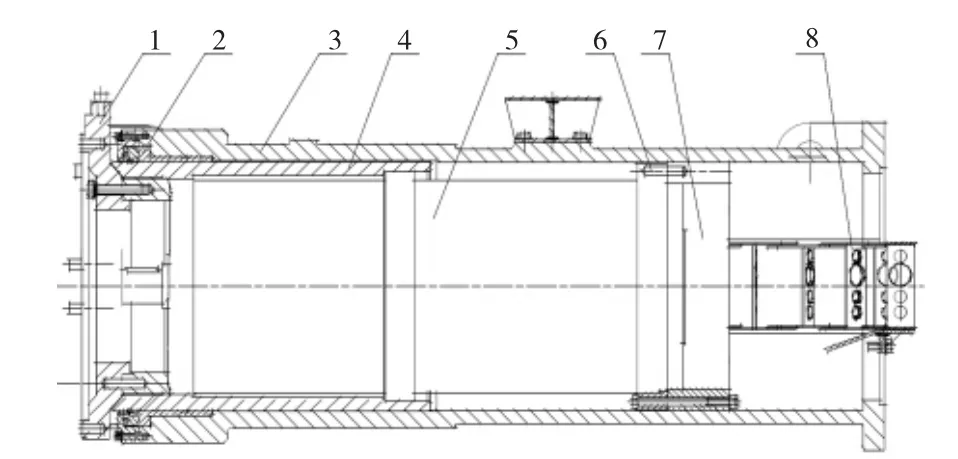
图1 某型号掘进机截割臂结构组成
2 有限元仿真分析
2.1 三维模型建立
为了更好地模拟截割臂内管工作状况,采用整个截割臂三维模型进行仿真计算,运用SolidWorks软件建立截割臂三维模型,因其结构较为复杂,建模时进行了必要的简化,省略了对分析结果影响不大的倒角、圆角、螺纹等结构。
2.2 材料属性设置与网格划分
截割臂内管分析时材料属性设置原则如下:截割臂内管设置为塑性材料,牌号为20钢,材料属性参数如下:弹性模量为206 GPa,泊松比为0.25~0.3,屈服强度为245 MPa,抗拉强度为410 MPa。除此之外的其他构件均设置为刚性。
2.3 载荷与约束施加
某型号掘进机在煤炭巷道掘进过程中截割臂同时承受自身重力、回转力矩、推进力、横向移动力、垂直移动力,经受力分析计算得出,截割臂的自身重力约为230 kN,最大回转力矩约为150 kN·m,推进力约为600 kN,横向力约为200 kN,垂直力约为160 kN。综上所示,截割臂承受的最大载荷为推进力,因此仅分析截割臂承受推进力工况下的应力即可。具体约束条件参照截割臂安装情况设置。
2.4 仿真结果
掘进机截割臂内管有限元仿真计算前处理工作包括借助SolidWorks三维软件完成掘进机截割臂内管模型的建立,采用ANSYS仿真计算软件完成内管模型材料属性设置、网格划分、载荷计算施加和约束条件设置等工作。完成前处理之后启动ANSYS软件自带求解器进行仿真计算,获取截割臂内管的等效应力分布云图,如图2所示。
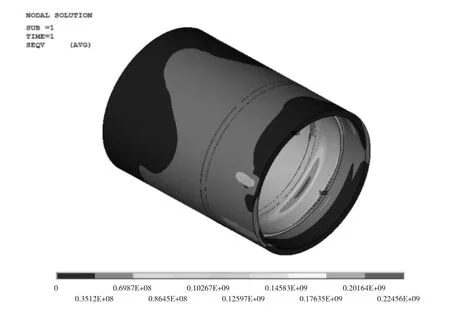
图2 截割臂内管的等效应力(Pa)分布云图
由图2截割臂内管等效应力分布云图可以看出,内管工作时所受的最大工作应力数值为224 MPa,位置出现在内管臂承载位置,除此之外的其他位置应力数值较小且分布均匀。与内管材料的屈服强度245 MPa相比较,内管最大应力数值较为接近,仅仅相差19 MPa,计算得出其工作的安全系数仅为1.094。在较为复杂的工作载荷下极易出现内管臂撕裂等破坏,导致整个掘进机停止工作,影响掘进机乃至整个综采工作面的产煤效率和产量,给企业产生较大的经济损失,有必要开展掘进机截割臂内管优化设计工作,以提高截割臂内管强度。
3 优化设计
3.1 优化方案
掘进机截割臂内管强度分析结果显示,内管承载位置存在明显的应力集中,最大应力数值接近内管材料的屈服强度,工作过程中存在安全隐患,需进行优化设计。结构件优化设计方法众多,如更换性能更好的材料、改进热处理工艺等,由于截割臂内管应用技术较为成熟,重新设计计算将会消耗大量的人力、物力和财力,因此决定仅仅针对截割臂内管应力集中的局部位置进行优化。综合考虑截割臂内管优化的难易程度、安装等因素之后确定采用增加内管壁厚的方法进行优化设计,即在原来截割臂内管壁厚的基础上增加0.5 mm,提高截割臂内管的整体强度,以改善局部应力集中情况。
3.2 优化结果
根据优化方案进行截割臂内管三维模型的修改,之后再次导入ANSYS有限元仿真分析软件进行前处理,过程参数与改进之前一致。完成改进截割臂内管前处理之后即可启动软件自带求解器进行仿真计算,提取改进截割臂内管等效应力分布云图,如图3所示。由图3可以看出,改进截割臂内管最大工作应力为189 MPa,位置依然出现在内管臂承载位置,相较于改进之前降低了35 MPa,计算得出改进内管臂承载位置安全系数约为1.3,足以满足掘进机截割臂恶劣工作环境中的可靠应用,取得了很好的优化效果。
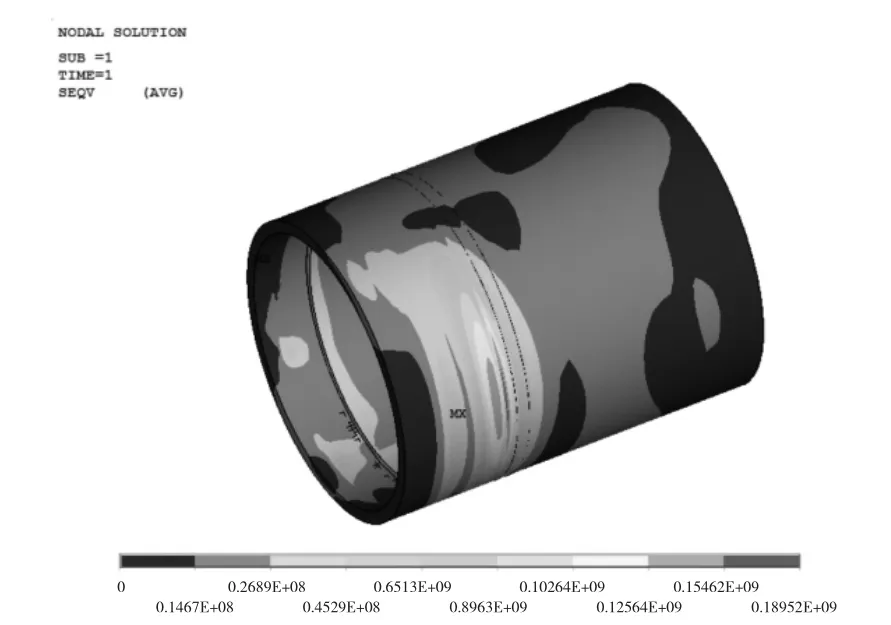
图3 改进截割臂内管的等效应力(Pa)分布云图
4 应用效果分析
为了验证掘进机截割臂内管优化设计的效果,依据内筒有限元仿真分析模型绘制工程图纸,采用改进之前相同的制造工艺进行内筒加工,之后应用于模型号掘进机截割臂,进行为期半年时间的跟踪记录。结果表明,改进之后的截割臂内筒工作稳定可靠,满足掘进机工作要求。统计结果显示,改进内筒的应用,降低了掘进机近8%故障停机时间,减少了近5%的运行维护成本,避免了截割臂内筒过早出现磨损的情况,节省了近3%的煤炭掘进成本,预计为煤炭企业新增经济效益90万元/年,取得了很好的应用效果。
猜你喜欢
钻采工艺(2022年4期)2022-10-21
化肥设计(2022年2期)2022-04-28
饮食保健(2020年7期)2020-04-30
东方法学(2017年4期)2017-07-13
中北大学学报(自然科学版)(2016年6期)2016-12-23
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28
家庭科学·新健康(2014年10期)2014-10-24
游泳(2014年3期)2014-03-27
中国商论(2012年18期)2012-08-15
