
大型运动场馆玻璃幕墙施工关键技术*
2022-01-24 10:46叶昊阳王建棠王旭东
施工技术(中英文) 2021年20期
叶昊阳,王建棠,方 冰,王旭东
(中国电建集团华东勘测设计研究院有限公司,浙江 杭州 311122)
1 工程概况
富阳亚运场馆主要包含外立面玻璃幕墙、檐口处金属材质装饰造型、复合搪瓷钢板幕墙、复合搪瓷钢板吊顶、玻璃雨篷、金属栏杆、玻璃栏杆、屋面镂空格栅等。幕墙结构中的面板主要采用钢化中空玻璃、夹胶玻璃及搪瓷钢板,支撑体系采用钢材和铝合金材料制作而成并作为龙骨。该场馆运动中心幕墙面积总计约40 000m2,幕墙高度最高约22.8m,檐口铝板幕墙高度>23m,施工中危险性强,难度大。如檐口处金属材质造型及外立面幕墙转角处双曲面幕墙受土建结构误差影响很大;幕墙材料加工数量多,安装难度大等。因此,以富阳亚运场馆项目为依托,对幕墙材料制作、施工方案等进行介绍,总结出一套完整的玻璃幕墙施工技术体系。
2 幕墙材料制作
2.1 原材料控制
2.1.1钢材控制
1)钢材性能指标 按设计要求,本工程主要钢材材质为Q235B。所有钢材应满足性能指标为:①焊接裂纹敏感性指数≤0.29%;②钢材强屈比≥1.2;③具有明显的屈服台阶,伸长率>22%;④应在质量证明书中注明用于计算碳当量及焊接裂纹敏感性指数的化学成分。
2)钢板相关要求 ①钢板尺寸、外形、质量及容许偏差应符合规范要求,厚度负偏差限定为-0.3mm。②钢板局部平面度 长度在1 000mm范围内时,允许误差为1.0mm。③所有钢材抗拉强度、伸长率和屈服点等力学性质及硫、磷、碳等元素含量符合规范的相关要求。④钢板厚度性能要求 当钢板厚度≥40mm,采用Z向钢,其材质应符合国家标准GB/T 5313—2010《厚度方向性能钢板》的要求:当板厚≥40mm且<60mm时,选用 Z15;当板厚≥60mm且<90mm时,选用Z25;当板厚≥90mm时,选用Z35。
3)交货状态 钢材交货状态根据结构形式及构件确定。交货状态应满足本工程钢结构加工制作工艺需求。
4)钢板材料质量检验 钢结构加工单位应派技术代表驻钢厂参加质检验收工作。厚度方向性能钢板应逐张进行超声波检验,检验方法按GB/T 2970—2016《厚钢板超声检测方法》的规定。厚度<40mm的钢板按相应规范要求进行检验。
2.1.2焊材选择
焊接连接材料应按强度、性能及母材相匹配使用,所使用的焊接材料均应与主体金属相匹配,并满足GB 50661—2011《钢结构焊接规范》的要求。CO2气体保护焊应优先选用药芯焊丝。
1)手工电弧焊 手工电弧焊所用焊条型号如表1所示。

表1 手工电弧焊用焊条型号
2)自动焊接及半自动焊接 自动焊接或半自动焊接的焊丝、焊剂如表2所示。
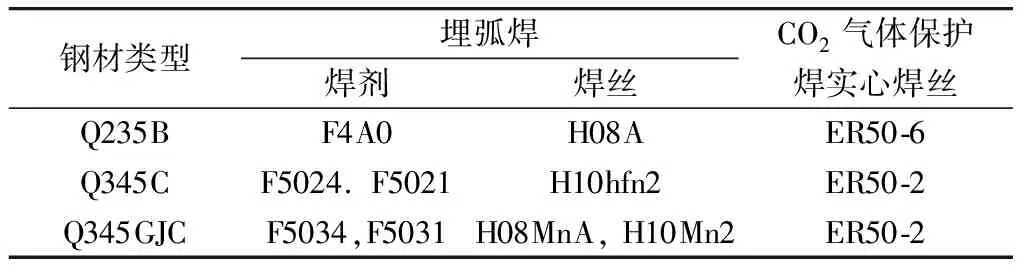
表2 自动焊接或半自动焊接的焊丝、焊剂
2.2 材料复验
1)本工程使用的钢材应符合国家的相关规范要求。
2)按钢材检验的规则规定,应该对每批钢材至少做1组力学试验进行性能检测,如果对钢材存有异议,还可另外进行力学性能测试及化学分析。
3)对钢材进行力学性能试验时,如拉伸试验、冲击试验和弯曲试验,每种试验的试样应顺着钢材轧制方向进行取样,并应遵循GB/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》的相关规定。
4)整板钢材检测主要包括2部分:理化试验和无损检测。整板无损检测和理化试验的取样位置如图1所示,试验取样各项试件分布如图2所示。
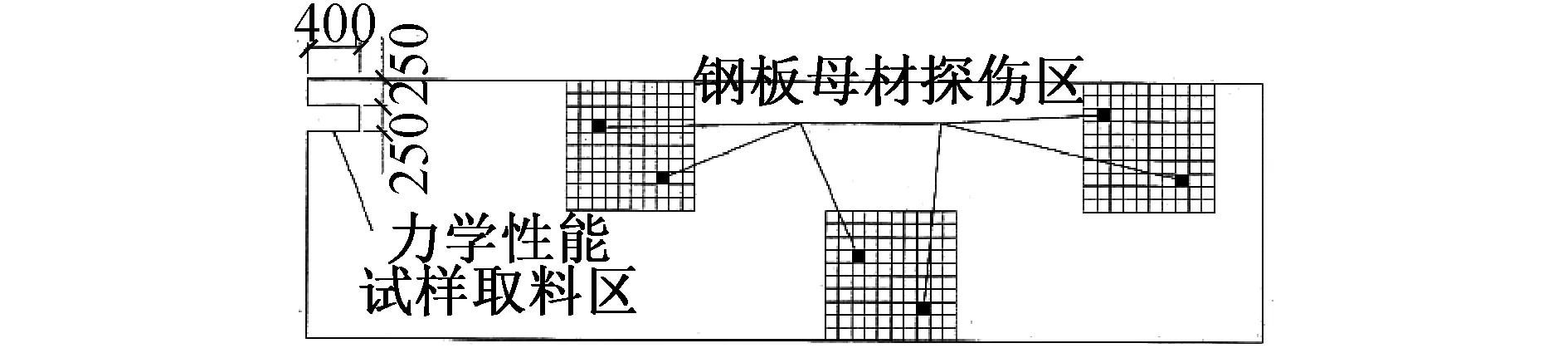
图1 整板无损检测位置和理化试验取样位置示意
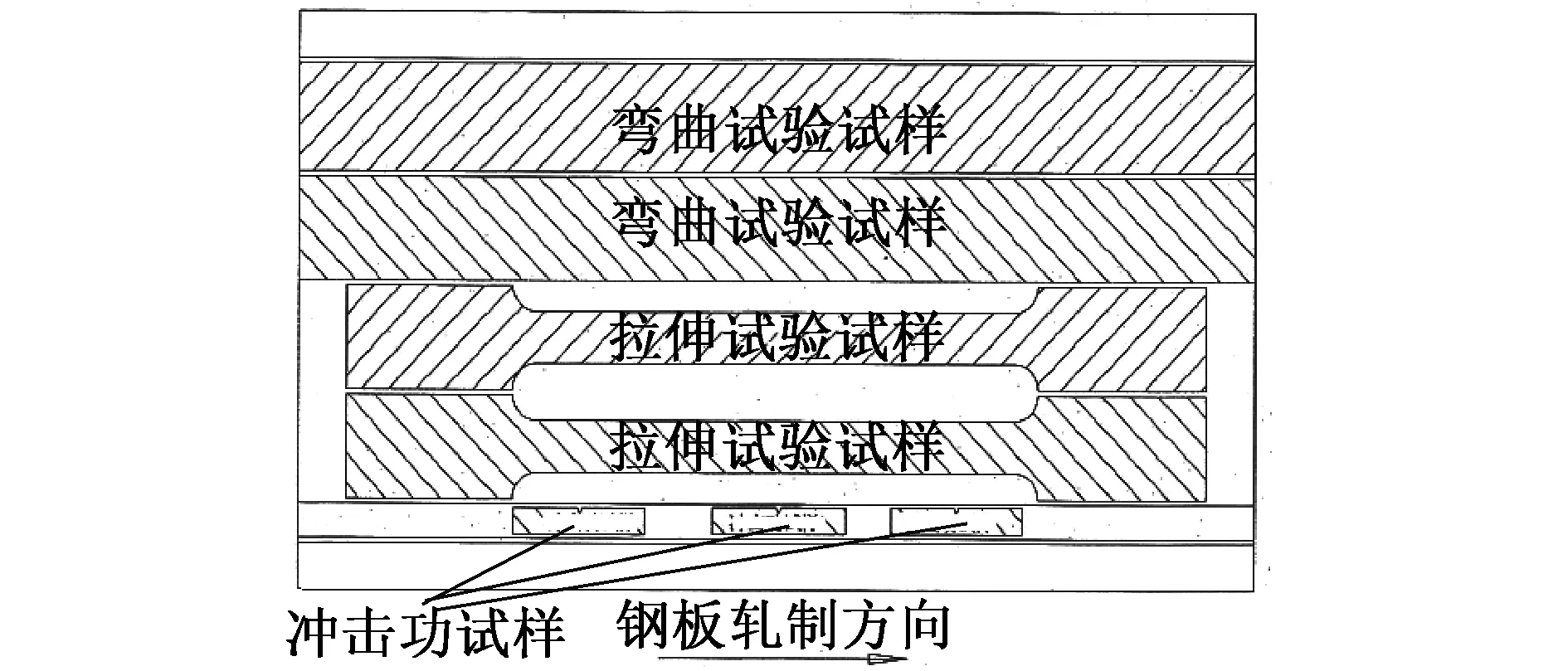
图2 试验取样各项试件分布
5)试验取样数量要求如表3所示。

表3 钢材试样取样数量要求
2.3 加工工艺
2.3.1原材料预处理
1)钢板矫平 为消除钢板残余变形并减小轧制内应力,需先利用钢板矫平机对钢板进行矫平。
2)钢板预处理 对钢板进行除锈,喷底漆并烘干,以保证钢材除锈质量满足要求。
2.3.2放样与下料
1)放样作业流程如图4所示。
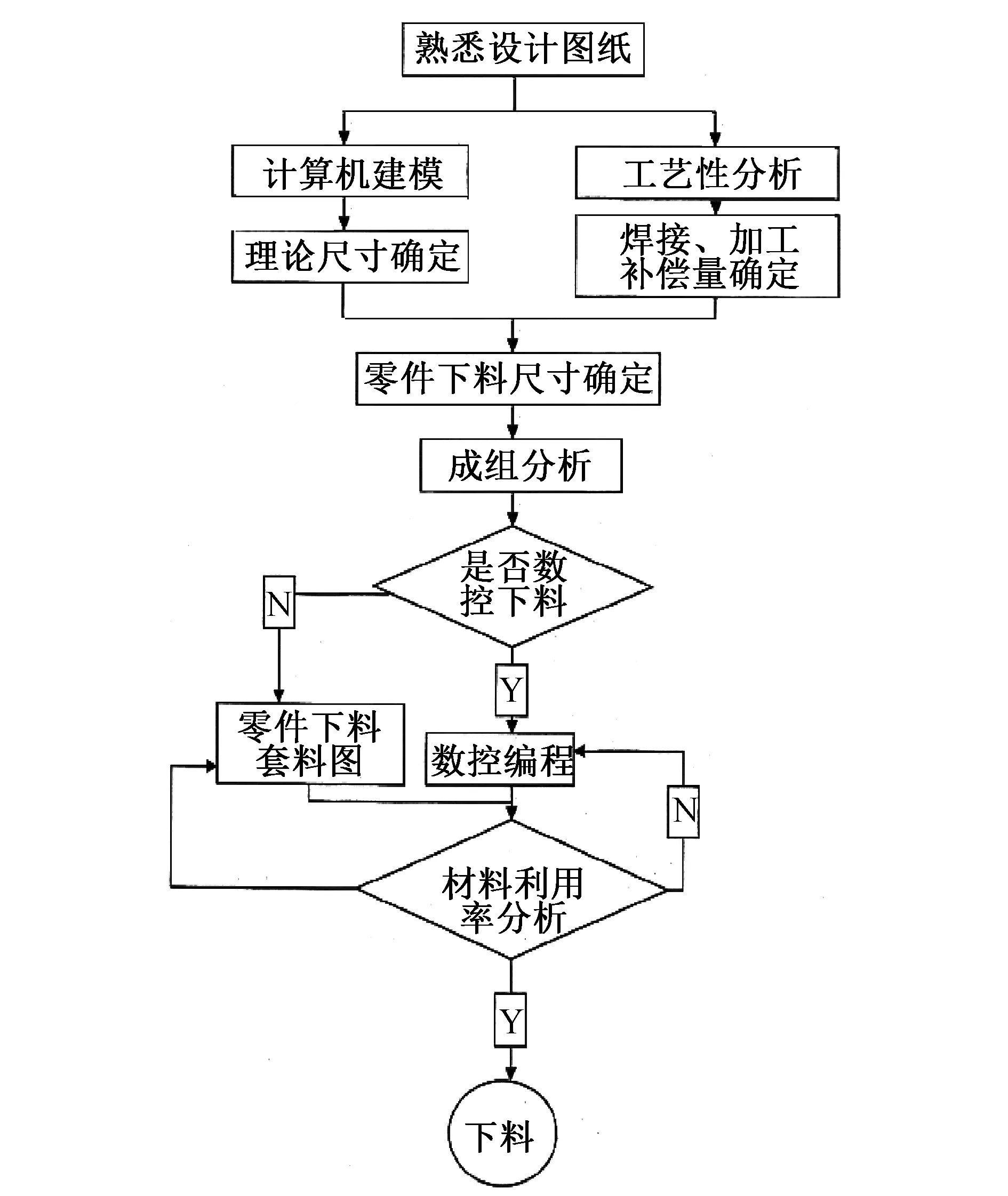
图4 放样作业流程
2)下料 下料内容如表4所示。
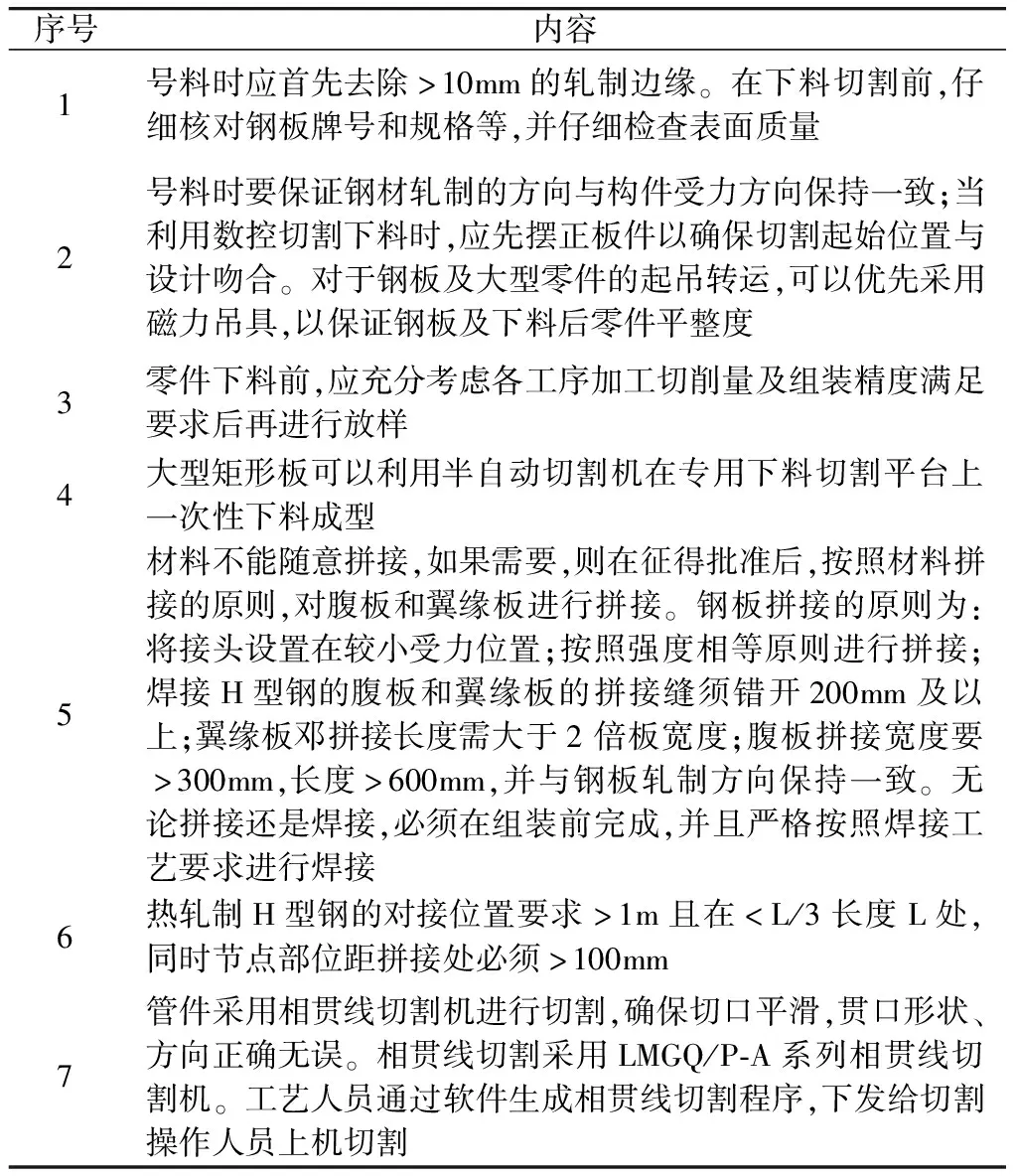
表4 下料内容
3)组装 组装准备内容如表5所示。
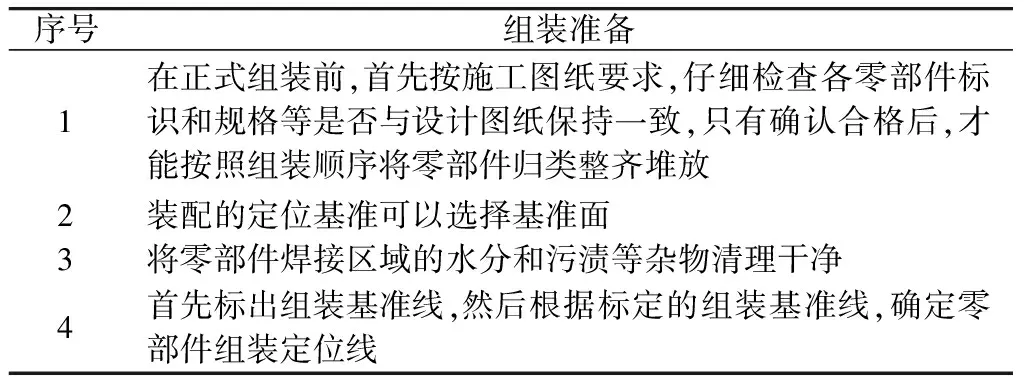
表5 组装准备内容
2.3.3焊接
1)施焊焊工 所有参加施焊的焊工,必须在取得国家有关机构认可颁发的“合格焊工资格证书”之后,才能正常上岗。
2)焊接工艺评定 需要严格按照国家现行的GB 50661—2011《钢结构焊接规范》的相关规定进行评定。
3)焊接材料 所使用的一些焊接材料在正式使用前,应首先按照产品说明书规定的烘焙温度和时间进行烘焙。焊条可以存放在100~150℃的恒温箱内进行烘焙。焊条经过烘焙后应放入保温桶内,做到随用随取。焊条在保温桶内的时间宜≤4h,重新烘焙的次数宜≤2次。
4)焊接方法 优先采用埋弧自动焊,其次采用手工电弧焊和CO2气体保护焊。根据GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊高能束焊的推荐坡口》和GB/T 985.2—2008《埋弧焊的推荐坡口》中的规定,按焊缝级别对钢构件坡口形式进行设计。定位焊所使用的焊接材料,应和要施焊的焊件材质保持匹配;焊缝厚度不宜太厚,不能超过设计焊缝厚度的2/3,且<8mm;焊缝长度不宜太小,需>25mm,定位焊位置应设置在焊道以内,并应由取得合格焊工资格证书的焊工进行施焊。
对于一些特殊部位,如对接接头、角接接头、T形接头及十字形接头等对接焊缝及对接和角接组合焊缝,应将引弧的引出板设置在焊缝两端,引出板材质和坡口形式与焊件保持相同。引弧板焊缝长度规定为:埋弧焊焊缝长度≥50mm,手工电弧焊及气体保护焊的焊缝长度≥20mm。
在角焊缝转角处,宜连续绕角施焊,起落弧点距离焊缝端部宜≥10mm;在角焊缝端部,可不设置引弧和引出板连续焊缝,但起落弧点距离焊缝端部宜≥10mm。多层焊接宜连续施焊,当每层焊道施焊完毕,应及时清理检查,清除缺陷后再施焊。对于凹形角焊缝,焊缝金属与母材应平缓过渡;对于加工成凹形的角焊缝,不能在凹形角焊缝表面留下切痕。
2.3.4抛丸除锈
除锈工艺流程如图5所示。
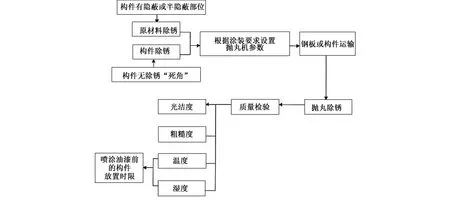
图5 除锈工艺流程
2.4 主要铝合金型材加工制作
铝合金型材加工流程为:接单→材料领用→下料→切割→冲孔、铣槽、钻孔→铣防水胶口→型材组装→玻璃安装→防水胶条安装→包装。
2.5 玻璃加工制作
夹胶钢化玻璃制作工艺流程为:原片检查→玻璃裁切→玻璃磨边→玻璃钢化→均质处理→清洁→夹胶合片→热压→检验。
中空钢化玻璃制作工艺流程为:原片检查→玻璃裁切→玻璃磨边→玻璃钢化→均质处理→制作隔条框→灌装分子筛→涂刷丁基胶→中空合片→注入结构胶→清洁→检验。
玻璃必须在钢化前进行切割、磨边加工。用于幕墙的钢化玻璃满足σ≥95,半钢化玻璃满足24<σ≤69(σ为表面应力)。
2.6 铝板加工方案
铝板加工工艺流程为:生产前准备→领取材料→下料→折弯→加强筋→打磨→表面调整→喷涂→检验→存放→装车。其中,喷涂处理在对成型后的铝板进行打磨、表面调整并合格后进行,采用氟碳喷涂,其工艺流程为:除油污→水洗→碱蚀→水洗→中和→水洗→铬化→水洗→纯水洗→烘干→喷漆→烤漆。
3 幕墙施工方案
3.1 工艺流程
幕墙施工工艺流程如图6所示。
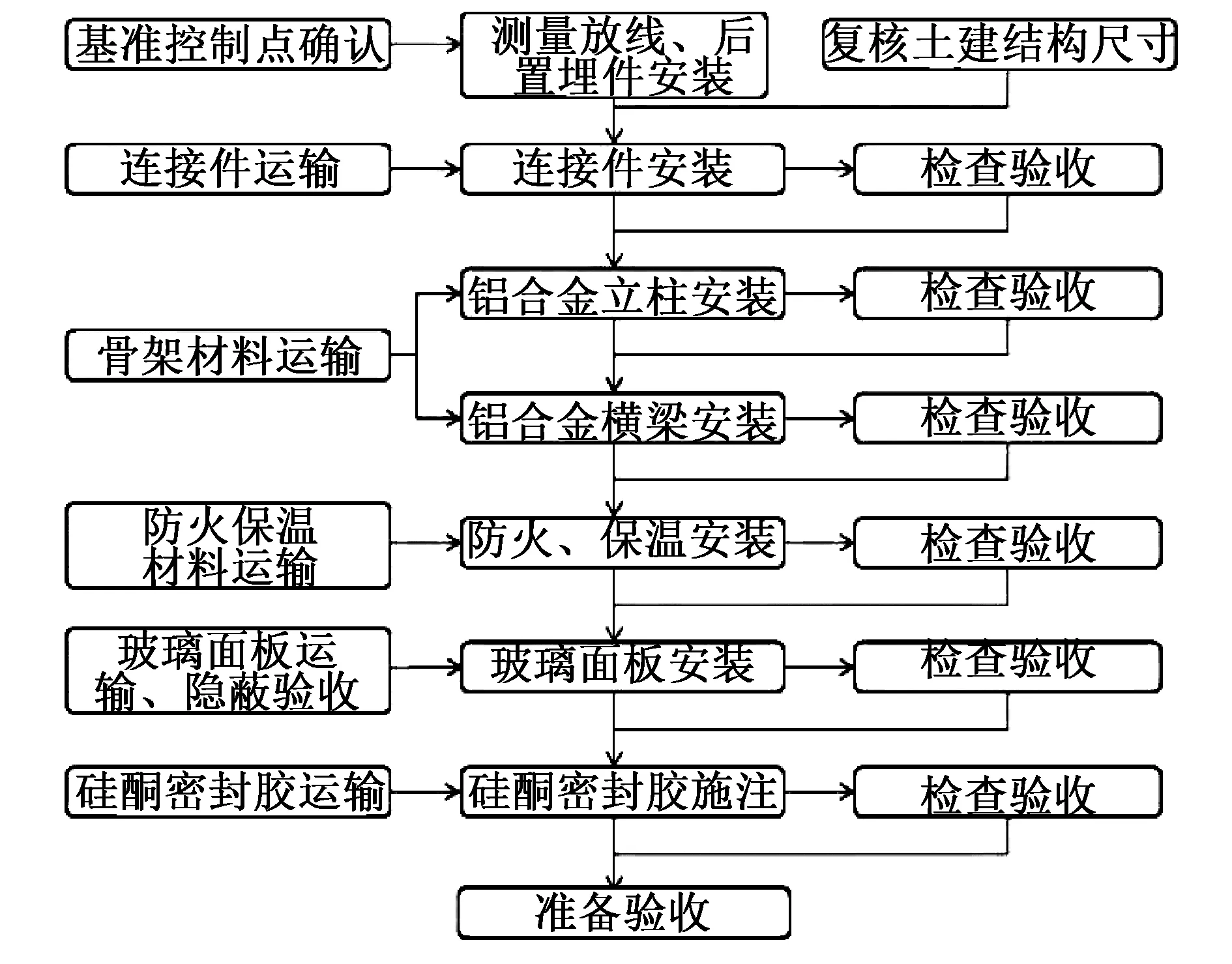
图6 幕墙系统施工流程
3.2 测量放线
测量放线顺序为:现场踏勘→控制点交接和复测→控制网设计→选点、修建测量标志→安装控制网外业测量→安装控制网内业计算→安装数据准备→现场指导安装→现场复测→资料移交。测量仪器选用精密经纬仪、水准仪和垂准仪。根据施工图,利用经纬仪做出隐框幕墙分格线和进出位控制线,作为立柱安装依据。将标高点利用水准仪移至幕墙工作面,作为幕墙高程控制。
3.3 预埋件安装
根据预埋件布置图,进行预埋件测量放线。当现场后置预埋尺寸复查完毕,即开始预埋件安装就位工作。安装步骤为:①使用钢卷尺及墨线将图纸规定尺寸进行标记;②将标记的分割中线与预埋板中线对齐;③使用箍筋或焊接对锚筋进行固定安装。
3.4 龙骨安装
根据幕墙龙骨构造形式,采用先安装立柱再安装横梁的方式。将已加工好的铝型材立柱,按相应编号进行安装,安装前应将胶条穿好;在立柱与横梁连接处填充2mm厚密封胶,通过可靠连接对立柱进出位和横梁高度进行精确定位;立柱垂直度采用水平尺或线锤进行控制。钢龙骨骨架同样采取先安装立柱后安装横梁的方式,钢骨架材料应先在加工厂进行喷涂底漆方可入场安装,安装时横梁与立柱一端焊接、一端利用螺栓连接,有效控制变形,清理所有焊缝处焊渣,打磨后涂刷富锌防锈漆。
3.5 玻璃安装
玻璃安装顺序由下至上,安装前应检查玻璃配置防止错装且应在横梁上安装玻璃托码,每片玻璃安装2个,位置在玻璃宽度1/4处。高处玻璃安装时,利用绑带将玻璃绑扎牢固,使用卷扬机将玻璃吊至安装位置,在玻璃托码上垫设橡胶垫块后将玻璃落在托码上,就位后调整好玻璃之间缝隙,应用压块和ST5.5×25不锈钢自攻螺钉将玻璃压牢,后打胶美化处理。
4 结语
本文以富阳亚运场馆项目为背景,通过幕墙材料制作、幕墙系统整体施工方案等进行介绍,总结出一套完整的幕墙系统施工技术方案。实践表明,该施工技术体系安全可行。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
商品与质量(2021年43期)2022-01-18
昆钢科技(2021年4期)2021-11-06
中老年保健(2021年8期)2021-08-24
昆钢科技(2021年1期)2021-04-13
大众投资指南(2021年35期)2021-02-16
山东交通科技(2020年1期)2020-07-24
中学生数理化·高一版(2020年2期)2020-04-21
中国设备工程(2019年18期)2019-10-11
记者观察(2019年1期)2019-04-04
