
打磨方式对SMA490BW耐候钢十字接头疲劳性能的影响
2022-01-20 08:50王磊曾泓润刘小鹏回丽丛家慧
焊接 2021年12期
王磊,曾泓润,刘小鹏,回丽,丛家慧
(1.沈阳航空航天大学,航空制造工艺数字化国防重点学科实验室,沈阳 110136;2.沈阳航空航天大学,机电工程学院,沈阳 110136)
0 前言
SMA490BW耐候钢其由于碳含量低,抵抗破坏能力强,具有优质的抗变形能力和抗腐蚀性能[1-7],是中国新一代CRH2型列车转向架主要材料。转向架是高速列车正常运行的关键部件,因其结构复杂不能一次性加工成形,只能通过焊接的形式对钢板进行组合。但由于焊接缺陷与接头应力集中的存在,使得焊接接头成为列车转向架的薄弱点。因此,转向架焊接接头的质量直接影响到铁路车辆的运行安全[8]。
随着中国高速铁路的快速发展,实现转向架轻量化的同时还要保证其足够的疲劳强度,转向架焊接接头疲劳性能的研究尤为重要[9]。目前,于影霞等人[10]研究了SMA490BW耐候钢焊接接头超高周疲劳性能的影响因素,发现改善应力集中、细化表面层晶粒、引入残余应力对延长焊接接头寿命的贡献比分别为59%,28%和13%。许良等人[11-12]对SMA490BW耐候钢疲劳性能进行了研究,发现与光滑试样(Kt=1)相比,缺口试样(Kt=3)疲劳极限减小了61%,T-L取样方向试样的疲劳极限较L-T取样方向高5.4%。何柏林等人[13]对机械打磨提高SMA490BW耐候钢焊接接头超高周疲劳性能进行了研究,发现对比原始焊态试样,经机械打磨的试样疲劳寿命提升约5倍。但是目前关于不同打磨方式对十字接头疲劳性能的影响研究还较少,而工程上对焊接接头打磨方式的选择还比较随意,没有统一标准。文中研究不同打磨方式对SMA490BW耐候钢十字接头疲劳性能的影响,可为工程上采用合理的焊接接头打磨方式提供依据。
1 试验材料与方法
1.1 试验材料
试验材料采用SMA490BW耐候钢,是进口的低合金高强度热轧耐候钢,其化学成分和力学性能分别见表1和表2。

表1 SMA490BW耐候钢的化学成分(质量分数,%)
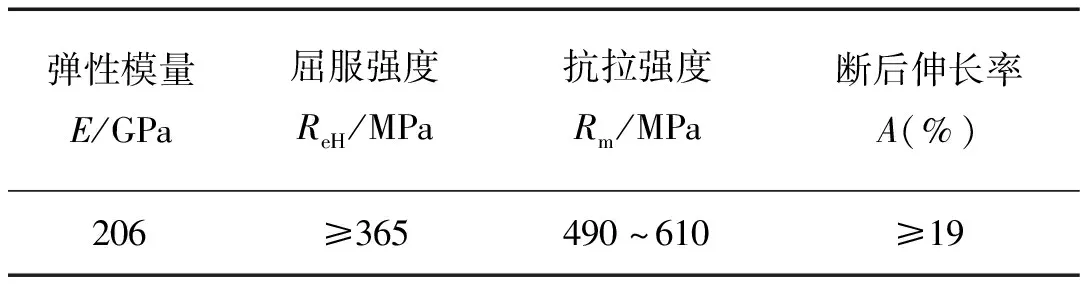
表2 SMA490BW耐候钢的力学性能
1.2 焊接工艺及焊接接头试样尺寸
焊接所用原始钢板尺寸为300 mm×150 mm×12 mm。采取MAG熔化焊进行十字接头的焊接,保护气体为80%Ar+20%CO2,选用CHW55-CNH焊丝,焊丝直径1.6 mm。
图1为十字接头试样具体结构。对焊趾处进行简单打磨和过渡圆弧打磨得到不同的打磨试样,焊趾处示意图如图2所示。

图1 SMA490BW耐候钢十字接头试样结构

图2 SMA490BW焊趾处示意图
1.3 试验过程与方法
采用QBG-100高频疲劳试验机,参照GB 3075—82《金属轴向疲劳试验方法》进行疲劳试验,试验条件为室温空气,应力比R=-1,正弦波加载。
采用Merlin Compact型扫描电子显微镜对SMA490BW耐候钢十字焊接头进行断口观察。
根据试验件外形轮廓建立模型,在不考虑焊接缺陷与残余应力的影响下,采用ABAQUS有限元软件对SMA490BW耐候钢十字焊接头进行应力分析,计算焊趾处应力集中系数。对于焊趾处进行网格细化,远离焊趾处可适当增大网格以减小模型规模,划分的有限元网格如图3所示。设置模型的边界条件为试样左端完全固定,右端施加50 MPa的均匀拉伸载荷[14]。

图3 十字接头有限元网格
2 试验结果与讨论
2.1 打磨方式对焊接接头疲劳性能的影响
图4为根据疲劳试验结果,试验数据在50%存活率下90%置信度,采用最小二乘法进行拟合得到的SMA490BW耐候钢不同打磨方式下的S-N曲线,表3为不同打磨方式对应的S-N曲线关系方程。从图4可以看出,简单打磨试样与过渡圆弧打磨试样的S-N曲线均位于未打磨试样的上方,不同应力水平条件下过渡圆弧打磨试样的疲劳寿命最高,简单打磨试样次之,未打磨试样最差。未打磨试样疲劳极限约为70.6 MPa,简单打磨试样约为98.6 MPa,过渡圆弧打磨试样提高到约104.4 MPa。简单打磨和过渡圆弧打磨相对比未打磨试样的疲劳极限分别提高39.7%和47.9%。以上说明打磨质量越好,试样的疲劳寿命越好,疲劳极限越高。

表3 S-N曲线方程
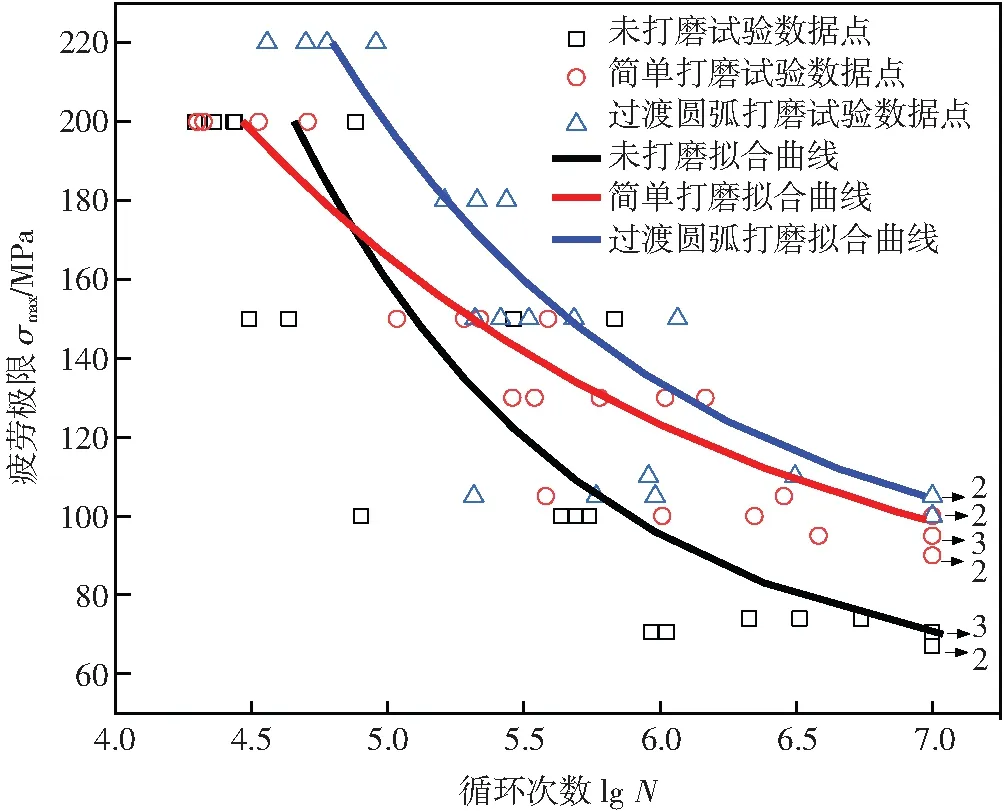
图4 不同打磨方式S-N曲线对比
2.2 疲劳断口形貌
图5为不同试样裂纹源形貌,未打磨试样断口上存在多个裂纹源,简单打磨与过渡圆弧打磨裂纹萌生于焊趾表面,裂纹萌生部位减少。由此可见,不同方式打磨改善了焊趾表面质量,降低了由表面缺陷导致的焊趾裂纹萌生概率。图6为不同试样扩展区疲劳断口形貌,不同打磨方式扩展区均可清晰观察到疲劳条带,简单打磨与过渡圆弧打磨试样扩展区较为平整,未打磨试样扩展区由于多个裂纹源萌生出的裂纹不在同一平面,裂纹交汇处可以看到台阶状与脊状形态,形貌相对较为粗糙。图7为不同试样瞬断区疲劳断口形貌,均表现为尺寸大小各不相同的等轴韧窝,大韧窝周围密集分布着小韧窝,表现为典型的韧性断裂特征。
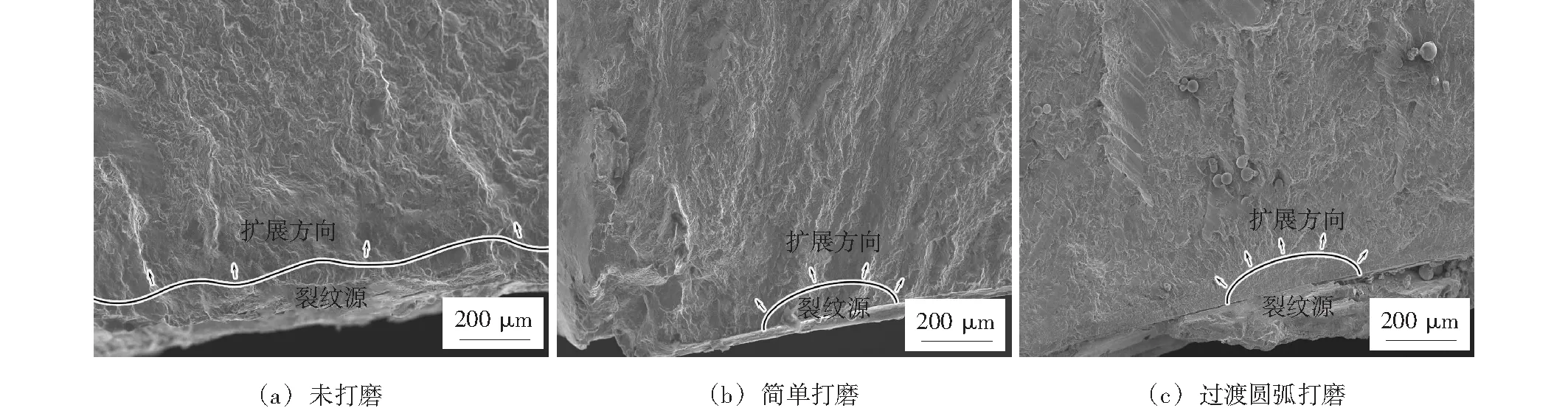
图5 不同打磨方式裂纹源
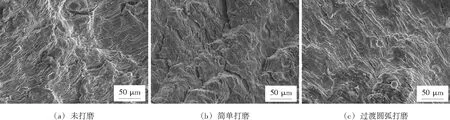
图6 不同打磨方式扩展区
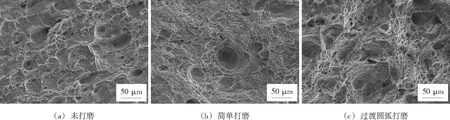
图7 不同打磨方式瞬断区
2.3 打磨方式对焊趾处应力集中的影响
观察不同打磨方式试样的焊趾区几何形状,如图8所示。图8a中未打磨试样的焊趾过渡较为尖锐,过渡圆弧半径较小;图8b中简单打磨试样焊趾处过渡半径略有增大;图8c中过渡圆弧打磨试样实现了焊缝与母材之间平滑过渡,且焊趾过渡半径明显增大。

图8 SMA490BW耐候钢不同打磨状态试验件
图9为未打磨、简单打磨和过渡圆弧打磨试样的主应力云图。应力集中系数为焊趾处最大应力与所在截面平均应力之比[15]。通过计算得到未打磨、简单打磨和过渡圆弧打磨的应力集中系数分别为1.558,1.402和1.297。对比未打磨接头,简单打磨和过渡圆弧打磨接头的应力集中系数分别降低了10.0%和16.8%。
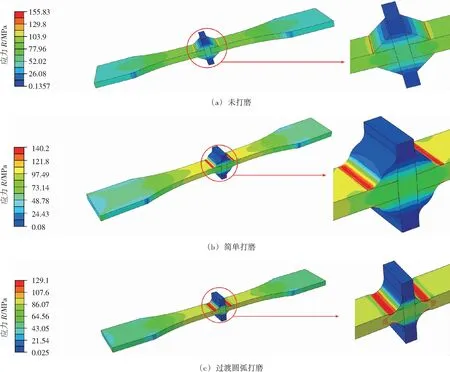
图9 焊接接头主应力云图
通过仿真结果可以看出打磨质量越高应力集中系数越小,这是因为打磨处理可以消除表面缺陷(如鱼鳞纹、凹坑、小咬边等),并使焊趾处平滑过渡,从而降低应力集中和裂纹萌生概率,明显提高焊接接头的疲劳性能。从试验件断裂位置可以发现,断裂均位于焊趾区域,打磨虽可以一定程度降低焊趾处的应力集中,但并不能完全消除,焊趾区域仍然存在较大的应力集中,属于疲劳破坏的薄弱部分。
3 结论
(1)未打磨试样疲劳极限约为70.6 MPa,简单打磨试样约为98.6 MPa,过渡圆弧打磨试样约为104.4 MPa。简单打磨和过渡圆弧打磨对比未打磨的疲劳极限分别提高39.7%和47.9%。
(2)未打磨试样断口上存在多个裂纹源,简单打磨与过渡圆弧打磨裂纹萌生位置减少,打磨改善了焊接接头表面质量从而提高疲劳寿命,不同打磨方式试样均为韧性断裂。
(3)未打磨、简单打磨和过渡圆弧打磨试样的应力集中系数分别为1.558,1.402和1.297。简单打磨和过渡圆弧打磨试样的应力集中系数分别降低了10.0%和16.8%,对焊接接头的疲劳寿命提高起关键作用。
猜你喜欢
粘接(2022年9期)2022-09-28
文史春秋(2022年4期)2022-06-16
建材发展导向(2022年4期)2022-03-16
数学大王·趣味逻辑(2021年3期)2021-03-10
科学技术创新(2020年6期)2020-04-18
学苑创造·B版(2019年4期)2019-05-09
汽车观察(2018年12期)2018-12-26
知识文库(2018年7期)2018-05-14
数学大世界(2018年1期)2018-04-12
装备环境工程(2018年3期)2018-03-23
