50MW背压机组汽轮机转子形变原因研究
2022-01-17 06:51:38福建晋江热电有限公司王福发
电力设备管理 2021年14期
福建晋江热电有限公司 王福发
1 故障简述
某电厂二期四号机组首次在2021年5月24号11:39分进行冲转,第一次进行冲转的参数如下所示:偏心50μm、汽缸膨胀1为3.8mm、膨胀2为2.7mm。11:43分冲转到540r/min,暖机40分钟;12:33分冲转到1460r/min,暖机50分钟,13:26分冲转到2600r/min;13:41分汽轮机膨胀差为6.6mm、膨胀1为5.4mm、膨胀2为4.5mm,汽轮机振动1X:23μm、1Y:17.3μm,2X:26.74μm、2Y:26.8μm[1]。22:20分汽轮机进行第二次冲转,偏心48μm,膨胀1为7.2mm、膨胀2为6.4mm,膨差为3.1mm;22:43分冲转到2600r/min,暖机55分钟,23:50冲转到3100r/min[2]。
5月25号03:17分汽轮机3100r/min,暖机100分钟后进行并网,这时膨胀1为11.89mm、膨胀2为11.21mm,膨差为4.99mm。汽轮机振动1X:15.6μm、1Y:17.3μm,2X:26.64μm、2Y:26.8μm。04;00分汽轮机2X 振动开始从19μm升到42μm,04:06分汽轮机负荷从33MW 减到28.4MW,2X 恢复到20μm,04:14分汽轮机负荷升到32.5MW 时,2X、2Y 快速上升,04:23分汽轮机2X、2Y 达到了跳机值、机组跳闸,汽轮机惰走时间为8分钟,正常的时间为30分钟。这个时候膨胀1为14.9mm、膨胀2为14.3mm,膨差为5.7mm,汽轮机振动1X:30μm、1Y:30μm,2X:133μm、2Y:129μm[3]。
2Y:129μm 导致汽机惰走八分钟的时间,与正常的机组进行对比,明显的时间比较短,所以根据这种情况,可以判断汽轮机出现了碰摩的情况,从而增大了转子的惰走阻力[4]。机组结束惰走之后,转子偏心值在盘车过程中上下波动起伏,如图1所示,偏心数据与冲转前进行对比明显地严重超过,据此可以对转子判断其有热弯曲发生。
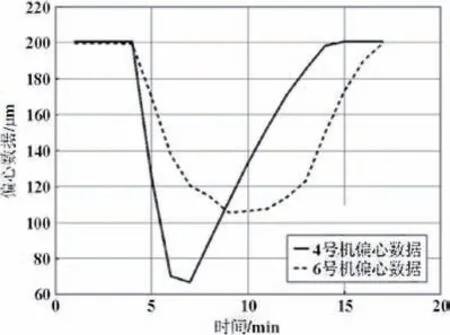
图1 四号机组和6号机组偏心数据变化
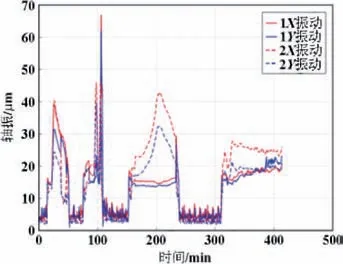
图2 1号与2号瓦轴振趋势
四号机组调停后启动,在2021年5月25号03:17分并网。并网之后轴向位移,差胀,缸温等参数正常。2月25号04:20分2号瓦轴振幅超过136μm,机组ETS 保护动作,机组跳闸。03:32机组2X 轴振一倍频幅值21μm,通频幅值25μm,运行比较平稳,其它的倍频所占的分量比较小。03:37分机组2X 轴振一倍频幅值22μm,二倍1.6μm,通频幅值27μm,出现了波动[5]。2X 轴振在三次小幅度波动之后,二倍增大到5μm。
04:01分2X 轴振一倍频幅值为36μm,二倍为12μm,通频幅值为42μm。机组在负荷减低后,振动有所回落,这个时候一倍频幅值为10μm,二倍为13μm,通频幅值为24μm。04:07分后2号瓦振快速上升,并且是以一倍频为主要的振动。在机组冲转中,振动快速上升,对汽轮机1号与2号瓦振情况进行现场监测(表1)。

表1 跳机前1号与2号瓦轴振表
2 分析并确认故障原因
分析跳机数据:由图3可看出,2号瓦轴振超过了跳机值从而导致跳机,而在振动幅值回落时机组出现了碰摩的情况,所以导致惰走时间为八分钟。而机组主要是以一倍频为主要振动,是强迫振动,而对于转子发生强迫振动的原因有以下几点:在2号瓦轴升到跳机值中,一倍频幅值增大造成2X 与2Y轴振幅值增加,可判断为动静碰摩,并网后汽封和转子间隙变小,导致动静碰摩;在运行中,2X 产生二倍频分量,其原因为转动部件出现轴向碰摩;因为汽机测点比较少,内部流场比较复杂,对于真实金属温度不能正确反映。
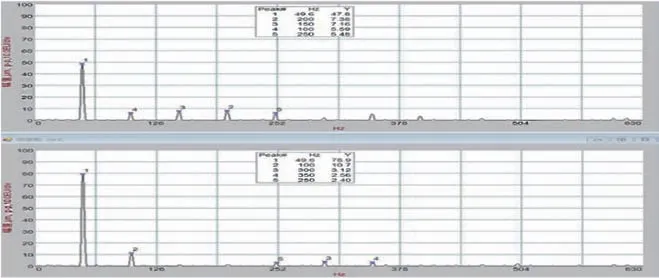
图3 1号与2号瓦轴振频谱
开缸检查确认:在启机过程中,缸体和转子的温度随着蒸汽温度与流量不断的上升而达到额定温度。转子或缸体金属在升温的过程中,其温度分布不均匀,缸体内表面温度比较高,而金属内部温度比较低。转子表面温度最高,中心孔温度最低。而因为结构产生的温度梯度使得金属各部分产生热应力。5月31号手动测量了4号汽轮机轴头跳动值,其最大为0.25mm,对转子判断其已经有塑性变形产生,对于4号汽轮机经过商讨决定开缸处理。在6月5号汽轮机转子顺利起吊,对前轴封等进行现场检查,发现汽封齿严重磨损,前内轴封处过热情况明显。开缸检查特别是调节级叶顶位置,前汽封磨损严重,部分汽封齿有脱落、破损以及倒伏的情况。
3 整改措施
对检查结果进行分析总结,以免再度发生这类事故,现根据机组实际情况提出整改措施:
对汽轮机通过采用调门门杆漏气提前进行暖机,对于上下缸温差要严格的控制在50℃以内,必须要投入疏水控制子回路;启动中增加汽缸偏摆监视,对于原始数据在暖管前进行记录,并网后对汽缸偏摆数值进行记录,发现该数值突然增大,所以需对升负荷或是升转速进行暂停并寻找原因。汽缸偏摆值在0.4mm 以上时及时查找原因并进行排除,当在0.6mm 及以上、且振动失稳时要进行停机处理。
对于机组启动暖缸过程已不适应厂家提供的启动曲线,对于暖机时间与转速在之前启动中不断的进行优化,启动曲线最终形成较为适合的一条;对比冲转前原始值与偏心值,允许启机需要偏差在20μm 及以下;汽轮机任何一个轴承的轴振值在暖缸,冲转中超过50μm 就需要打闸,检查并消除故障后再进行启动;对于疏水管路的温度要进行就地检查,以免不通畅;在冲转过程中要充分暖机,要结合厂家制定的最新启动曲线、缸胀值、差胀以及缸温来判断。
本文对50MW 背压供热机组启机过程有比较大的振动出现触发保护动作的问题进行分析,现结论如下:没有充分的进行暖机从而引起轴振上升、转子形变,并有严重的碰摩发生,从而导致停机,大幅缩短惰走时间。对于上述分析通过缸体解体检查对其进行了验证,并对相应的整改方案进行提出;因汽机测点少,不能正确进行反应,缺少监控手段;暖缸手段不能有效的设置,可能会对汽封齿造成脱落、碰摩,在并网之后出现二次伤害;机组启动中汽缸有向炉内侧偏摆的趋势,所以需要加固主蒸汽管道系统。
猜你喜欢
中国核电(2017年2期)2017-08-11 08:01:25
科技创新导报(2017年6期)2017-06-19 18:39:52
电子测试(2017年23期)2017-04-04 05:06:50
科技视界(2016年15期)2016-06-30 00:30:03
电站辅机(2016年4期)2016-05-17 03:52:35
工业设计(2016年4期)2016-05-04 04:00:23
科技视界(2016年10期)2016-04-26 11:23:58
设备管理与维修(2015年12期)2015-04-08 08:29:34
中国建筑科学(2014年11期)2014-12-12 19:53:20
科技视界(2014年7期)2014-08-15 00:54:11