
一种无刷电机绕组线径的计算方法
2022-01-08 11:27:50郭建兵孙亮亮黄细冬
电动工具 2021年6期
郭建兵,孙亮亮,黄细冬
( 浙江三锋实业股份有限公司,浙江 永康 321300 )
0 引言
永磁直流无刷电机因其体积小、重量轻、效率高等优点被广泛应用于各行业。随着科技水平逐年提高,中小型无刷电机采用全自动多轴定子绕线机,分数槽集中绕组基本替代了半自动飞叉式单线圈或多线圈绕线机预成型线圈、人工或机器嵌线的生产工艺[1-2]。本文从分数槽集中绕组特有结构出发,基于针式绕线机工艺,提出了一种绕组线径分层计算方法,利用Excel计算验证。
1 概述
分数槽集中绕组相对于大节距绕组具有线圈端部矮、铜损小的特点,尤其在机械特性、效率、生产工艺性、相间绝缘性等方面具有优势。除特种电机外,大部分无刷电机均可采用分数槽集中绕组,其线径通过槽满率估算[3]。
2 结构
典型的分数槽集中绕组定子单元齿结构如图1所示,其包含定子铁心、槽绝缘及漆包线。

图1 定子单元齿结构
2.1 分层排线原理
1)第一层排线,如图2所示

图2 第一层排线
图2中,A为漆包线起始圆心,B为终止圆心,第一层从A向B排线。起始漆包线圆心位于C1上,匝与匝相切排线,直至B位于C2上方或置于C2上,否则压迫槽绝缘影响定子装配。
2)第二层排线,如图3所示
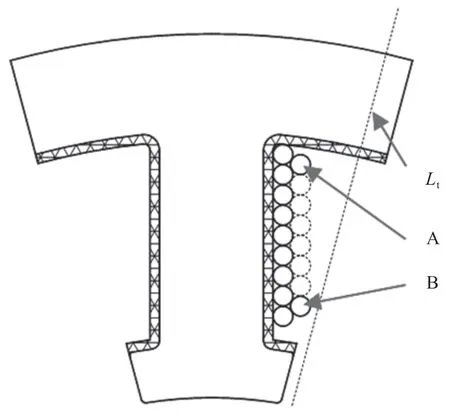
图3 第二层排线
为了得到稳固的绕组,层与层之间采用“叠压”结构。为减少漆包线交叉的可能,排线由B排向A,且B相对第一层的终止点向上缩减至少半个漆包线直径。同时B外圆应在Lt(线嘴避空曲线)上方或与Lt相切,排线间距为漆包线直径,A应位于C1曲线上或C1下方。
3)第三层排线,如图4所示
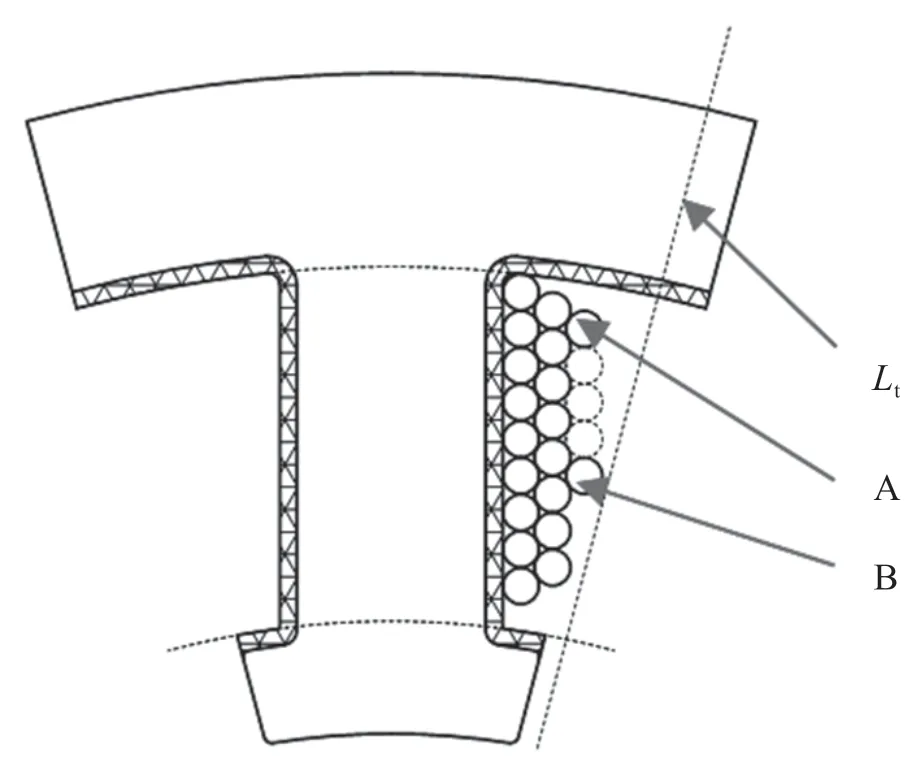
图4 第三层排线
第三层由A排向B。如A点相对第二层终止点向上偏移半个漆包线直径,若仍位于C1曲线上或在C1下方则向上偏移半个漆包线直径;否则向下偏移半个漆包线直径。
4)第N层排线
采用与第二、三层相同的限制条件继续多层绕线,直至排线起点漆包线与Lt相交或C1相交,奇数层排线由A排向B,偶数层由B排向A。
2.2 特征尺寸参数化
按照分层排线的基本原理,以图1中的定子槽型为例将相关尺寸参数化。Lt为槽口中心线的偏移曲线,避免线嘴伤线的限制曲线;Lw为与定子齿中心线平行的排线中心线;C1为与槽绝缘同心的上极限漆包线圆心曲线;C2为与槽绝缘同心的下极限漆包线圆心曲线。轭部内径Do、齿部内径Di、齿宽Tw、漆包线直径Dw、槽绝缘厚度Tins、漆包线与槽中心间隙Wt、匝数T。排线起点为A,终点为B,定子槽数为N,如图5所示。

图5 参数示意
1)第一层排线匝数T1

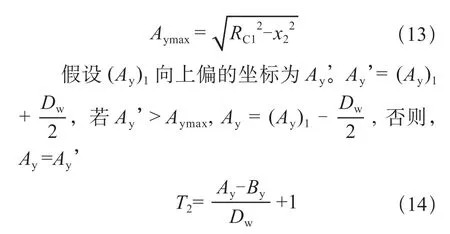
2)第二层排线匝数T2
计算排线起点B的Y轴坐标,根据分层排线原理,第二层排线的起点从第一层排线的终点至少向上缩减半个漆包线直径,先假设向上缩减半个漆包线直径取Y坐标By’,与Lw进行相切判断求取实际的By。(Ay)1为第1层排线起点。


图6 层间间距

3)第三层排线匝数
采用与第二层终点相同的计算方法确定A点坐标;按起点计算方法求出B点坐标。
4)极限层数N
通过C1与Ltp的交点求出极限圆的X轴坐标,即可求出极限层数NL。如图7所示。

图7 极限层数
Ltp斜率 =KLt= tan(90-α),Ltp的直线方程

3 方程与建模
按照计算公式在Excel建立方程,输入Dw=1.17,Excel方程中1~5层排线数分别为:10,9,8,5,1,如图8所示。CAD中使用同样的参数建模,每层的排线数量与Excel中计算的相同,如图9所示,证明计算方法的准确性。
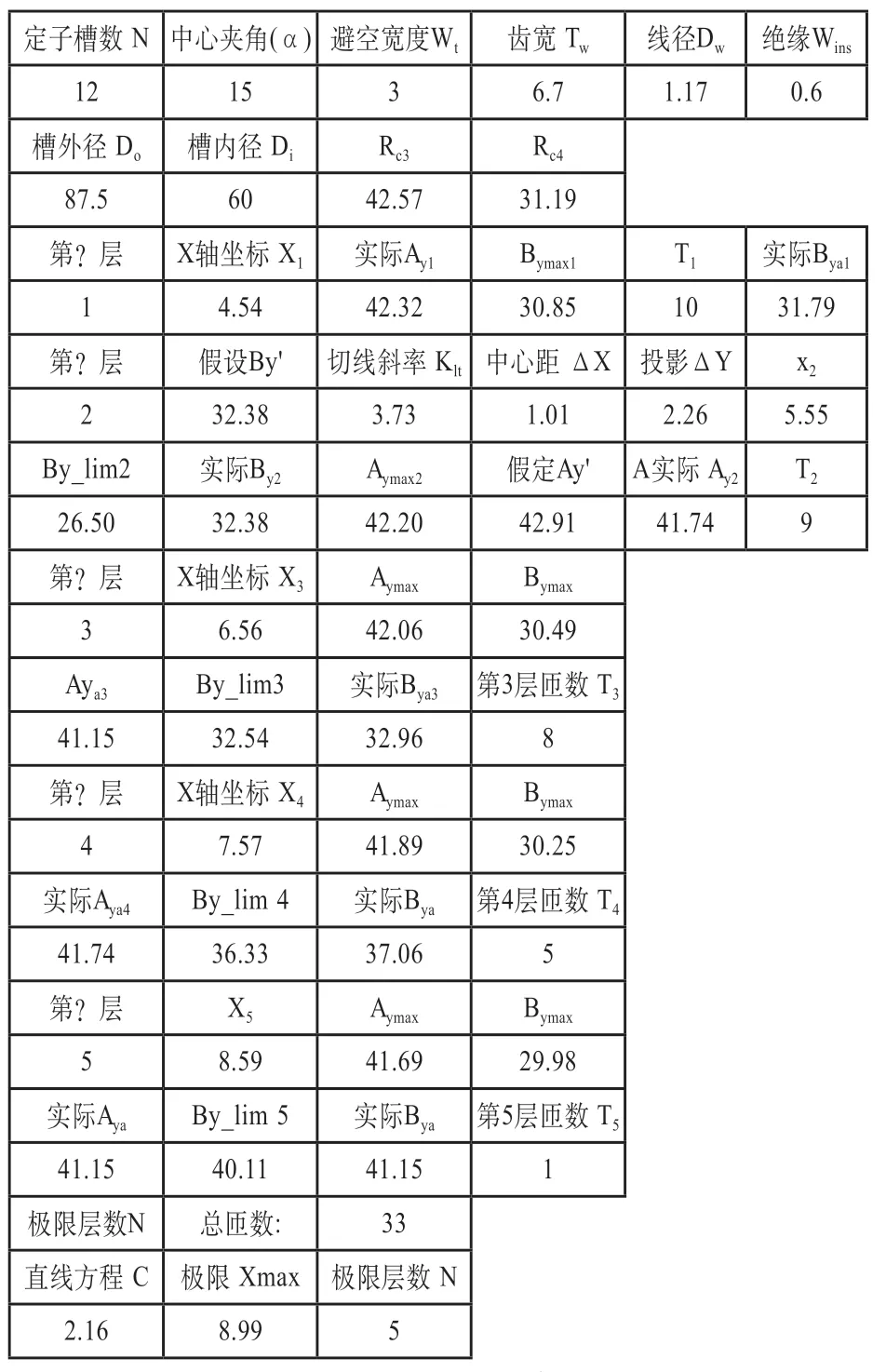
图8 Excel公式

图9 CAD排布
依据理论公式及在CAD中建模,26匝的极限线径为1.2 mm。在实际生产过程中,由于绕线机排线时必有交叉,实际线径为1.12 mm。如图10所示,实际结果为计算值的93.3%,实际偏差随着线径的变小而增大。线径越细,层数越多,绕线机层间交叉的概率也越大,计算误差一般不低于90%。

图10 实际产品
4 结语
根据集中绕组特有的绕线方式提出分层排线的计算方法,对计算步骤进行了详细分析,在Excel中建立方程式,与CAD中建模对比,证明了计算方法的准确性。计算方法对集中绕组无刷电机的设计及绕组电阻的计算具有一定的借鉴意义,同时也对制造车间的实际生产具有指导意义。
猜你喜欢
现代制造技术与装备(2023年8期)2023-11-02 06:16:26
电线电缆(2021年3期)2021-07-21 08:37:14
电线电缆(2018年1期)2018-03-16 02:19:08
计算机测量与控制(2017年6期)2017-07-01 16:23:59
中国科技纵横(2016年4期)2016-11-19 20:22:17
科教导刊·电子版(2016年2期)2016-03-12 22:30:52
电焊机(2016年6期)2016-03-06 08:15:37
消费电子(2015年7期)2015-12-11 15:58:02
上海计量测试(2014年5期)2014-03-14 09:06:04
河南科技(2014年8期)2014-02-27 14:07:51
