
自动化仪表在工业过程控制中的应用
2022-01-07 06:59:16张冬良
新型工业化 2021年9期
张冬良
(福建龙净脱硫脱硝工程有限公司,福建 厦门 361000)
0 引言
自动化仪表作为正常生产运行的关键设备,其对工业生产高效、安全具有直接的影响。随着工业生产自动化要求逐渐提高,自动化仪表应用范围逐步扩大,工业生产过程中自动化仪表配置及过程控制技术应用深度决定了企业生产技术水平的高低。在自动化仪表及过程控制系统支持下,可实现对各类装置设备运行状态进行实时控制,并通过数据分析对装置异常状态进行实时诊断,从而提高工业生产效率。
1 自动化仪表分类及其应用特点
自动化仪表种类较多,按照被测对象可分为温度仪表、压力仪表、物位仪表、流量仪表等等。自动化仪表主要包括以下几个部分:传感器、变送器、显示屏、执行器。工业生产过程中被测对象原始数据由传感器实时采集,变送器将原始数据转换成标准信号以便接入控制系统,同时在显示屏上展示测量数值。对于调节型仪表,可通过执行器对控制命令进行响应,从而调整生产工况[1]。
1.1 温度仪表
工业生产过程中需对各装置、设备工作温度进行实时监测,确保装置、设备运行在设计温度范围内,避免发生安全事故。对温度控制要求较高的生产环节,将温度控制在最优区间内,有利于降低生产成本和提高产品质量,因此选用的温度检测仪表必须可靠、精确。目前工业生产中使用较为普遍温度仪表包括热电阻、热电偶。热电阻的工作原理是在温度作用下,感温元件的电阻值随温度变化而变化,温度与电阻值成线性关系,精度较高,其主要由感温元件、外保护管、接线盒、固定装置组成,如图1热电阻构成示意图。热电偶的工作原理是两种不同成分的导体两端焊接后形成回路,当两端存在温差时,回路电子流动产生电动势,其电动势只与导体材质、温度差相关,由此可测的温度值。在实际应用中,现场温度低于500℃时选用热电阻测量可保证较高测量精度,在高温区测量温度则推荐采用热电偶。
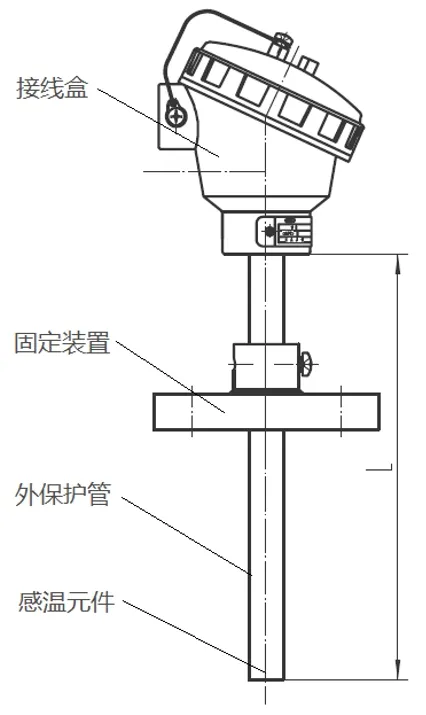
图1 热电阻构成示意图
1.2 压力仪表
工业生产过程中,对压力监测的重要性不亚于温度。压力仪表从类型上可分为差压仪表、表压仪表、绝压仪表。压力仪表主要由测量元件本体、过程连接、隔离膜片、压感器、表头等组成,被测介质压力经过程连接传递至测量元件上,进而经隔离膜片及填充液作用在压感器上,从而测得压力值。在压力仪表选型时,除仪表精度、测量压力范围外,量程比也是压力仪表的重要参数,其决定了实际可设量程及实际应用精度。同时,表压仪表在具体应用时应考虑当地大气压季节性变化对表压仪表零点漂移的影响。选用带Hart协议的压力仪表,即在4~20mA信号上叠加Hart信号,可便于通过Hart手操器现场调试、维护。
1.3 物位仪表
工业生产过程中,与温度、压力测量相比,物位的测量要更为复杂,其测量与被测介质物理性质、状态、仓储环境密切相关,因此物位仪表的种类也纷繁复杂。从应用类型上物位仪表可分为物位开关、连续物位计。根据测量原理,物位开关包括振棒式物位开关、音叉式物位开关、阻旋式物位开关、射频导纳物位开关等;连续物位计包括雷达物位计、超声波物位计、重锤式物位计等。
以振棒式物位开关为例,其主要由探杆、振动元件、电子传感器组成,振动元件由电路驱动,当被测介质与探杆接触时,振幅发生变化,电子传感器对振幅变化进行分析并转换成开关信号。在实际应用选型时,应重点关注谐振频率、最小介质密度参数。同时,灵敏度可调、延时报警等功能可适应物料种类频繁变化工况,并消除虚假报警。雷达物位计由天线系统发射微波到被测介质上,经被测介质表面反射后被天线系统接收,通过微波发射与接收的时间差计算出物料与物位计之间的距离,进而获得物料高度。随着测量技术的发展,雷达物位计天线系统从喇叭口天线到平面天线、微波频率从20GHz低频到80GHz甚至100GHz高频、从脉冲波到连续波,其测量精度明显提升,应用范围大幅扩大。在实际应用选型时,除测量精度外,应重点关注波速角是否与物料仓匹配,最小介电常数是否与物料性质相符。同时,对于有扬尘的工况,增加外吹扫可以避免物料粘附,延长物位计的维护周期。
1.4 流量仪表
工业生产过程中,流量测量对象包括液、气、汽,根据测量对象的性质、工艺条件、精度要求采用不同类型的流量仪表。典型的液体流量仪表包括电磁流量计、涡街流量计等;气汽流量仪表包括孔板流量计、转子流量计、巴类流量计等。对于中小管径液体流量测量,电磁流量计是比较常用的仪表,其管内无阻流及活动部件,因此不会造成额外的能量损失、不会堵塞,特别适合液固两相流体,但不适用导电性能较低的液体,如除盐水。
2 自动化仪表与过程控制系统的集成应用
工业生产是一系列生产设备协同工作的流程作业,工艺控制上存在高度耦合的现象,对技术人员的要求比较高。随着现代工业精细化、大型化,引入过程控制系统实现半自动或全自动化生成已经成为必然的选择。作为过程控制系统的“眼睛”,自动化仪表提供了一切控制所需的原数据,因此自动化仪表与过程控制系统集成应用是提高工业生产稳定性和安全性最有效方式之一,其主要体现在以下几方面:
2.1 数据传输与处理
自动化仪表与过程控制系统之间采用IEC国际标准信号传输保证了现场数据实时性、完整性,其信号类型包括数字量信号、模拟量信号两大类。信号传输介质通常采用带屏蔽层的铜芯电缆,在电磁干扰比较强的现场应考虑采用分屏+总屏的计算机电缆,以确保数据传输的稳定性。在控制系统侧,用于与自动化仪表进行数据交换的模块为IO卡件,包括AI卡件、AO卡件、DI卡件、DO卡件及特殊通讯卡件等。为增加系统安全性和可靠性,模拟量卡件的每个通道都有各自的A/D或D/A转换器,所有输入和输出都配置光或电隔离,且具有防抖动滤波处理功能。数字量卡件采用继电器隔离输出以便直接驱动现场定位器、电磁阀、执行器等自动化仪表,继电器触点容量应与现场仪表相适应。过程控制系统中的SCADA可长期存储现场自动化仪表产生的全部数据,为生产数据分析、事故追溯提供所需的历史数据[2]。
2.2 控制逻辑编程
自动化仪表与过程控制系统的集成应用还体现在控制逻辑编程方面。计算机硬件和软件编程技术在工业仪表中发展及普及,为集散控制系统优化升级提供助力。过程控制系统以可编程控制器为中心,通过与之配套的软件,以图形化的方式对各种设备、仪表进行编程,使复杂的工艺流程控制得以实现。对于比较重要的工艺系统,可编程控制器通常按一用一备冗余配置,任一控制器的故障都完全不影响工艺系统安全及现场仪表运行。通过控制逻辑编程,进一步优化现场设备及自动化仪表的运行方式,使得控制更精确,工艺参数更合理[3]。
2.3 高级控制功能
基础的过程控制主要以单个仪表或设备为控制对象,即实现仪表设备的单操功能。随着工业应用大型化、复杂化,以工艺子系统或成组设备为被控对象的联动操作逐渐成为主流需求,即过程控制系统高级控制功能。高级控制功能包括前馈控制、反馈控制、模糊控制及以特定工艺为控制对象的自定义高级功能算法等,其中以PID为代表的闭环反馈控制应用最为广泛。PID三个参数分别代表比例、积分、微分,其控制算法原理如图2所示。
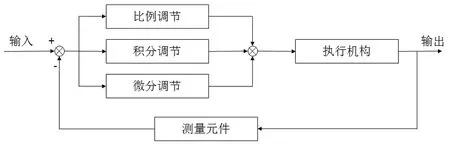
图2 PID 控制原理图
在控制机制上,比例带越大调节速度越慢,偏差越大调节作用越强;积分越小就灵敏,偏差的时间越长积分调节作用越大;微分主要是解决控制滞后的问题,微分数值越大或者偏差变化速率越大调节作用越强。在不同应用中,PID的设置参数需根据现场工况逐一整定,以达到很好的控制效果,从而提高生产效率[4]。
3 自动化仪表在工业过程控制中的质量保障措施
3.1 提高自动化仪表设计选型准确性
作为工业生产中最重要的环节之一,自动化仪表设计选型时应充分了解被测量所处的工况条件。首先根据测量要求确定测量原理及其仪表类型,然后根据介质性确定仪表的规格要求,最后比较各个品牌中满足规格要求的仪表的优缺点,最终确定仪表品牌及型号。同时,设计选型应考虑适当的余量,以便适应后期工艺调整升级。
3.2 加强自动化仪表的日常维护
在工业生成过程中,为提高自动化仪表及其控制系统可靠性,消除隐患,减少突发故障,应加强日常维护工作,特别是关键工艺上的仪表。日常维护工作主要包括:日常巡检、定期校验、定期评估仪表可靠性。同时,加强仪表备品备件的管理,将突发故障的损失降至最低[5]。
3.3 重视自动化仪表的升级改造
在以科技创新为引领的信息时代,电子技术日新月异,自动化仪表升级换代的周期越来越短,掌握并合理应用最新的测量技术是提高生产效率的重要手段之一。因此,条件具备时应分阶段、分目标、有计划地进行自动化仪表升级改造。
4 结语
自动化仪表在工业过程控制的应用,进一步提高了工艺系统的可靠性、稳定性,在过程控制系统支持下,实现对各类装置设备运行状态实时控制,并通过数据分析对装置异常状态进行实时诊断,从而提高工业生产效率。
猜你喜欢
数字通信世界(2023年11期)2024-01-05 02:02:56
西安电子科技大学学报(2021年2期)2021-04-30 02:16:24
化工自动化及仪表(2021年3期)2021-01-05 21:44:35
仪器仪表用户(2020年11期)2020-11-12 04:55:52
天津科技(2018年5期)2018-06-01 09:45:02
中国科技博览(2017年7期)2017-05-16 11:04:57
化工管理(2017年13期)2017-03-03 12:18:52
山东工业技术(2016年15期)2016-12-01 05:31:30
石油化工自动化(2015年1期)2015-04-04 18:32:10
自动化博览(2014年7期)2014-02-28 22:32:25
