
钢筋笼滚焊机在大型地铁场段施工中的应用
2021-12-24 07:05:22林俊煌
工程建设与设计 2021年21期
林俊煌
(中交四航局第五工程有限公司,福州350008)
1 引言
目前,国内桩基灌注桩钢筋笼加工常选用人工择取放样并成型的施工工艺。该工艺投入人员多、劳动强度高、机械化率低,而且加工质量受人员操作技能水平影响大,主筋、螺旋筋间距不规范,垂直度难以控制等质量问题突出。福州地铁4号线车辆段前期征拆交地迟、业主工期要求紧;且作为带上盖物业开发项目施工的车辆段工程,盖下桩基础工程数量大(7 071根)及桩基整体质量要求高。因此,普及标准化和机械化程度,满足高质量及高项目品质追求,提高灌注桩施工效率及施工质量,以保证大型轨道交通场段施工需要,成为一个亟待解决的难点。
2 工程概况
福州地铁4号线车辆段建筑桩基础为钻孔灌注桩基础,总计7 071根。灌注桩桩径主要包括φ800 mm、φ1 000 mm、φ1 200 mm 3种类型,桩长19~67 m,主筋应有70 mm厚度混凝土保护层。钢筋笼骨架纵筋采用18~30根、钢筋等级HRB400、直径分别为20 mm、22 mm、25 mm,采用焊接的连接方式,钢筋的接头长度和位置须满足规范要求。钢筋笼外侧根据设计要求设置螺旋箍[钢筋笼上方5d(d为钢筋直径)长度区域螺旋箍间距10 cm,其余间距20 cm,钢筋型号HPB300φ10 mm],在钢筋笼内侧每隔2 m设置1道HRB400 φ16 mm和HRB400φ20 mm的加劲箍钢筋;定位筋采用HPB300φ10 mm,每截面沿周长设置4个,纵向间距为2 m。
3 钢筋笼滚焊机
3.1 研究背景
以福州地铁4号线第3标段车辆段工程为依托,针对地铁项目标准化、机械化要求程度高,项目定位优及灌注桩要求施工工期短、质量要求高的工程特点,在参阅国内外先进工艺技术及设备资料的基础上,项目部通过引用钢筋笼滚焊机,提升了钢筋笼施工效率及质量,使施工节点按期完成。
3.2 工艺原理
采用数控滚焊一体机,主筋间距由机械旋转盘上的等间距圆孔自动设置,箍筋间距则是通过动力驱动机构,由移动旋转盘行走速度及移动旋转盘、固定旋转盘的旋转速度决定,自动盘圆调直、缠绕成型,且同步进行焊接形成成品钢筋笼。钢筋笼数控滚焊机构造如图1所示。

图1 钢筋笼数控滚焊机构造
3.3 施工工艺要点
3.3.1 灌注桩钢筋笼加工场地建设
灌注桩钢筋笼加工场地宜采用封闭式钢结构厂房,合理规划滚焊机位置,确保钢筋原材和成品钢筋笼的运输等。通常场内划分为4个区域:(1)加工设备区;(2)钢筋原料堆放区;(3)箍筋存放区;(4)成品钢筋笼储存区。
3.3.2 滚焊机安装及调试
滚焊机安装前应确保基底平整度,满足钢筋笼施工质量要求;正式启用前根据钢筋笼设计数据调整各项参数。
3.3.3 施工工艺流程
钢筋笼滚焊机制作工艺流程具体为:上料→安装、固定主筋→螺旋箍筋端部与主筋焊接→终止焊接→切断螺旋箍筋→分离固定盘→松筋→分离移动盘→降下液压支撑及卸笼→移动盘归位。
3.3.4 灌注桩钢筋笼滚焊施工
在该环节,需注意的施工要点包括以下4方面:
1)准备工作包括材料送检及设备机具报验,现场技术人员和作业人员安全技术交底等。
2)正式施工前,应先组织典型施工或试验段施工,对采用滚焊机制作钢筋笼直径、主筋间距及箍筋间距等通过试验检查施工质量,以指导后续施工。
3)典型施工或试验段灌注桩钢筋笼滚焊施工具体要求:(1)箍筋通过调直机在主筋连续缠绕,并与主筋采用二氧化碳保护焊进行焊接;(2)对灌注桩钢筋笼滚焊成型质量检查,需满足设计及规范要求,即直径及主筋间距在±10 mm以内和箍筋间距在±20 mm以内。
4)灌注桩钢筋笼滚焊施工时将加劲箍筋安设到钢筋笼主筋内侧并点焊牢固,形成加劲箍筋、箍筋与主筋的全点焊连接[1]。
3.4 同类型工艺方案对比
滚焊机制作钢筋笼与传统人工加工钢筋笼对比具有明显优势,优缺点对比见表1。

表1 滚焊机制作钢筋笼与人工加工钢筋笼优缺点对比
1)标准化程度高。钢筋笼滚焊机加工钢筋笼需配套行吊并在封闭式钢结构加工场进行加工,有利于项目标准化建设和企业形象,提升安全环保水平。
2)自动化水平与工效高。采用数控进行主筋自动定位、盘圆调直、箍筋自动缠绕整体成型,整体操作简单,且加工效率是人工加工的1.5~2倍。
3)加工质量高。钢筋笼主筋及缠绕筋加工缠绕紧密且间距均匀,钢筋笼同心度标准高;采用CO2保护焊焊接主筋与箍筋,焊接质量高。
4)节省材料。箍筋不需搭接,较传统人工制作节省钢筋。主筋均匀分布,间距标准,多节钢筋笼搭接准确、高效,节省吊装对接时间。
5)适用性强。通过操作台设定可任意调整焊接速度、缠绕筋间距、根数,操作简单。
6)滚焊机制作钢筋笼,需配套标准化钢筋加工场及行车门吊,标准化钢筋加工场前期建设及设备投入费用较大,前期投入成本较高。
7)在施工过程中,对滚焊机制作钢筋笼实际功效进行全程跟踪记录。从钢筋上料至钢筋笼焊接完毕,整个过程中的用时、人力使用情况等进行统计分析(见表2)。
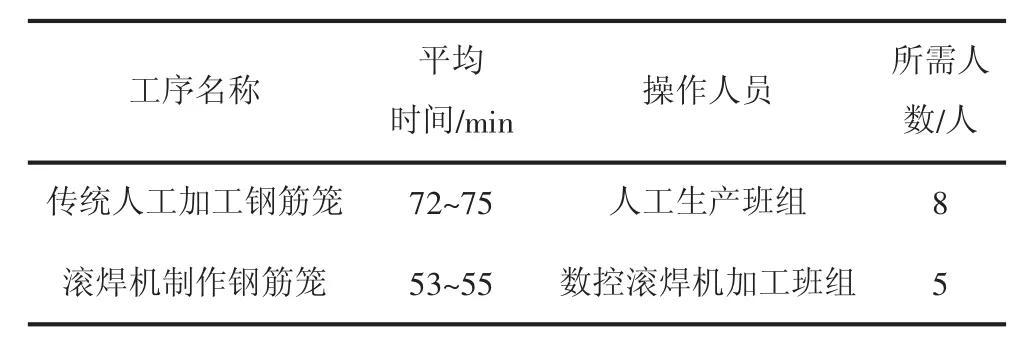
表2 人工生产与滚焊机制作钢筋笼功效记录
根据表2数据分析可知,与传统人工加工相比,滚焊机制作钢筋笼自动化程度明显提高,滚焊机效率是人工加工的1.5~2倍,滚焊制作紧凑、高效。
4 结语
住房和城乡建设部发布的《建筑业10项新技术》(建质函〔2017〕268号)中钢筋笼滚焊机为其中一项,福州地铁4号线车辆段项目部积极采用、全面提升项目技术水平,并结合自身工程特点,对灌注桩钢筋笼采用滚焊机制作。实践证明,采用滚焊机后施工质量、进度、经济等方面得到大幅提升,后续类似工程施工可参考运用。
猜你喜欢
安徽建筑(2021年9期)2021-09-10 09:05:52
铁道通信信号(2020年12期)2020-03-29 06:22:26
工程与建设(2019年2期)2019-09-02 01:34:06
铁道通信信号(2018年7期)2018-08-29 01:17:08
电气化铁道(2016年4期)2016-04-16 05:59:48
焊接(2016年1期)2016-02-27 12:59:40
河南科技(2015年3期)2015-08-28 01:37:30
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
电子工业专用设备(2015年4期)2015-05-26 09:10:36
