
多孔锚具仓储智能控制系统设计
2021-12-17 11:18刘彦磊郭涛刘天奇张世辉庞党锋
电子测试 2021年22期
刘彦磊,郭涛,刘天奇,张世辉,庞党锋
(1.天津中德应用技术大学机械工程学院,天津,300350;2.中国电子系统工程第四建设有限公司,河北石家庄,050004)
0 引言
随着《中国制造2025》全面部署实施,智能制造已成为我国未来制造业重要的发展趋势,而仓储是智能制造生产线中非常重要的一部分,它的智能化程度也直接影响着整个智能制造生产线的智能化水平,其智能化控制系统研究发展也是智能制造发展重要方向[1-2]。
本研究结合了MES系统在智能制造生产线上的应用,利用MES系统与台达PLC之间的MODBUS TCP通讯来实现对仓储的下达订单指令,出入库指令,补料指令等调度指令。利用台达AS228P-A型号的PLC设计了仓储的应用设备层的控制系统。结合HMI监控组态界面来实现智能仓储自动化,智能化的控制[3-4]。
1 系统结构设计
仓储的机械机构分为:毛坯料库、加工料库、巷道机械手、毛坯桁架机械手、加工桁架机械手、毛坯中转传送带、加工中转传送带、PLC及伺服控制系统等构成。成品库用于存放加工好的成品。其中在两个仓库之间设计了巷道机器人,可以实现左右取货,前后送料和货到桁架机械手下面的传送带上面,便于桁架机械手把毛坯送入产线,或把成品送给AGV,AVG把成品送给客户,或者桁架机械手把AGV送来的毛坯,加工送到输送带上便于巷道机械人把毛坯补充到仓库[5-6],其结构图如图1所示。

图1 仓储结构图
1.1 系统工艺分析
自动仓储是生产线的开端和末端,在生产过程中担负着产品原料的出库及成品的入库及外发。自动仓储单元接收到来自MES的订单,搬运机械手将客户选择的毛坯和加工,运送到传输带上,并由AGV将出库同型号的毛坯料备好运回库中,完成原料出库;自动仓储单元接收到来自MES的控制信号,通过机械手将客户通过MES选择的产品从仓库内取出,并放到AGV上,AGV运行将客户定制的产品运输到指定位置,客户将成品取走后AGV运行到补料位置补好需要的成品后入库;自动仓储单元接收到来自MES的控制信号,通过机械手将加工完成的产品通过搬运机械手进行成品的存储完成成品入库。
2 控制系统设计
本控制系统主要包括应用层MES系统,设备控制层PLC控制系统,HMI监控组态界面,AVG控制系统等,所有系统都通过工业交换机连接,MES系统与PLC控制系统,传送带控制系统,HMI监控组态系统通过MODBUS TCP进行通讯控制[11-12]。MES系统与AGV控制系统通过WIFI进行通讯控制。HMI监控组态系统与PLC控制系统也是通过MODBUS TCP进行通讯控制。所有系统都要进行IP地址的设置,并设定好数据交换的存储区,梳理好工艺流程调度指令的值。系统硬件结构如图2所示,系统网络拓扑结构如图3所示。

图2 系统硬件架构

图3 系统网络拓扑结构
2.1 PLC控制系统设计
本系统采用了台达PLC,其型号为AS228P-A,专为自动化设备设计的高阶泛用型控制器。采用台达自行开发的32 bit SoC CPU,大幅提升效能(40k steps/ms),可扩充多达32台模块或1,024点I/O;强大定位控制功能,可同时支持多达8轴CANopen运动网络/6轴200 kHz脉冲控制,适用于高阶机械设备控制。巷道机器人共有三个轴分别为x,y,z。采用三个台达专用伺服驱动器ASD-A3,其具有CANopen通讯功能。桁架采用了两个R60步进控制器。PLC通过CANopen实现对伺服驱动器ASD-A3控制,达到速度控制,定位控制,仓储主控制器PLC与环线控制器PLC S7-1214C,MES系统,电子看板之间通过Modbus TCP协议进行数据交换及控制,AGV通过WiFi与PLC进行通讯及控制,PLC与步进控制器通过脉冲串进行控制,控制系统硬件结构如图4所示。
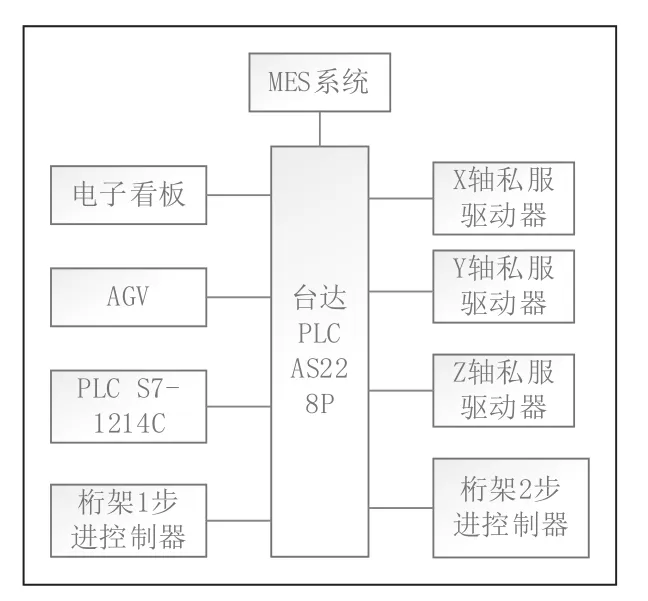
图4 控制系统硬件
2.2 PLC与伺服驱动器通讯
其型号为AS228P-A的PLC与伺服驱动器ASD-A3具有CANopen通讯功能,对三个伺服电机的速度控制,定位控制都通过CANopen通讯功能来实现,只需要对台达专用伺服进行参数以及台达PLC进行相应设置,并进行PLC程序的编写就能实现很好的控制功能,台达PLC的CANopen通讯功能设置。
3 控制系统程序设计
根据工艺要求,智能仓储要实现毛坯的出入库,成品的出入库,由PLC接受来自MES系统的调度指令来实现,MES系统通过MODBUS TCP读PLC的D100,D101,D104,D105,D120等数据实现MES系统与PLC之间控制功能,PLC与伺服系统通过CANopen总线来实现通讯,需要编写PLC对伺服控制器的启动,初始化,伺服的点动,伺服的定位等程序,其程序控制流程如图5所示。
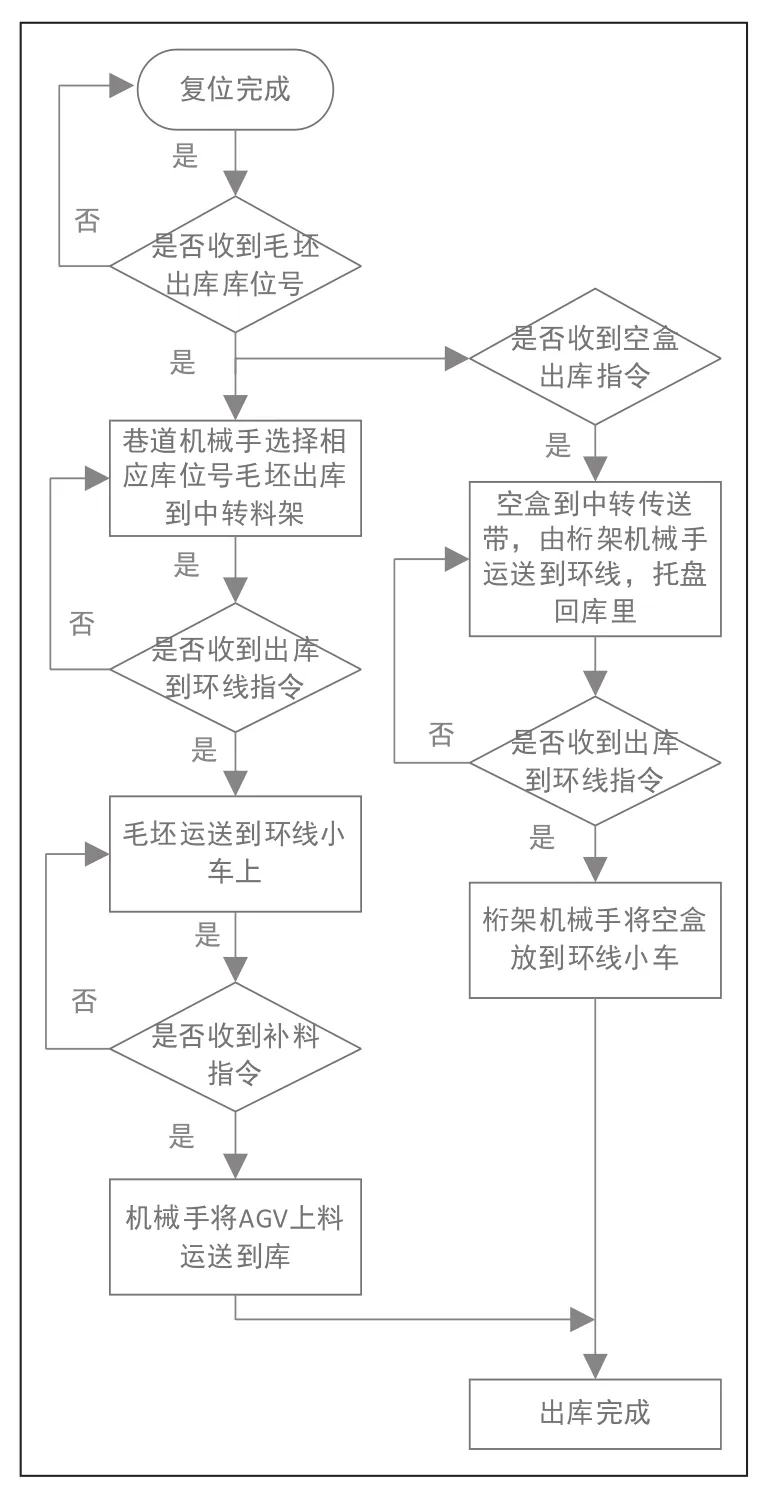
图5 程序控制流程
4 人机界面设计
4.1 MES系统界面设计
在应用控制层设计了MES系统的人机界面方便管理人员进行相应的操作,维护,调试以及良好的人机交互,其人机界面如图6所示。

图6 MES系统的人机界面
4.2 HMI监控组态界面设计
本监控组态主要实现MES系统与手动系统切换,手动操作,变量监控,参数调整,报警,仓储模拟订单等等功能,其中参数调整主要是进行巷道机器人,桁架机器人手的位置,伺服电机及步进电机等参数调整,其整个系统界面如图7所示。

图7 HMI监控组态界面
5 结语
为了满足企业锚具智能产线的需求,设计了基于PLC的锚具仓储控制系统,目前控制系统在企业已获成功应用。并与企业MES系统进行了可靠对接,并实现了MES系统与立体仓库调度系统,PLC控制系统,AGV调度系统的之间的通讯,开发了MES系统与各个控制系统之间的调度接口,使得各个系统之间的通讯更加可靠稳定。提高了锚具产线的调度效率,稳定性及其可靠性,进一步促进了锚具智能制造产线的智能化水平,具有很好的市场价值。
猜你喜欢
智能制造(2021年4期)2021-11-04
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
中国教育信息化(2018年22期)2018-11-28
制造技术与机床(2018年11期)2018-11-23
河北农机(2017年12期)2018-01-20
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
——“绿筑迹 ——台达绿色建筑展”台达记者会
制造技术与机床(2016年7期)2016-08-31
