
测量系统分析(MSA)在齿轮生产过程中的应用
2021-12-14 01:44:45马丽莎
内燃机与配件 2021年1期
马丽莎


摘要:测量系统分析(MSA)的概述,对计量型数据进行五种分析,包括稳定性、偏移、线性、重复性与再现性;对计数型数据进行Kappa统计量的计算,从而判定在齿轮生产过程中的测量系统的状态、可接受程度与改进方向。
Abstract: An overview of Measurement System Analysis (MSA). Five types of analysis are performed on metrological data, including stability, offset, linearity, repeatability and reproducibility; Kappa statistics are calculated for count data to determine whether it is in the gearThe status, acceptability and improvement direction of the measurement system in the production process.
关键词:测量系统分析;齿轮生产过程;重复性与再现性分析;Kappa统计量
Key words: measurement system analysis;gear production process;repeatability and reproducibility analysis;Kappa statistics
中图分类号:TP274 文献标识码:A 文章编号:1674-957X(2021)01-0162-02
0 引言
在齿轮产品的制造部过程中会产生大量的数据,而这些数据一般都是通过测量得出的。我们所知的各种数据其实都不是真值,而真值是不可知的,我们用的数据都是测量值,测量值=真值+测量误差。测量误差太大时就会扭曲掩盖真值。那么测量误差到底有多大?多大的测量误差是可以接受的?这时就需要我们判断测量数据质量的高低,而判断测量数据质量的高低就需要测量系统分析[1]。对制造业的生产厂家(如生产齿轮)来说,单纯的对量具进行周期检定和定期校准,只能代表该量具在特定条件下的某种“偏移”情况,不能完全反映出该量具在生产制造过程可能出现的各种偏差问题。如果我们能应用测量系统分析,也就是通过一些合适的统计技术对测量数据進行分析,就可以减少设备问题引起的测量误差,从而使测量数据更接近真值。
1 测量系统分析的介绍
测量系统是指由测量仪器(量具)、测量软件、测量操作人员和被测量物所组成的一个整体。用在某处(如齿轮加工过程中某一工序的某一个尺寸)获取数据是否适宜,是否可接受。测量系统按照数据类型分为计量型和计数型两类,计量型通常包括稳定性、偏移、线性、重复性和再现性(通常以分析重复性和再现性为主),计数型通常进行Kappa统计量的分析[2]。
基本术语的定义:
稳定性:随时间变化的偏倚值;偏移:观测到测量值的平均值与基准值之间的差值;线性:在量具正常工作量程内的偏倚变化量;重复性:一个评价者使用一台测量仪器,对同一零件的某一特性进行多次测量下的变差;再现性:不同评价者使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
通常以GR&R值判定测量系统的好坏,如GR&R值<10%,则此测量系统良好;GR&R值在10-30%之间,则此测量系统可以接受,但视被测量特性的重要程度和测量成本因素而定;GR&R>30%,则此测量系统需要改进。
2 测量系统分析的基本要求
量具:执行分析的量具需经过周期检定和定期校准合格的,且量具的分辨力至少为被测特性公差的1/10;操作者:需经过必要的量具使用、维护训练,不能出现人员因操作失误导致测量出现偏差现象;测量过程为盲测:最大可能的减少操作者因主观意识对测量过程的影响。
3 计数型测量系统分析的实例
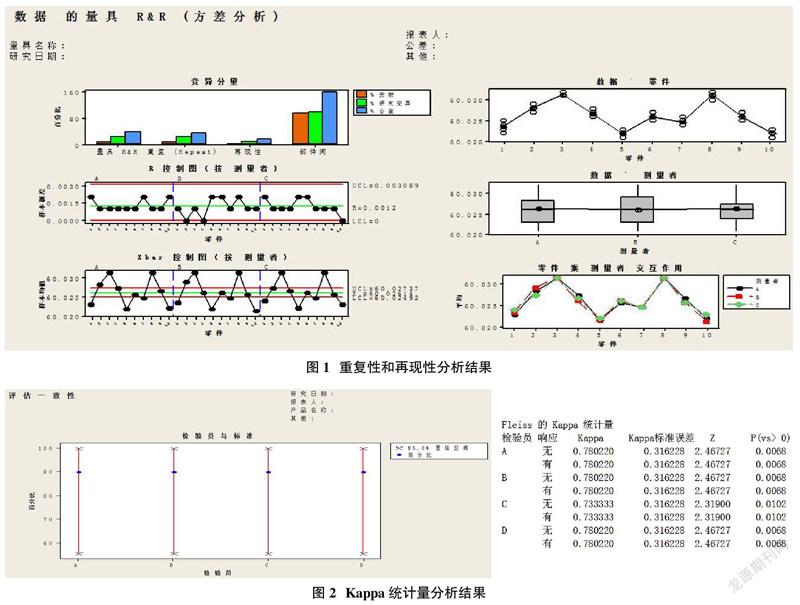
对齿轮加工过程中某一工序的某一个尺寸(轴类齿轮外圆尺寸60(+0.02/+0.033)使用数显千分尺进行测量)测量过程进行重复性和再现性分析,步骤如下:①选择3个测量人员(简称A、B、C)和10件测量样品(生产过程中随机抽取10件);②对这10件测量样品进行编号,打乱顺序,让这3个测量人员不知道编号进行盲测,每个人对每件产品进行3次测量,且3个人互相不知道其他人的测量结果;③对测量的数据进行整理后输入至Minitab软件中进行分析,得出GR&R值。
测量数据详见表1。
分析结果详见图1。
则此数显千分尺的GR&R为22.81%<30%,可区分类别数为6>5,综上分析,此测量系统可接受。
4 计量型测量系统分析的实例
对齿轮加工过程中某一工序的某个齿轮(检查轴类齿轮的螺纹孔内是否存在铁屑)判定过程进行Kappa统计量分析,步骤如下:①选择4个测量人员(简称A、B、C、D)和10件测量样品(生产过程中随机抽取10件);②对这10件测量样品进行编号,打乱顺序,让这4个测量人员不知道编号进行盲测,每人对每件产品进行1次测量,且4个人互相不知道其他人的测量结果;③对测量的数据进行整理后输入至Minitab软件中进行分析,得出每个测量人员得Kappa值。
测量数据详见表2。
分析结果详见图2。
综上分析,各测量者的Kappa值均大于0.7,因此,此测量系统可接受。
5 结束语
把测量系统分析应用到齿轮生产的测试过程中,减少在仪器设备、人员操作、环境、方法以及样品的差异造成测量结果的偏差,从而为进行SPC过程控制提供更准确和更可靠的测量数据,可以将产品的质量控制由事后检验提高到进行事先预防的过程控制,进一步推进质量管理。
参考文献:
[1]王湘研.基于MSA的质检部门检测系统分析方法研究[J].化工质量,1997,11(2):19-21.
[2]马逢时.刘传冰.六西格玛管理统计指南[M].北京:中国人民大学出版社,2007:341-367.
