
一种弹夹式送料机构的设计研究
2021-12-11 16:23黎联杰莫站强周光华
安防科技 2021年3期
黎联杰?莫站强?周光华?

摘要: 弹夹式送料机构是一种广泛应用于自动化生产的送料设备。本文介绍一种基于PLC控制的新型气动多料仓送料机构[1],它是由人机界面、可编程逻辑控制器、厚度检测传感器、压力传感器、气缸、光电检测开关等组成。此机构可以根据不同产品规格,结合传感器反馈信息实现组合送料、精准送料、定时送料、故障报警等功能,实现了跟现场生产设备自动联动送料,取代人工送料,为设备连续自动化生产提供了保证,提高了生产效率,使得企业能够提质增效。
关键词:弹夹式 自动送料 自动化 传感器
1引言
弹夹式送料机构[2]因其简单快捷稳定的送料方式被广泛应用于自动化生产领域的。目前传统的弹夹式送料机构功能比较单一,对送料的产品性质尺寸要求很严格,缺少过程检测的相关技术手段,容易造成卡壳等故障,严重影响故障和生产效率。而且大多数弹夹式送料机构只能适应单规格的产品,应用范围比较窄。随着自动化需求增加,稳定的适合多种规格的产品共用的送料机构,成为机械自动化行业研究的重点。
针对上述问题,本文设计了一种基于西门子PLC控制器的带传感器检测的气缸推料组合式弹夹送料机构,能够快速的调整出料口尺寸,检测产品尺寸,料仓缺料,可在HMI上选择送料弹夹,何时送料等,解决传统弹夹送料使用产品单一、过程故障多等缺陷。
2机构构成及工作原理分析
系统构成原理图如下:
本文提出的基于PLC控制的新型气动多功能料仓送料机构如图1所示,产品通过放料仓导向杆把产品叠加在I和II型号放料仓,在HMI上设定需要使用哪个放料仓编号(1-4)以及执行的逻辑动作,可同时使用也可组合使用,然后按设备的开始按钮,设备会按照选定的料仓以及设定的出料逻辑进行推料,当产品到达定位检测位置后,定位光电传感器会发出信号给设备,设备会執行取料进入自动化生产工序。
2.1推料机构
推料机构由I型送料气缸和I型推料块和II型送料气缸和II型推料块组成,分别对应不同规格的产品,当PLC按照程序发出指令后,电磁阀驱动气缸推动推块来回运动,执行推料动作。推块设计为可以快捷更换的模块,当执行不同规格的产品推料时候,更换推块即可。放料仓底部有用于检测产品有无的压力传感器,用于智能判断料仓缺料。
2.2送料机构
送料机构采用导轨式传送带,当产品被出到传送带后,传送带电机会根据PLC发出的控制指令执行传送,根据配套设备自动化设备需求跟规格大小,以不同的速度传送,当产品被传送到定位传感器后,传送带停止运转。
3 控制系统介绍
3.1 控制系统硬件
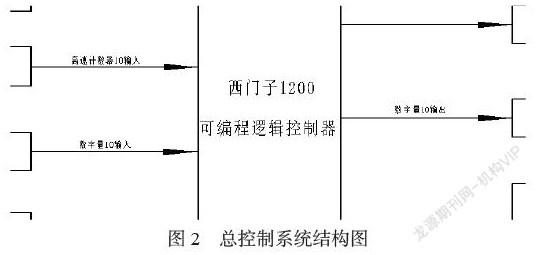
控制系统的硬件部分主要由PLC、触摸屏、传送电机、传感器组成。PLC选用西门子1200系列,CPU型号为1212C DC/DC/DC,此模块自带8输入/8输出的数字信号接口,2路八位模拟输入信号。其总控制系统结构原理图如图2所示。
3.2控制系统软件
控制系统的软件设计主要是PLC程序设计和触摸屏页面程序设计[3]。PLC主程序主要包括送料机构动作执行逻辑程序开发、缺料检测、产品送到位检测、异常报警等,用于实现送料机构跟设备的智能联动。
4 结语
设计了弹夹式多功能多料仓智能送料机构,结合压力传感器、到位检测传感器等检测手段,可以实现不同规格产品稳定送料,可完全取代人工送料,极大提高了设备自动化程度和生产效率。
参考文献
[1] 唐顺 肖剑兰 周峰.基于PLC的自动送料线控制系统设计[J].轻工科技 2019, 7:93-94
[2] 孙立琴,王磊,王璇.基于软PLC的多位置分度式弹夹送料装置的设计[O].组合机床与自动化加工技术 北大核心 2016,9:126-128
[3]周彩云.触摸屏、PLC及变频器通讯技术[J].电子世界,2012, 14: 31-32
猜你喜欢
纺织科学研究(2021年1期)2021-12-03
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
电子制作(2018年9期)2018-08-04
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
电源技术(2015年1期)2015-08-22