
带式输送机顺煤流启动的智能控制技术
2021-12-08 13:32徐洪忠朱宇超
今日自动化 2021年9期
徐洪忠 朱宇超

[摘 要]火电企业中,输煤系统是极其重要的一个环节,整个电厂生产的稳定运行与输煤系统的安全型、稳定性有密切联系。基于此,文章以多级带式输送机为研究对象,将逆煤流启动方式改为顺煤流启动方式,并通过PLC实现对运输机启动的智能控制,以及不同类型故障的检测,达到节能降耗、安全运行的目的。
[关键词]带式输送机;顺煤流启动;智能控制
[中图分类号]TH16 [文献标志码]A [文章编号]2095–6487(2021)09–00–02
[Abstract]Among the thermal power enterprises, the coal transmission system is an extremely important link. The stable operation of the whole power plant production is closely related to the safety type and stability of the coal transmission system.Based on this, the author takes the multi-level belt conveyor as the research object, changes the reverse coal flow start mode to the reverse coal flow start mode, and realizes the intelligent control of the transport machine start, and the detection of different types of faults, to achieve the purpose of energy saving, consumption reduction and safe operation.
[Keywords]belt conveyor; smooth coal flow start; intelligent control
带式输送机启动方式多采用逆煤流方式,而这样的运输方式能耗较大,在各级带式输送机依次启动完毕且稳定运行后,才给输送带上煤。同时,由于空载时轴承自身的摩擦,以及滚筒与输送带的摩擦,都会带来机械损耗,进而影响设备的使用周期。而顺煤流启动的方式是依次启动输送机,解决了长时间空转的问题,加之现代互联网技术、传感器技术,实现了煤流量的实时监控,自动控制皮带运输机的启停、速度等,真正地实现了节能降耗,降低设备磨损率的目的。
1 PLC技术
PLC通过软件实现逻辑电路部分功能,由用户编制的控制程序实现系统特定的输入/输出逻辑关系。输入外部设备信号经过PLC的接线端子进入输入接口电路,PLC的输出经过输出接口、输出端子驱动外部继电器等输出设备,从而实现输入信号对输出设备的控制。PLC的输入输出端口的地址和接线端子号一一对应,每个地址都是唯一的。所有的输入、输出状态都是由存储位来表示的,并不是实际存在的继电器线圈,所以被称为“软元件”,其常开、常闭触点可以在程序中重复使用。
2 顺煤流启动控制系统
2.1 传感器监测控制
如图1所示,为3级带式输送机。逆煤流的启动顺序为:1#皮带→2#皮带→3#皮带,此次设计将其改为顺煤流:3#皮带→2#皮带→1号皮带。结合传感器技术,在2#、3#皮带上方安装传感器,传感器监测到的数据上传至监测分站,再通过PLC主站上传至监控终端。
首先启动3#皮带,当煤流运行到3#皮带的1#监测位置瞬间,2#皮带开始运行;当煤流运行到3#皮带的2#监测位置瞬间,2#皮带进行全速运行;这样的运行方式能夠减少1#、2#皮带的运输时间。
2.2 延时系统控制
参考图1中,当3#皮带启动运行后,1#皮带与2#皮带通过自动设置延时时间,实现运输机顺序启动。
假设1#、2#运输机软启动的时间均为tS,那么3#皮带的运输距离为:
这样当延时时间没有到时,1#与2#皮带运输机不会工作,进而节省机器空转时间,实现节能降耗的目的。延时系统控制对于时间的计算要求较高,时间是否计算控制准确决定整个皮带运输的控制,如果2#皮带延时出现滞后,那么容易造成堆煤现象的发生。
比较而言,利用传感器传输信号来进行皮带启停的控制,相比于延时控制精确性与安全性更高,但是从设备安装上来讲,延时启动更为简单。需要注意的是,顺煤流控制系统与逆煤流控制系统应该同时存在,这是由于一旦发生故障停车,再次启动运行时,由于是满载时候发生的停车,系统不能再按照顺煤启动方式运行,以免引发堆煤事故,所以此时则应该按照逆煤流方式启动。
3 顺煤流控制系统的保护设计
针对皮带运输机故障发生频率的高低进行如下的保护设计。
3.1 撕裂
皮带运输机在运行过程中可能发生纵向撕裂。皮带撕裂是皮带运输机运行中一种最严重、最常见的故障。因皮带价格昂贵,一旦发生皮带撕裂故障,造成的损失是十分严重的。在皮带运行过程中,若能及时监测到撕裂故障,可以避免皮带进一步造成长距离撕裂,同时保证生产安全。纵向撕裂保护装置是防止皮带不撕裂或少撕裂的装置,是保护皮带运输机安全运行必不可少的设备。本设计采用DB-100型皮带撕裂开关对皮带纵向撕裂故障进行监测。其结构简单牢固、无需维护,生产中应用广泛。
3.2 过热
皮带机运行过程中,若出现皮带堆煤或滚筒轴承卡死等情况可能导致滚筒温度过高。滚筒温度过高很可能引燃皮带或周围其他易燃物导致火灾,最终造成财产损失和人身伤亡。所以实时监控皮带机温度,一旦出现皮带机滚筒发热的情况,及时做出改善措施是十分重要的。红外温度传感器可以不接触目标而通过测量目标发射的红外辐射强度计算出物体的表面温度。任何物质,只要它本身具有一定的温度(高于绝对零度),都能辐射红外线。红外温度传感器测量时无需与被测物体直接接触,避免了设备之间的摩擦,因此便于测量难以接近的或移动的被测物。本设计的滚筒一直在转动,故使用红外温传十分方便。
3.3 堆煤
除了皮带常见的故障保护,如温度、速度等,堆煤是较为常见的故障类型,需针对堆煤故障进行皮带的保护设计。堆煤对于整个系统的危害很大,皮带多次堆煤会导致皮带跑偏,皮带表面磨损等问题,大大降低皮带使用寿命,影响皮带运输系统的稳定性。若堆煤故障不能及时解除,轻则设备停止运行影响生产,重则导致烧毁电机、皮带断带、机头翻转等设备事故,甚至造成人员伤亡。选用KGU-1型堆煤传感器检测是否发生堆煤故障。
堆煤传感器用于皮带机头煤位保护,设在两皮带之间、皮带机尾处,当皮带机尾的煤没有及时运出,在机尾煤位极限位置,堆煤时触杆受动作力作用,当触杆转动到动作角度时,传感器通过PLC使皮带机停机,动作角度:20°±3°,动作力:≤9.8 N。
3.4 火灾与烟雾
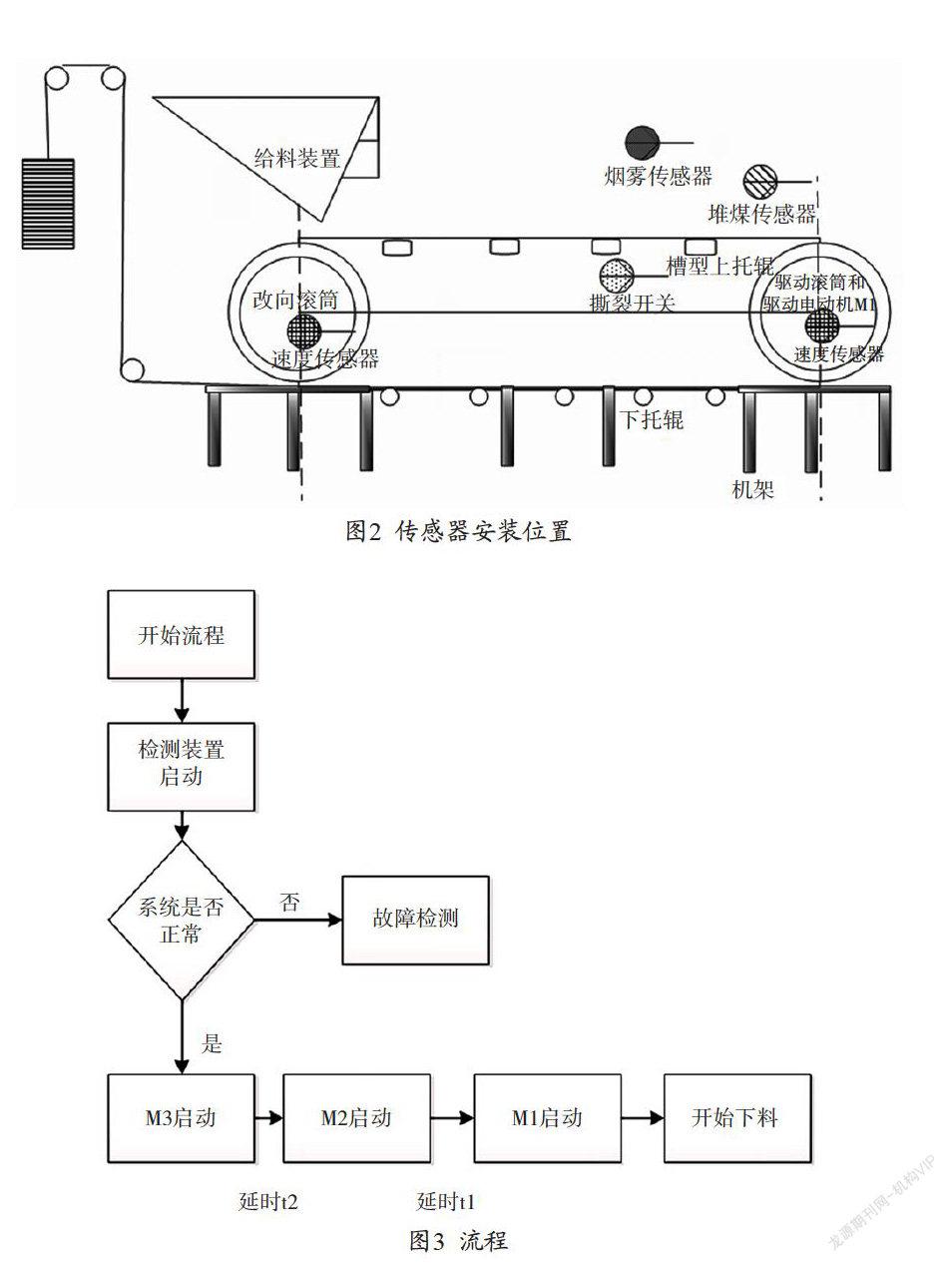
在皮带运行的过程中,可能由于各种故障造成传动滚筒和皮带之间的摩擦而使皮带温度升高,除了对温度进行检测外,对烟雾的检测也很重要。因为温度传感器只设置在驱动滚筒的外接电机处,不能全面地检测到滚筒以及两皮带转载处的所有情况——譬如人为或其他故障(常见的是靠近皮带机机尾的滚筒被卡死,并且在滚筒处堆积了大量煤粉,致使滚筒表面的散热条件变差,温度迅速升高)引起超温从而出现烟雾,所以设烟雾传感器,及时避免火灾发生的各种可能。本设计采用KGN1-1型烟雾传感器,其输出0/5 mA的开关量信号,红色LED电源指示,报警时闪烁。当检测到的烟雾浓度超过设定值时,进行声光报警,并启动洒水装置对主滚筒降温灭火。为保证主滚筒因摩擦产生烟雾时立即动作,烟雾传感器应悬挂在运输机头风流方向后2~3m处。
传感器安装位置如图2所示。
4 程序设计
STEP7编程软件是西门子公司专为S7系列PLC开发设计对其进行组态和编程的标准软件包。用户利用该软件进行软件的开发和调试,使用梯形图逻辑、功能块图和语句表进行编程操作,创建用户程序或编辑原有的用户程序等。利用延时控制输送带的启动流程如图3所示。
对于各种传感器的检测,把信号送至PLC,由PLC内部逻辑电路控制,当出现故障时,故障指示灯闪烁,相应电机故障信号指示灯亮起。同时除了一级跑偏故障以外,其他故障出现后,故障机与其上游的皮带机均停机,下游皮带机25 s后停机。故障发生后,工作人员前来排除故障,可按消铃按钮消除报警铃声。排除故障后,按复位开关,则故障指示灯灭。当出现紧急情况时,拉拉线开关,则皮带机停止运行。
5 结束语
综上所示,顺煤流启动的方式有效地解决了设备空载运行的问题。对于电厂而言,皮带运输机是现今工业生产中必不可少的传输设备,每一环节的能耗节约都能够降低企业的成本,提高企业利益。本文虽只针对三台皮带机进行了小型的设计,但对大型皮带机启停设计、乃至皮带机的远程集控系统设计都提供了一定的思路,尤其对于传感器控制的启动,进一步完成了节能优化。
参考文献
[1] 王海军.带式输送机机载煤量自动匹配控制及节能分析[J]煤炭科学技术,2017,41(S2):246-249.
[2] 张振文,宋伟刚.带式输送机工程设计与应用[M].北京:冶金工业出版社,2015.
[3] 霍明明,安亚君,朱利.带式输送机输煤系统节能控制的設计[J].煤矿机械,2017,38(12):15-17.
猜你喜欢
山东工业技术(2016年24期)2017-01-12
电子技术与软件工程(2016年20期)2016-12-21
电子技术与软件工程(2016年20期)2016-12-21
计算机教育(2016年10期)2016-12-19
求知导刊(2016年30期)2016-12-03
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
