
烧结与熔炼焊剂焊接工艺性能及生产成本研究
2021-12-06 17:09李静宇李晓闯韩艳红吴庆富
装备维修技术 2022年3期
关键词:焊接工艺
李静宇 李晓闯 韩艳红 吴庆富

摘 要:为了探究烧结焊剂的焊接工艺性能,我们对烧结焊剂SJ101和熔炼焊剂HJ431进行了埋弧焊焊接工艺评定试验和焊接成本分析,试验结果表明:烧结焊接和熔炼焊剂均满足埋弧焊焊接质量要求,且烧结焊剂的焊接工艺性能更好。烧结焊剂SJ101和熔炼焊剂HJ431在桥、门式起重机生产制造中的应用试验证明:采用烧结焊剂代替熔炼焊剂切实可行,烧结焊剂的经济性更好。
关键词:烧结焊剂;熔炼焊剂;焊接工艺
埋弧焊具有焊接生产率高、焊接质量稳定、劳动条件好、自动化程度高等特点而广泛应用于各类重型机械产品制造中。埋弧焊常用的焊剂有两种,分别为烧结焊剂和熔炼焊剂,烧结焊剂电弧燃烧稳定,焊缝成型美观,易脱渣,可有效提升生产效率,综合成本较低;熔炼焊剂抗热裂纹性能好,具有一定的抗潮能力,但不易脱渣,影响班组生产效率,且综合成本较高。为了进一步研究两种焊剂在起重机制造中的应用情况,同时降低企业的生产成本,本文开展了两种埋弧焊焊剂工艺性能评定试验来检验二者的焊接工艺性能,探究我公司产品制作所用埋弧焊焊剂大规模采用烧结焊剂替代熔炼焊剂的可行性。
1 烧结焊剂与熔炼焊剂性能对比
1.1 烧结焊剂SJ101和熔炼焊剂HJ431的化学成分对比
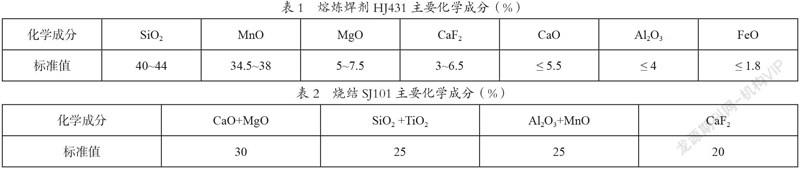
我公司产品生产制造使用的埋弧焊焊剂牌号为SJ101与HJ431,二者主要化学成分见表1、表2。
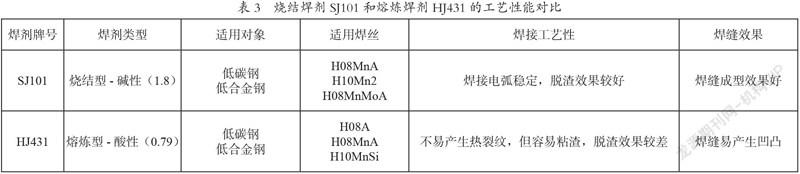
1.2 烧结焊剂SJ101和熔炼焊剂HJ431的工艺性能对比
烧结焊剂常温下呈灰白色近圆颗粒状,松装密度较小,焊剂易于回收;熔炼焊剂则表现为深棕或亮黑色玻璃颗粒状,松装密度较大,二者工艺性能见表3。
2 烧结焊剂SJ101与熔炼焊剂HJ431焊剂埋弧焊接工艺评定试验
本次试验参照GB 50661-2011钢结构焊接规范进行,试验内容包括两种焊剂对接接头的力学性能试验、工艺性能检测以及焊接成本试验三项,在试验结果满足焊接工艺要求的前提下,探究相同长度焊缝两种焊剂的实际消耗量,最终得到二者的焊接成本对比结果。
2.1 试验材料、焊接设备及参数
本次试验选用焊接材料参数见表4,SJ101焊剂350℃烘干2h处理,HJ431焊剂250℃烘干2h处理。焊机型号为KZ-4数字化埋弧焊机,控制焊接电流参数为450~560A,电压30~35V,焊接速度25~32m/h。
2.2 试验项目及检查内容
1)力学性能试验:检测项目包括试板外观检验、焊缝超声波探伤检测(UT检验)、金相分析检测、力学性能试验(拉伸2件,弯曲4件,冲击2组)。
2)工艺性能试验:检测项目包括焊缝外观质量、焊渣外观质量、脱渣情况、电弧稳定性。
3)焊剂成本对比试验:选取我公司某型号主梁腹板作为试验工件进行焊接成本试验,控制焊缝长度10m,记录两种焊剂的消耗量和产生的焊渣重量,进行成本估算。
3 试验结果与分析
1)烧结焊剂SJ101与熔炼焊剂HJ431埋弧焊力学性能试验结果见表5。
由表5可知,烧结焊剂SJ101与熔炼焊剂HJ431的外观质量正常;UT检验无可记录缺陷,符合GB/T29712-2013 2级验收要求;金相分析检验在焊缝区、热影响区均无可见的裂纹、未融合等缺陷;焊缝区的平均冲击吸收功和热影响区的平均冲击功均远高于规定值,母材厚度为14mm时,两种焊剂对应的试板平均冲击吸收功数值相同,母材厚度为40mm时,SJ101焊剂的试板平均冲击吸收功数值高于HJ431焊剂的试板平均冲击吸收功数值;两种焊剂对应试板的抗拉强度均大于母材规定值的最小值;彎曲试样拉伸面上的焊缝和热影响区内,沿任何方向均未发现长度大于3mm的开口缺陷。以上分析结果证明,烧结焊剂SJ101和熔炼焊剂HJ431的试样各项检验结果均满足焊接工艺要求,且烧结焊剂SJ101在板厚为40mm时抗拉强度和平均吸收功值高于熔炼焊剂HJ431。
2)采用我公司某型号主梁腹板作为试验工件进行焊接成本试验,通过焊接过程记录和焊后观察发现,烧结焊剂SJ101焊接时电弧燃烧更加稳定,焊接产生的烟尘更少,无呛人气味,在焊接过程中可自动脱渣,焊接工艺性能良好,焊缝表面成形饱满美观。两种焊剂产生的焊渣正反面对比情况见图1,脱渣情况见图2,焊缝表面质量见图3。
烧结焊剂SJ101产生的焊渣呈白色棒条状,焊渣与焊缝接触面纹路清晰均匀,在焊接过程中可自行脱渣,自动脱渣长度最大为1.6m,脱渣性能优异;HJ431焊剂产生的焊渣呈黑色棒条状,焊渣与焊缝接触面产生一定数量大小不均的气孔,且无自动脱渣情况,需班组施焊人员手动脱渣,影响班组生产效率。
由表6中结果可知,埋弧焊实际焊接过程中均会产生无法避免的操作损耗,但烧结焊剂的利用率高于熔炼焊剂,且烧结焊剂易于回收。焊接相同长度的焊缝时,烧结焊剂的使用量更少,较熔炼焊剂节省约18%。目前市面上某品牌烧焊焊剂SJ101的价格比熔炼焊剂HJ431低6%左右,假设我公司埋弧焊熔炼焊剂的年消耗量为300吨,若全部使用烧结焊剂代替熔炼焊剂,则可节约成本22.68%,经济效益可观,因此烧结焊剂SJ101的经济性显著优于熔炼焊剂HJ431。
4 烧结焊剂在起重机制造中的应用
根据焊接工艺评定试验结果编制相应的焊接工艺规程,采用烧焊焊剂SJ101与焊丝H08MnA焊接我公司某型号起重机主梁纵缝及卷筒环缝,对焊缝进行外观质量检查、磁粉探伤等检验,检验结果满足《钢结构焊接规范》、《桥、门式起重机结构件焊缝外形尺寸技术要求》、《起重机设计规范》要求。实践证明采用烧结焊剂代替熔炼焊剂切实可行,且烧结焊剂的经济性更好。
5 结论
1)两种焊剂的焊接工艺评定试验结果表明,烧结焊剂SJ101和熔炼焊剂HJ431的焊接工艺性能良好,均能满足我公司产品的焊接质量要求,且烧结焊剂SJ101对应的焊缝抗冲击性能更强。
2)与熔炼焊剂HJ431相比,烧结焊剂SJ101的脱渣性能更好,且焊接相同长度的焊缝,烧结焊剂SJ101的消耗量比熔炼焊剂HJ431节省约18%,综合成本降低22.68%,经济性更好。
参考文献:
[1] 蔡郴英,邱葭菲,汤国乐. 烧结焊剂、熔炼焊剂埋弧焊工艺试验及应用[J]. 铸造技术, 2016,37(06):3.
[2] 雷文娟,马可. 熔炼焊剂与烧结焊剂之比较[J].金属加工:热加工, 2012 (24):2.
[3] 刘攀,常国梁,张欣耀,等. 我国焊接药剂化学分析标准体系现状与发展[J].冶金分析, 2020,40 (11):13-21.
[4] 罗月,王伟刚. 我国焊接生产情况分析及技术发展方向研究[J].产业与科技论坛, 2017,16 (9):2.
[5] 王成文,王保义. 埋弧焊烧结焊剂在重型机器生产中的应用[C].第二届中国北方焊接学术会议.
猜你喜欢
科技与创新(2017年1期)2017-02-16
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年23期)2016-11-04
科技视界(2016年1期)2016-03-30
中国高新技术企业(2015年22期)2015-06-15
中国高新技术企业(2015年10期)2015-03-19
