
基于照相测量与三维激光扫描组合测量系统精度探究
2021-12-06 17:09洪建强李浩田文昊党佳豪
装备维修技术 2022年3期
洪建强 李浩 田文昊 党佳豪
摘 要:本文在探讨摄影测量和3D激光扫描技术的基础上,构建了基于照相测量和激光扫描的测量系统,用高密度点云测量的方式来测试大尺寸工装。该项目应用中的测量精度与三坐标测量机作比较,为中国航空工程公司和技术人员提供参考和意见。
关键词:照片测量;3D激光扫描;测量系统;测量机
1照片测量原理及3D激光扫描技术原理
1.1照片测量原理
3D数据相机测量技术是一种基于数据可视化图像处理和高精度测量技术的新型高精度测量技术。照相测量系统软件采用结构光传感技术、测量技术和人工智能算法分析技术对整体目标进行多次多方位拍照,获取数据图像信息内容,再对点云空间坐标进行校正根据三角测量原理。照相测量分为单机测量和双相机测量系统。文中选用的进口相机和测量设备公差精度为5μm+5μm/m,其中郑州辰维CIM3相机公差精度为3μm+3μm/m,sigma值为1。
1.23D激光扫描原理
线激光手持式3D扫描仪基于三角测量的基本原理。它具有内置校正功能。工作时,它利用回光标记点贴在被测物体上并引导激光线。2个摄像头捕捉瞬时3D扫描数据信息。光源直接照射在被测物体上产生反射和折射,根据软件重构为3D点云数据。可以根据照片测量得到标志点的平面坐标,并将其引入3D激光扫描,可以显著提高扫描精度。文章中使用的扫描机设备的公差精度为:0.02mm+0.1mm/m。
2组成测量测试执行的全过程
为加强对拍照和扫描测量精度的验证以及尺寸对精度的影响,选用大型模型进行测量测试。模型长8m,宽1.3m,设计有型面、刻线、法向孔和垂直孔具有要测量的象征性因素。使用公差精度为4.5μm+6.5μm/m的10米测量机对工装的外观设计进行测量,实测的数值假设为模型的真实值。为了对比结果更精确,每50毫米设置一个测量点。模型测试面共有1946个测量点。
2.1测量前的准备
在相机测量之前,必须根据反光标记对测量因素进行整体定位。照机测量系统软件只能识别反光标记或激光投影仪投射的点,不能立即测量被测元件的测量点。根据布局人工标点,强烈推荐标志直径,同时,3D激光扫描仪扫描时需要粘贴标记点。由于机器设备识别的反光点不同,反光点的厚度不同,拍照测量的反光标记3D激光扫描仪是无法识别的,但常用的是3D激光扫描仪的标志点,照相测量能够识别其标志点。
2.1.1编码点和测点布置
单台相机无法表示被测物体是三维物体。照片必须用编码标记点拼凑在一起。规定每张照片必须至少有6个编码标记点,每两张照片重叠编码不少于4个点。本次调查中,每0.5米设置一个编码标记点。编码点以“田”字排列,布局合理,对被测因素具有有效的包容。
为了更好地保证测量的准确性,反光标志与被测的物体的尺寸比例必须在一定范围内。每张照片中反光标志的尺寸应不小于3*3分辨率,反光标志至少应保证整体目标区域的尺寸为1/1000(强烈建议1/500以上)。标记点和编码点的直径均为6毫米。被测反射标记点按测量机测量点位排列。
2.1.2创建标准尺
照相測量得到的点云模型只是一个等比例的缩放体。因此,必须增加一个标准限制来还原点云的真实规格,并且可以测量详细点云模型的规格信息内容。在整个测量过程中要使用两个以上的标准尺,软件对参考长度进行调整计算,多个参考长度可以合理识别并防止参考规则本身的错误。参考尺应与被测物体的尺寸尽可能大。激光跟踪器用于创建大容量测量的虚拟参考标尺,本次利用测量机下模具参考点的平均误差创建3个虚拟参考标尺。10毫米TOS目标已转换。
2.2照片拍摄
通过拍照测量对模具上的目标点和编号点进行拍照,校正模具上的标记点坐标,去除扫描标记重新测量,作为手持激光器的选定点坐标扫描器。
2.3三维激光扫描
将相机测量系统软件创建的扫描测量控制网的点坐标导入扫描仪手??机软件中,设置扫描点距离,即可从模具的任意部位逐步扫描测量云数据。使用手机软件进行数据网格管理解决方案,去除噪声、修复网格图、删除不需要的数据、简化数据等实际操作。严禁对扫描数据进行过度平滑和超大规模去噪。
2.4数据分析
验证每台相机的精度,多台相机拍摄数据的重复性,平面坐标与物理模型转换误差的统计分析,与理论模型即时对比的结果,最佳线性的结果与理论模型拟合等。在水平上进行综合分析,利用三坐标测量值验证照片测量、激光扫描测量的精度如下图。为了防止最佳线性拟合优化算法出现多个标准值的线性拟合偏差,本次比较采用工作服标准孔坐标两端对齐的方法对数据进行统计分析。
3试验结论
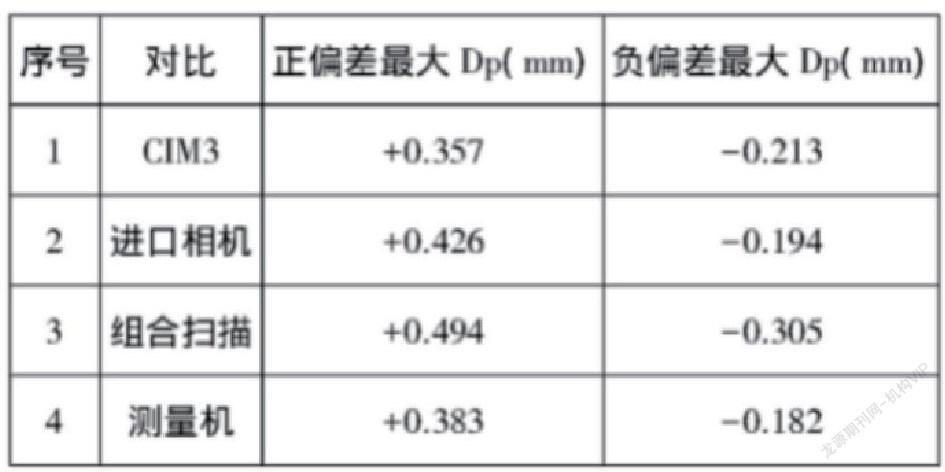
照片测量对于室内空间长度测量更准确。CIM3相机和测长机在414.542mm到2101.533mm五个长度范围内使用,偏差大0.019;4组与数学模型的对比数据信息有较大偏差,具体数值见下表。
进口相机三维测量偏差在8米以内。与测量机的测量结果相比,正差为0.043毫米,落差为0.012毫米。相机的测量精度满足机器设备允许误差的指标值。同时,它在手机中。在软件中,点云数据可以进行5次调整,其RMS没有明显降低。测量由照相测量和三维激光扫描组成。三维测量偏差为0.111mm,与测量机测量结果相比,在7.5米范围内负偏差大于0.111mm,显着提高了扫描精度。
结束语
拍照测量精度高、速度快、便携,集成3D激光扫描。它可以测量间隔0.2毫米的云数据相对密度的大型零件的外观设计。同时,它可以快速怀疑机场是常见故障。进行诊断对连接从设计方案、制造到安装和测量的整个数据步骤具有主动作用,是电容网格测量的超强补充。
参考文献:
[1]吴建帮,赵忠明.普通数码照相测量在岩移模拟实验中的应用[J].能源与环保,2018,40(08):108-112.
[2]李旭.基于基准特征照相测量反馈的制孔定位技术[D].南京航空航天大学,2018.
[3]曾媛,钱晓晨,顾页妮,韩朝霞,陶春先.基于傅里叶变换的数字散斑照相测量[J].光学仪器,2018,40(01):1-7.
猜你喜欢
中国典型病例大全(2022年7期)2022-04-22
科技研究·理论版(2021年20期)2021-04-20
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
计算机应用(2016年10期)2017-05-12
电子技术与软件工程(2016年24期)2017-02-23
中国动物保健(2015年4期)2015-10-21
现代营销·经营版(2015年3期)2015-04-20
现代营销·经营版(2013年5期)2013-05-14
计算机世界(2009年35期)2009-11-17
职业·中旬(2009年12期)2009-06-01
