
电加工发展现状研究综述*
2021-12-03 05:56马秋野
机械研究与应用 2021年5期
马秋野
(安徽理工大学 机械工程学院,安徽 淮南 232001)
0 引 言
电加工作为一种特种加工技术,在一些普通机械加工难以完成的场景有着广泛的应用,尤其是在航空航天、医疗器械等对加工精度和质量要求非常高的领域应用较为普遍[1-3]。随着相关领域的发展和对加工质量的要求不断提升,电加工技术越来越被人们所重视起来。
电加工经过长久以来各国学者的研究,发展成为了主要包括电火花加工、电化学加工和二者兼有的电化学放电复合加工的一种加工技术。笔者将从这三种主要技术入手,介绍他们的发展情况及国内外研究现状,总结其自身的优缺点,并对未来电加工的可能的发展趋势进行了展望。
1 电火花加工
1.1 普通电火花加工
电火花加工经过半个多世纪的发展,已经成为一种重要的加工技术。电火花加工中工具和被加工工件之间不存在直接接触,它依靠热能蚀除工件表面材料。并且加工过程中没有宏观切削力,一般用来加工导电材料,尤其是一些难加工的金属材料[4]。
哈尔滨工业大学的郭成波[5]等人进行了电火花铣削TC4钛合金的实验,设计了几组正交实验来分析主要加工参数对加工结果的影响并采用优化后的参数进行铣削实验,加工效率高达9 000 mm3/min并且大大降低了电极损耗。白宇飞[6]等人利用ANSYS软件对电火花加工中的温度场进行了仿真分析,并对材料去除率的仿真结果做了修正,仿真结果和实验结果误差在10%以内。
1.2 微细火花加工
上个世纪末期开始,随着相关领域技术的发展,微细电火花加工技术已经逐渐成为各国学者研究的热点领域[7]。
相比常规电火花加工,微细火花加工可以获得更高的加工精度,更适合用于微孔等对表面质量要求高的微加工[8-9]。徐斌[10]等人利用DLOM技术制备出三维队列微电极,用来进行三维微型腔的微细电火花加工。加工质量好,表面粗糙度低,并且提高了加工效率,降低了电极损耗。刘晓萌[11]等通过一套高速采集系统采集微细火花放电中开路、火花放电、短路等不同放电状态的电流、电压信息,分析了各放电状态的频率特性并借助LABVIEW软件实现了对各放电状态的识别,有利于加工的稳定、高效进行。
2 电化学加工
电化学加工可根据加工原理分为增材制造技术-电铸和减材制造技术-电解加工[12]。
电解加工是通过阳极溶解实现对工件的加工,加工过程中无工具电极损耗、无重铸层且加工质量高[13]。图1为不同方式电解加工示意图。

图1 拷贝式电解加工[13]
黄绍服[14]等人利用电化学微加工技术在镍和镍基高温合金GH3030上进行了一系列实验,并成功加工出一些微结构。房晓龙[15]等人提出了一种旋转螺旋电极微电解加工方法,有利于加工中电解液的更新,提高了加工稳定性。王维[16]等人仿真了管电极电解加工的流场,分析了其对加工稳定性的影响,并采用优化的参数加工出了7×7的阵列孔,加工质量较好,如图2。
为了降低电解加工中气泡对加工精度的影响,周小超[17]等人采用气液两相流模型进行了仿真,优化了加工参数并进行试验,如图3。结果表明,加工精度得到了提高。

图2 采用群电极加工的阵列孔[16] 图3 参数优化前后的加工结果[17]
3 电化学放电加工
电化学放电加工(Electrochemical Discharge Machining, ECDM)是结合了电解加工和火花放电加工的一种复合加工技术,因此,加工中存在电极损耗。ECDM不仅可以加工金属材料,还可以加工玻璃、陶瓷等非导电材料[18]。
如图4为ECDM加工原理图。待加工工件被固定在工作液中并与电源正极相连,工具电极与电源负极相连。加工中,工具电极高速旋转,在电极周围形成一层气膜。当调整至合适的电压时,放电间隙被击穿,产生火花放电,以此来完成对工件的加工。
刘勇[19]等人研究了不同参数下ECDM加工超白玻璃的试验,探讨了加工机理,并用优化后的参数进行了阵列微孔的加工,提高了微孔入口、出口质量,如图5。
魏臣隽[20]等人提出一种基于ECDM的电化学放电修整技术(ECDD)对微砂轮进行修整,显著降低了加工中的磨削力(图6)。提升了加工质量和工具使用寿命。加工中施加电压为32 V。
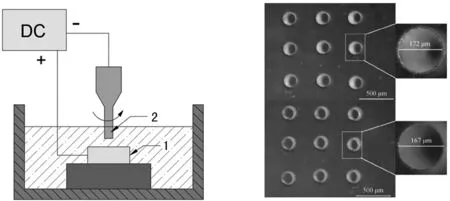
图4 ECDM加工原理图 图5 阵列微孔入口(上)、出口(下)[19]

图6 修整前后法向和切向磨削力变化[20]
4 总结与展望
总结了近年来电火花加工、电化学加工和电化学放电加工等电加工的发展与应用情况,分析了他们的优势与不足,对电加工研究具有一定参考意义。
近年来,电加工发展迅速,在一些特定场合发挥着越来越重要的作用。但是电加工过程中可能会释放出一些有害气体,这对于操作人员和周围环境来说都是不友好的。随着人们对环境问题的日益重视,这个问题亟待解决。因此,电加工的绿色化是一个必然的发展趋势。
猜你喜欢
电加工与模具(2022年5期)2022-11-15
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
中国塑料(2016年4期)2016-06-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年7期)2015-10-14
城市道桥与防洪(2013年8期)2013-03-11
