
食品3D打印技术及其在肉类加工中应用的研究进展
2021-12-02 09:20杨耿涵黄明远徐幸莲
食品科学 2021年21期
杨耿涵,黄明远,徐幸莲
(南京农业大学食品科学技术学院,肉品加工与质量控制教育部重点实验室,江苏高校肉类生产与加工质量安全控制协同创新中心,江苏 南京 210095)
3D打印又称为增材制造(additive manufacturing,AM),是一种利用计算机辅助设计,将虚拟的数字模型转换为三维实体的快速成型技术[1]。由于3D打印技术能够满足模型设计和快速成型的高度专业化需求,目前在生物医药[2-3]、建筑制造[4]、航空航天[5]等领域都已开展了大量的应用研究。
在食品领域中,3D打印技术能够自由设计产品形状,摆脱传统生产中模具的束缚,有利于工厂小批量定制生产[6]。针对不同的个体或人群,食品3D打印技术能够实现对营养的精准控制,个性化定制营养餐食[7]。目前已有许多学者对各种食品的3D打印特性进行研究,诸如3D打印巧克力[8]、乳制品[9]、水产品[10]、果蔬制品[11]、肉制品[12]等均已被开发出来,使个性化营养逐渐成为可能。食品3D打印技术还可以对非传统食物资源进行开发利用,如一些富含营养物质的昆虫、藻类、细菌和真菌等,扩充蛋白质摄入来源[13]。近年来,研究热度颇高的培养肉也能够通过3D打印实现其组织结构和纹理的构建,未来还有望通过这项技术实现培养肉的工业化生产[14]。食品3D打印技术的应用还将带来食品工业产业链的全面升级。以肉类工业为例,食品3D打印技术通过优化处理工序、减少原料肉边角料浪费和交叉污染的发生,能够显著提高生产效率和产业利润[15]。
基于肉类原料的食品3D打印技术发展前景广阔,但与其他食品原料相比,其研究深度较浅,仍然需要进行大量的摸索。本文综述了肉类适印性的研究进展及其他动物源食品原料的研究现状,并对未来的发展方向作出展望。
1 食品3D打印技术的工作原理
3D打印技术有很多种类,大致可以分为7 种类型:1)光固化;2)材料喷射;3)黏结剂喷射;4)材料挤压;5)粉床熔融;6)薄片层叠;7)定向能沉积或激光金属沉积[16]。目前用于食品领域中较受认可的3D打印技术有4 种,分别是热熔/室温挤出、选择性激光烧结/热空气烧结、黏结剂喷射和喷墨打印。食物原料种类繁多,不同食品的配方更是复杂,实际应用中需要根据3D打印的工作原理,结合食物原料特性,选择适宜的食品3D打印加工方法[17]。
1.1 热熔/室温挤出
挤出型3D打印通过喷嘴将食品物料挤出,根据预先设定的路径移动,通过层层堆叠得到3D打印产品。对于加热时有良好流动性、常温下易凝固成型的原料可选用热熔挤出,该技术已被用于巧克力的生产制作[18];对于室温下有一定自我黏结成型能力的原料可选用室温挤出,如一些天然可打印食品原料奶酪和糖霜等[19],适用该类型原料的3D打印机主要有气动式、柱塞式和螺杆式,可根据食品原料的流动特性选用不同的挤出方式[20]。
气动式3D打印是利用压缩空气推动食品物料挤出,需要原料有较好的流动性,且对压缩空气的清洁度有很高的要求。由于气泵与物料盒相连,在添加食品物料时,需排清腔体空气,否则会产生空喷现象,影响打印流畅度和精度。柱塞式3D打印是利用柱塞推动食品物料挤出,因为柱塞的机械作用,可允许打印固体或半固体的食品原料,这种打印方式也存在物料添加不便的问题,使打印产品的尺寸受到限制。螺杆式3D打印是利用螺纹向前运动,带动食品物料蠕动挤出,这种打印方式可挤出流动性较差的食品物料,适合富含纤维的物料如肉制品的打印[21]。
1.2 选择性激光烧结/热空气烧结
烧结成型是利用激光或热空气作为烧结源,根据预先设定的烧结点,将粉床上特定区域熔融,使粉床下沉一层,然后铺上一层新的粉末,重复以上步骤,烧结材料形成产品部分,未烧结粉末留在原位支撑结构[22]。相比于热空气烧结,激光烧结存在无法预测的食品安全问题。激光粒子可能会使食品中的物质发生变化,需要进一步研究激光性能对食品中物质的影响[23],该类型的打印技术可在短时间快速制造出形状复杂的产品,打印结束即完成成型,不需要后固化。缺点是目前只适用于熔点较低的糖基和脂肪基食品材料,并且由于涉及到许多变量,制造过程和机器结构都较为复杂[17]。
1.3 黏结剂喷射
黏结剂喷射是通过向粉床指定位置喷射黏结剂,黏结剂促使相邻的粒子融合或产生交联,形成一个二维薄片,待薄片凝固后,粉床下降一层,再铺设新的粉层,二维薄片层层堆积最终形成三维实体[24]。未黏结的粉末在打印过程中起支撑作用,打印结束后可回收再利用。一般会在制作之前喷射一层水雾,用来稳定粉层,防止黏结到未指定喷射的区域。该类型打印技术具有打印速度快、材料成本低等优点,但是存在打印精度低的问题,常用于打印糖果或蛋糕。然而含糖量高且营养价值低的食品并不符合如今健康饮食的趋势,高糖饮食容易引起肥胖和糖尿病,这极大地限制了该技术的市场潜力[25]。
1.4 喷墨打印
喷墨打印是从注射器式喷嘴中按需滴出液滴,液滴在重力的作用下滴落沉积[26]。不同于上面几种技术的逐层打印,喷墨打印采用局部形成整体的打印方式,主要用于装饰或图案填充[27]。由于喷墨打印具有打印速度快、可定制简单二维图案的优点,目前已用于工业化生产饼干、蛋糕或糕点等。
2 肉类3D打印的研究进展
2.1 肉类原料的适印性研究
实现肉类的3D打印,需要对原料的适印性进行评估。食品原料的适印性是指物料有足够的流动性从喷嘴中挤出,且在整个打印过程中具有一定成型性,打印后的产品有良好的结构精度[28]。巧克力、糖霜和奶酪等天然可打印材料一般通过改变温度就能打印出具有良好结构和精度的产品,而肉类等非天然可打印材料则需要通过改变其流变特性和打印参数等来实现。表1总结了3D打印技术在动物源食品中的研究现状。

表1 3D打印技术在动物源食品中的研究现状Table 1 Current status of the application of 3D printing technology in animal-derived foods
2.1.1 流变学特性
具有假塑性流体性质的食品原料是挤出式3D打印的理想材料。假塑性流体具有剪切稀化行为,其黏度会随剪切速率的增加而降低,因而容易挤出。同时,在其线性黏弹性区域内,储能模量要高于损耗模量,打印后的产品能够形成具有一定强度的凝胶/类凝胶结构,即物料的黏度必须在高剪切速率下足够低,以允许流出喷嘴,又要在打印后快速恢复高黏度,以便在沉积后支撑结构[38]。肉类原料具有剪切稀化行为,有一定的适印性,但并不足以打印出具有高精度的产品,需要进一步对其流变特性进行优化。2010年,Lipton等[39]首先对肉类原料的适印性进行了研究,他们向火鸡肉糜中添加转谷氨酰胺酶(glutamine transaminase,TG),提高了肉糜凝胶的储能模量,成功打印出具有一定形状的芹菜夹心火鸡肉制品(图1)。但该产品仍不能长时间维持形状,需要在打印后尽快进行烹饪。Wang Lin等[31]通过向鱼糜中添加NaCl,降低了鱼糜凝胶的表观黏度,使其表现出更强的弹性行为,从而显著提高了鱼糜的适印性。此外,卡拉胶、魔芋胶、酪蛋白酸钠、淀粉等水胶体也能影响肉的流变性,具体的添加量和复配比例需要进行进一步的探索[40-41]。Lipton等[42]认为,必须使用食品添加剂来改变非天然可打印食品原料的流变学特性。然而,Portanguen等[43]认为仅仅为了使食品物料适合打印而添加食品添加剂并不是一个合适的做法,现如今的消费者更倾向于选择含有更少量添加剂的食品。

图1 利用双喷头挤出型打印机打印芹菜夹心的火鸡肉制品[39]Fig. 1 Printing turkey meat products filled with celery using a dualnozzle extrusion printer[39]
2.1.2 打印参数
Kim等[44]发现食品原料的适印性并不仅与流变特性有关,还涉及到众多因素,包括打印参数和打印温度等。由于流变学特性存在差异,不同食品原料的最佳参数不同。Hao等[45]建议将打印速率、分层高度、喷嘴直径、流量和填充密度作为影响打印结构几何精度的关键参数。打印速率即喷嘴在打印过程中沿所设路径移动的速率[46]。一般来说,打印速率越慢,挤出线条越能精确地沿着所设路径铺设,产品的精度就越高,但花费的时间更久;打印速率越快,挤出线条还未到达所设路径上便被拖拽开,产品的精度就会降低。喷嘴直径是指挤出喷嘴尖端的内径。由于压力作用,肉糜从喷嘴尖端挤出后会发生膨胀,导致失去原先设置的尺寸。通过对流量和填充密度的限制,可以找到喷嘴直径与流量和填充密度间的平衡点,获得相对可接受的精度[47]。Wang Jiwen等[48]研究发现,流量决定了单位时间内沉积材料的体积,流量越大,单位时间沉积的体积就越大,打印出的线条就越粗。Dick等[29]研究了不同填充率对打印复合层牛肉的影响,通过控制肉糜层和猪油层的填充率发现较高的填充率下样品向内收缩的程度较低,样品的水分保留率也有所提升,但在高填充率的情况下,由于重力作用,打印的尺寸偏差也较大(图2)。在高填充率的情况下,由于重力作用,打印的尺寸偏差较大。同时,填充图案的选择也至关重要,一个好的填充图案可以更好地支撑起整个三维结构。Dick认为最大的挑战之一是开发适合打印的肉糜配方,合适的配方与加工参数的良好组合会提高打印物料的可挤出性和后成型性[29]。
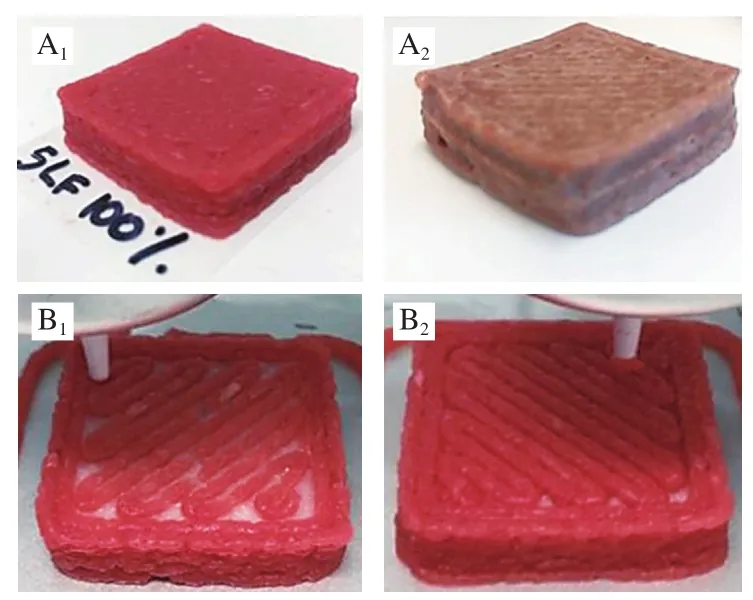
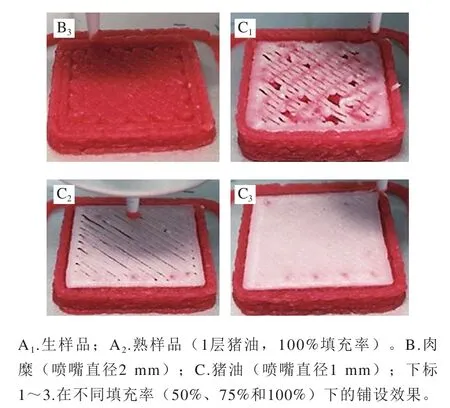
图2 3D打印复合层肉类模型[29]Fig. 2 3D Printed multi-layered composite meat models[29]
2.2 增强肉类原料适印性的物质
2.2.1 食盐
食盐能够溶出肉中的盐溶性蛋白,加强蛋白之间的静电斥力,促进肌球蛋白和肌动蛋白交联形成复杂的凝胶网络结构,提高肉糜的保水性和凝胶强度[49]。在肉类3D打印中,食盐不仅是一种调味剂,更是一种能够提高肉糜可挤出性和后成型性的添加物。Wang Lin等[31]在对鱼糜3D打印方法的研究中,通过向鱼糜原料中添加1.5%(以原料质量计,后同)NaCl实现复杂形状的3D打印。流变学分析结果表明,鱼糜凝胶的表观黏度、储能模量和损耗模量都随着NaCl含量的增加而降低,流动性逐渐增强,提高了鱼糜的挤出能力,促进了层与层之间的黏合。NaCl还使鱼糜凝胶呈现出更均匀、致密的微观结构,提升了凝胶的保水性,改善了后续沉积的结构强度。Dick等[29]在开发具有复合层牛肉制品时,也向牛肉糜中加入了1.5% NaCl和0.5%瓜尔豆胶,结果表明,NaCl促进了肉糜中肌原纤维蛋白的溶出,提高了肉糜浆料的结合度和稳定性,瓜尔豆胶则是协同NaCl提高肉糜凝胶的黏度和弹性。
2.2.2 转谷氨酰胺酶
转谷氨酰胺酶是肉品工业中常用的一种品质改良剂,它能够催化蛋白质分子间发生交联,从而改善蛋白质的结构和功能特性,对肉制品的流变性、保水性、黏弹性和胶凝性等都有积极的影响[50]。Sadeghi-Mehr等[51]研究了TG-NaCl冷黏结体系对猪肉糜流变学特性的影响,在4 ℃下反应20 h后,TG显著提升了猪肉糜保水性,使肉糜具有良好的黏弹特性。TG在提高肉糜储能模量的同时,也带来了挤出困难的问题。Dong Xiuping等[32]向马鲛鱼糜中分别添加0、0.1%、0.2%、0.3%和0.4%的TG,评价了TG对马鲛鱼糜成型效果的影响。结果表明,0.2%和0.3%的TG可以提高鱼糜的储能模量,增强鱼糜的硬度、内聚性和恢复性,但添加量达到0.4%时反而由于过高的硬度对成型精度产生不利的影响。另一方面,TG的添加还会造成更高的蒸煮损失。
2.2.3 脂肪
脂肪是由甘油和脂肪酸组成的甘油三酸酯。甘油三酸酯的组成和结构,例如脂肪含量、熔点范围、固体脂肪指数和晶体结构等会影响肉制品的功能特性,可通过改变甘油三酸酯的组成来调节沉积层的熔点,使其在理想的温度下凝固,提高产品的自支撑能力[52]。脂肪在挤压系统中还起着润滑剂的作用,这有利于肉糜凝胶的挤出,但也会导致更大的蒸煮损失,在具体的食品配方中需要根据脂肪的类型和其他成分来确定合适的添加量[53]。
2.2.4 亲水胶体
在食品工业中,亲水胶体常作为增稠剂和胶凝剂使用。向肉糜原料中添加亲水胶体,能够改变肉糜的流变性,是提升肉糜适印性的有效手段。Dick等[12]研究了黄原胶和瓜尔豆胶及其复配对熟猪肉糜3D打印效果的影响。结果表明,黄原胶引发三糖侧链与葡萄糖主链间的缔合,降低了黏度的损失;瓜尔豆胶使水分子与半乳糖侧链发生交联,引起体系黏度的增加。与不添加亲水胶体的对照组相比,添加亲水胶体提高了肉糜的黏度、储能模量和损耗模量。Chen Jingwang等[54]研究了明胶在富含蛋白质食品配方中的作用机制,发现明胶是通过自身凝胶化使原料具有类似明胶的性质,从而改善样品的硬度、弹性和咀嚼性,提高原料适印性。为研究乳蛋白的3D打印特性,Liu Yaowei等[36]在酪蛋白酸钠溶液中加入浓缩乳蛋白来制备乳蛋白复合凝胶。流变学分析结果显示,乳蛋白复合凝胶具有剪切稀化行为,其表观黏度、触变性和屈服应力随蛋白含量的增加而增加,在总蛋白质量浓度为400~450 g/L时获得最佳打印性能。
3 肉类3D打印的应用前景
3.1 个性化营养
不同人群对于不同营养物质的需求是有差异的,统一的“标准”健康饮食并不能适合每一类群体,个性化营养才能满足不同个体对营养物质的需求[55]。家用型食品3D打印机的普及还很遥远,目前切合实际的策略是针对不同人群划分来定制营养。通过改变食品组成成分和质构,可为老年人、运动员和孕妇等人群个性化定制餐食[56]。老年人由于牙齿老化,咀嚼吞咽肉制品存在困难,一般只能食用搅碎的糊状肉糜,这种无定形的肉糜制品会引起极差的饮食体验。而人体长期不摄入肉类蛋白质容易导致免疫力下降,并伴随产生一系列营养缺乏症[57]。通过食品3D打印技术,可以降低肉的硬度和咀嚼性,塑造一些更吸引人的形状,既方便老年人及有咀嚼吞咽困难的人群食用,又能提升他们的饮食体验[58]。食品3D打印技术可以通过向食品原料中添加功能成分或从中去除特定物质从而为对特定成分敏感人群提供个性化食品,这种将食用与医疗相结合的产品称为特医食品,被定义为满足进食受限、消化吸收障碍、代谢紊乱或者特定疾病状态人群对营养素或者膳食的特殊需要,经专门加工配制而成的配方食品[59]。特医食品在中国起步较晚,随着老龄化社会的到来,人们对营养知识的关注日益增加,越来越多的人开始重视患病期间的营养健康状况[60]。利用3D打印可以结合患者生理上的需求,精准控制营养成分,为患者提供适合其身体状况的食品。3D打印未来在食品领域的部分应用前景如图3所示。
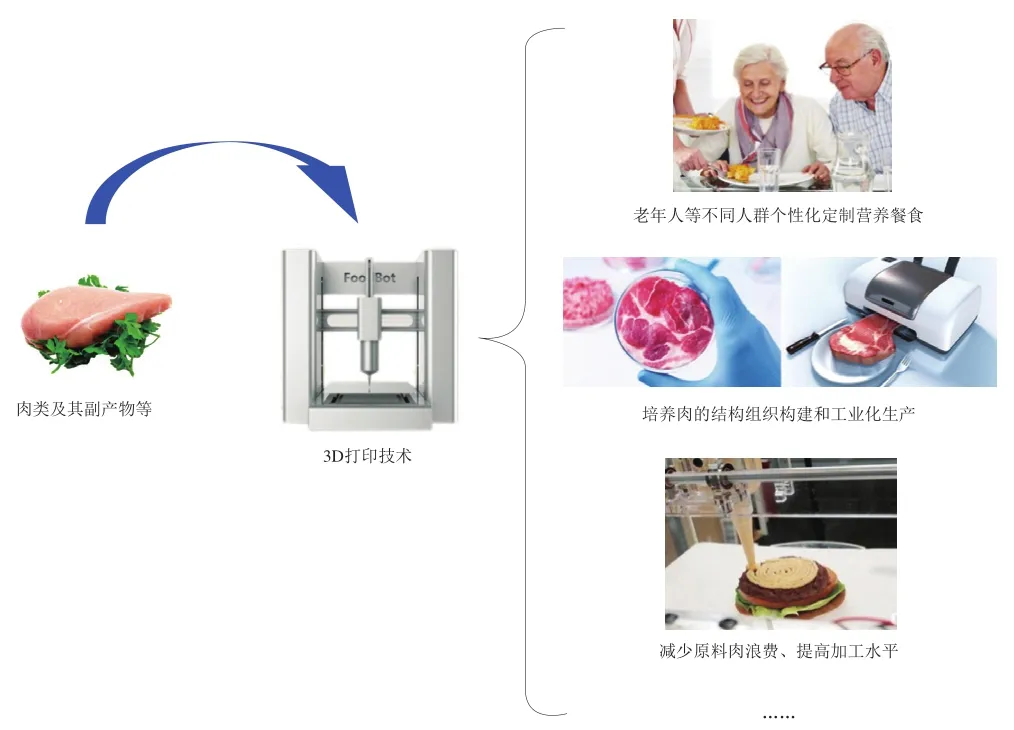
图3 肉类3D打印的应用前景Fig. 3 Application prospects of meat 3D printing
3.2 培养肉生产
培养肉是一种利用动物胚胎干细胞进行体外大量培养而获得的由肌肉组织、脂肪组织等组成的肉类[61]。在肉类需求量与环境恶化的双重压力下,绿色高效的培养肉技术得到飞速发展。目前培养肉的生产仍处于实验室研究阶段,生产的培养肉多为无定形的肌肉组织,感官属性较差。利用3D打印技术可以模拟“真肉”的结构和纹理,通过构建可食用支架,实现培养肉肌肉组织的三维化。未来还有望实现细胞与支架的混合打印,直接打印出大块肌肉组织,实现培养肉的工业化生产[62]。培养肉技术虽然能够缓解畜牧业因肉类生产所带来的问题,但目前消费者的接受程度并不高。未来仍需不断提高培养肉的口感、外观和风味等感官属性[63]。
3.3 产业链升级
在如今食物需求量持续增加的严峻挑战下,不仅需要开发新的食物资源,也要对传统肉类工业产业链进行升级。根据联合国粮农组织(Food and Agriculture Organization of the United Nations,FAO)报告显示,全球生产的供人类消费的所有食品中,有1/3因处置不当而被丢弃或浪费,其中一部分食物浪费产生于加工阶段[64]。食品加工过程造成的浪费主要表现在加工水平低下、过度精细加工、搬运作业损失、制造与库存过量等方面[65]。食品3D打印技术的应用能够有效防止加工浪费的产生,全面升级食品加工产业链。以肉类工业为例,利用食品3D打印技术能够显著提高加工水平,有效利用因肉类分级而产生的肉沫、肉渣等边角料,一次工序即可完成加工,避免了交叉污染和过多的搬运作业;还能根据不同要求自由设计个性化形状,进行小规模定制生产,防止因过量制造引起库存堆积浪费[38]。
4 结 语
实现肉类3D打印仍存在诸多挑战:1)需要对3D打印肉制品的后处理性进行探究,要求打印后的产品能经受住烹饪而不变形;2)混料配方是目前食品3D打印的热点,要考虑肉类与其他食品原料组成的多样性,探究配方中不同组分与3D打印之间的相互作用和影响机制;3)仍需不断提高3D打印产品的感官属性,保留产品原有的口感风味及营养价值;4)亟需开发功能强大的专一性食品3D打印机,这将有力推动3D打印技术在食品领域中的发展;5)基于互联网的食品3D打印智能平台也有待开发。未来,食品3D打印机或将走进工厂和家庭,消费者可通过简洁的操作界面,根据人工智能健康监测系统提供的数据,在平台上实现个性化搭配营养膳食,自行进行有趣的食品3D打印。
猜你喜欢
今日农业(2022年16期)2022-11-09
食品与发酵工业(2022年19期)2022-10-17
乳业科学与技术(2021年4期)2021-08-10
乳业科学与技术(2021年4期)2021-08-10
乳业科学与技术(2021年3期)2021-08-09
食品与发酵工业(2021年12期)2021-07-05
陶瓷学报(2021年1期)2021-04-13
食品科学(2020年22期)2020-12-13
军事文摘(2020年20期)2020-11-16
陶瓷学报(2020年3期)2020-10-27

- 食品科学的其它文章
- 天然抗氧化剂对鱼糜及鱼糜制品抗氧化能力及品质影响的研究进展
- 茶多酚对小麦淀粉理化特性和面包品质的影响及机理
- 运动对苏尼特羊脂肪代谢和肉品质的影响
- 升温方式对鲢鱼肌球蛋白结构和理化性质的影响
- Thermal Unfolding and Aggregation Process of Recombinant Staphylococcal Enterotoxin M (rSEM) Associated with Potential Toxin Responsible for Staphylococcal Food Poisoning
- 小米麸皮水溶性膳食纤维-Cr(III)配合物的合成、表征及其体外抗氧化活性