输送型真空发生器在杂物分拣中的应用
2021-11-28 20:30张伟花宇金军辉
今日自动化 2021年8期
张伟 花宇 金军辉

[摘 要]在卷煙烟丝加工过程中,需要控制工业机器人将视觉识别技术检测到的杂物分拣出去,相对夹持或表面吸附方式,输送型真空发生器具有工作周期短、拣杂失败率低等优点。依据输送型真空发生器的工作原理,针对一个卷烟生产中烟叶杂物分拣的实际案例,论述真空发生器在工程应用中的口径、吸取距离、压缩空气流量、输送管道弯曲高度等参数的计算确定过程。
[关键词]杂物分拣;真空发生器;伯努利原理
[中图分类号]TB75 [文献标志码]A [文章编号]2095–6487(2021)08–00–02
[Abstract]In the process of cigarette shredded tobacco processing, it is necessary to control industrial robots to sort out the debris detected by visual recognition technology. Compared with the clamping or surface adsorption method, the conveying vacuum generator has a short working cycle and a low failure rate of picking. Etc. Based on the working principle of the conveying vacuum generator, the article discusses in detail the diameter, suction distance, compressed air flow rate, and bending height of the conveying pipe of the vacuum generator in a practical case of tobacco debris sorting in cigarette production. The calculation and determination process of the parameters.
[Keywords]sorting of debris; vacuum generator; bernoulli principle
本文通过输送型真空发生器的原理分析,针对不同规格杂物、不同应用工况环境下对气源要求,以及应用时相关环境参数的计算,论述了输送型真空发生器在杂物分拣中的应用。
1 输送型真空发生器工作原理
1.1 伯努利原理
伯努利方程是理想正压流体在有势体积力作用下作定常运动时,运动方程沿流线积分而得到的表达运动流体机械能守恒的方程。对于重力场中不可压缩均质流体,方程为p+ρgh+(1/2)×ρv2=c,式中,p、ρ、v分别为流体的压强、密度和速度;h为铅垂高度;g为重力加速度;c为常量。由于对于气体,可忽略重力,方程可简化为p+(1/2)×ρv2=常量(p0),各项分别称为静压、动压和总压。显然,流动中速度增大,压强就减小;反之,压强就增大。
1.2 真空发生器内部静压分布
输送型真空发生器内部剖面与静压分布见图1。
如图1所示,压缩空气从真空发生器入口进入,在内部由一圈圆柱状小口喷出,产生流速很大的气流,根据伯努利原理,气流流速越大,压强越小,所以导致管道中有压强很小的蓝色部分,外部为大气压,位于真空发生器底部的物体受到上下压强差被吸起。
2 真空发生器工作参数计算
2.1 被拣杂物样本规格
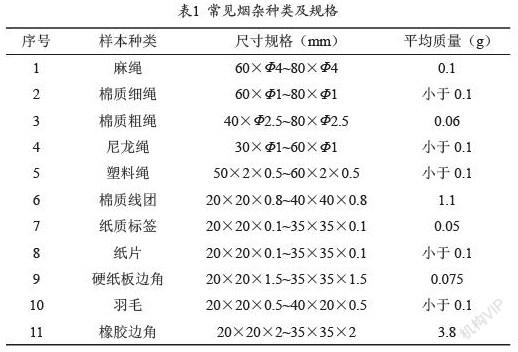
混杂在烟叶中的杂物主要分为金属杂物和非金属杂物,通常金属杂物由生产线上的金属探测器检测并通过翻板等机构被剔除。本项目研究对象针对非金属杂物,表1列出了在卷烟生产中常见的杂物种类及其规格。
2.2 真空发生器开口直径选择
根据表1 可知,对于“麻绳、纸片”等大部分柔软杂物,在受到外力挤压作用后其尺寸将变小,而对于“硬纸板边角、橡胶边角”等少数质地较硬的杂物,需要受到较大外力挤压才会产生少许的尺寸形变。
同时,依据方程p+(1/2)×ρv2=常量(p0),口径越大,就需要更多体积流量的压缩空气进入真空发生器。因此,在选择真空发生器的开口直径时,最大尺寸杂物能够通过真空发生器内部即可,这样可降低真空发生器对压缩空气的要求。
所以,在本项目选择真空发生器开口直径时仅需参考“硬纸板边角、橡胶边角”等质地较硬的不易形变杂物。综上,本项目最终选定的真空发生器口径为45 mm。
2.3 吸口与杂物间吸取距离
从图1的真空发生器静压云图中可知,当真空发生器吸口与下方烟叶原料间空隙较小时,烟叶会被吸做一团堵在真空发生器入口从而造成“烟叶堵料”将吸口闷住的现象。另一方面,即便利用振槽等手段使得输送皮带上烟叶原料厚度尽量均匀,但烟叶原料表面仍会起伏。因此,输送型真空发生器进行抽吸时,应使得吸口与杂物(烟叶原料)保持一定距离。
相对大多数空气压缩机和输送型真空发生器,距离真空发生器底部过远,在吸口上方产生的压强差将不足以将杂物吸入管道。
综上,本项目最终确定的真空发生器吸口与杂物(烟叶原料)的距离为30 mm。
2.4 入口压缩空气体积流量计算
为便于说明,本文取尺寸规格为“30 mm×30 mm×2 mm”,质量为4 g的“橡胶边角”为吸取杂物的计算样本。
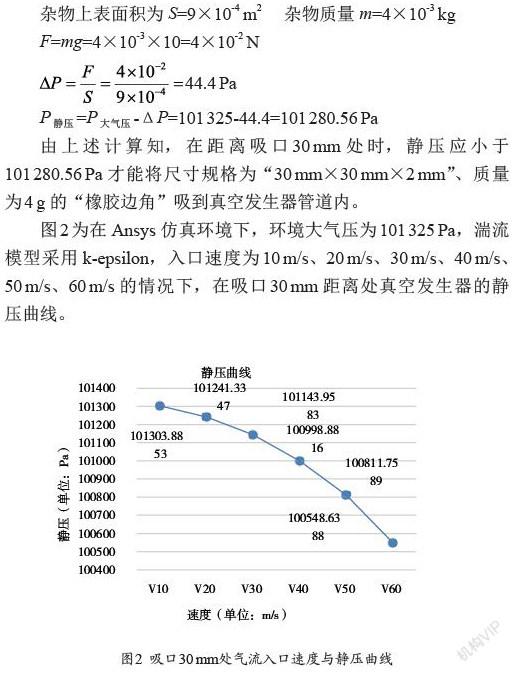
杂物上表面积为S=9×10-4 m2 杂物质量m=4×10-3 kg
F=mg=4×10-3×10=4×10-2 N
44.4 Pa
P静压=P大气压-ΔP=101 325-44.4=101 280.56 Pa
由上述计算知,在距离吸口30 mm处时,静压应小于101 280.56 Pa才能将尺寸规格为“30 mm×30 mm×2 mm”、质量为4 g的“橡胶边角”吸到真空发生器管道内。
图2为在Ansys仿真环境下,环境大气压为101 325 Pa,湍流模型采用k-epsilon,入口速度为10 m/s、20 m/s、30 m/s、40 m/s、50 m/s、60 m/s的情况下,在吸口30 mm距离处真空发生器的静压曲线。
由上述曲线可以看到,当压缩空气气流速度不小于20 m/s时,可取得静压小于101 280.56 Pa的效果。因此,在本项目中取压缩空气气流速度为20 m/s。
在本项目中,真空发生器压缩空气入口半径为4 mm,则压缩空气体积流量为:
Vs=v·S=20×π×0.0042=0.001 m3/s
即所需压缩空气源流量为60 L/min。
2.5 输送管道弯曲高度
杂物被真空发生器吸入后,经由弯管输送到后端的杂物收集箱。如输送管道弯曲的最大高度过高,则杂物无法在真空发生器打开时间内通过弯管,从而再次掉落回烟叶原料上。
由于输送型真空发生器要求的气体入口体积流量很大,长时间保持开启状态将消耗大量压缩空气,同时也容易将烟叶原料大量吸入输送管道。所以,在每次吸取杂物时只短暂打开真空发生器,在本项目中设定每次吸取时真空发生器开启持续时间为300 ms。
根据图2,大气压与杂物上表面压强差P静压=P大气压-P绝对静压=101 325-101 241.3347=83.665 3 Pa,杂物上表面积为S=900×10-6 m2,杂物重力为G=4×10-2 N,输送型真空发生器总长s=0.13 m,杂物与吸口距离为s1=0.03 m,仿真出的吸口面气流的流速V=13 m/s。
杂物从传送带上吸取的过程分为三个阶段:第一阶段为杂物从输送皮带上被吸起到达吸口面,此时杂物受到的力为大气压与静压的差。经计算,此过程中杂物速度由0上升到1.062 m/s,耗时0.056 5 s。第二阶段为杂物从吸口面到达出口面,此时杂物受到的力为大气压与静压的差、气流推力。此过程中气流的推力为9.506×10-2 N,杂物速度由1.062 m/s上升到3.097 5 m/s,耗时0.089 3 s。第三阶段为杂物从出口面到输送管道最上方,该过程中杂物受到的力仅为气流推力。此时杂物初始速度为3.097 5 m/s,如忽略气流速度的衰减,则杂物在输送管道中不会失去速度。但实际上真空发生器的开启时间只有300 ms,即必须使得杂物在气流持续时间内被输送到管道弯曲的最大高度。经计算,在本项目中真空发生器后端输送管道的弯曲高度最大不应超过0.641 2 m。
3 结论
在工业现场压缩空气相较于真空气源更容易获得,在本来就有压缩空气的地方,需要抽气量小,真空度要求不高且间歇性工作的工况下,使用真空发生器获得真空是一个理想的方案。在实际应用输送型真空发生器作为杂物分拣时,应针对被分拣杂物的规格尺寸选择合适的口径,确定真空发生器吸口与杂物的吸取距离,并结合杂物质量计算得出所需压缩空气的气源流量(通常工业用压缩空气压力为某定值)。同时也应考虑输送路径等环境情况,对实际应用中的管道弯曲高度等加以约束。
通过本文计算并设计的输送型真空发生器已应用在某卷烟厂制丝回潮增温出口处的智能杂物分拣研究项目中,该装置安装于工业机器人上,配合工业视觉识别系统,使得烟叶表面杂物分拣成功率达到了90%以上,较之机械手爪、铲斗、吸盘等方式有了显著提高。
参考文献
[1] 毕晓霖.伯努利原理及其应用[J].中学物理教学参考,2020,49(10):61-63.
[2] 吴健. 空压机流量压力优化控制[D].呼和浩特:内蒙古大學,2020.