
轻型件箱堆垛机优化设计研究
2021-11-27 11:32何光健杨磊杨文珂
机电信息 2021年28期
何光健 杨磊 杨文珂

摘 要:制药企业在生产中药饮片过程中需要多次进行物料周转搬运,为消除搬运浪费,提高药材搬运效率,需要实现物料搬运储存自动化。鉴于此,介绍了一种高速轻型件箱堆垛机,提出了一套能够提高该堆垛机综合运行效率的设计方案,并对其在中药仓储物流自动化中的应用进行了分析。
关键词:高速轻型件箱堆垛机;中药材;自动化;同步带轮;仓储物流
0 引言
堆垛机作为自动化仓库物流系统中的核心设备,为无人化搬运的实现提供了支持。堆垛机的水平运行速度及其加速度、载货台升降速度及其加速度、货叉伸缩速度及其加速度这几项重要参数,直接影响物料的出入库效率[1]。本文通过对堆垛机核心部件的优化设计,优化了其各项参数,制造出了高性能堆垛机,提高了中药材的周转效率,可以有效满足企业高速发展的需求。
1 高速堆垛机机构
1.1 高速堆垛机结构设计
普通双立柱堆垛机走行速度为160 m/min,加速度为0.5 m/s2;升降速度为45 m/min,加速度为0.5 m/s2。走行机构由天轨、地轨、底架、铁质走行轮、天地轨导向轮(金属材料)、地轨走行伺服电机等组成,驱动方式为地轨伺服电机直接驱动铁质走行轮在地轨上运行,两种铁质材料通过摩擦力推动几十米高的设备前进很难实现高速运行且运行噪声较大;升降机构由立柱、顶梁、载货台、卷扬机、导向轮、一台伺服驱动电机等装置组成,驱动方式为伺服电机驱动卷扬机旋转,卷扬机带动钢丝绳实现载货台上升、下降,若高速上升、下降,会发生钢丝绳松绳故障,此机构限制了高速运行。
针对普通堆垛机进行优化,重新设计出高速堆垛机。高速堆垛机走行机构由天轨、地轨、底架、同步轮、同步带、橡胶走行轮、地轨驱动伺服电机、天轨伺服驱动电机、天地轨导向轮(橡胶材料)组成,选用同步带轮传动方式来替代传统的直接驱动走行轮模式可实现较大幅度提速,通过底架上的走行伺服电机驱动同步轮高速运转,在同步带轮的作用下实现整个堆垛机沿天地轨做水平方向的走行运动。由于堆垛机高数十米,在高速运行的状态下,存在天地轨道走行不同步的情况,相对于普通堆垛机,高速堆垛机在天轨上增加了一套走行机构,和地轨走行电机同步驱动运行,确保稳定高效运行。高速堆垛机升降机构由立柱、顶梁、载货台、两套同步带轮、两台升降伺服电机、导向轮等装置组成,通过升降驱动装置上的两台驱动电机同步驱动其带轮旋转,然后通过升降驱动装置上的同步带带动载货台,实现其沿立柱的上下运动。高速堆垛机升降机构较普通堆垛机升降机构多出一套驱动及检测装置。普通堆垛机载货台为整体式框架结构,由于速度慢可实现整体上升、下降,高速堆垛机载货台两侧使用轴承连接,自由度较高,在两套伺服动力驱动下难免发生载货台不水平的情况,通过激光测距系统,实时检测,实时将数据反馈给伺服电机进行闭环控制,确保载货台在高速运行的情况下也能保持水平状态。
通过上述设计优化,高速堆垛机走行速度可达到300 m/min,加速度可达到2 m/s2;升降速度可达到100 m/min,加速度可达到2 m/s2。核心参数方面有了重大提升。
1.2 走行位置检测
(1)走行原点/反原点检测装置:巷道两端分别为堆垛机的走行原点和反原点,它们分别是堆垛机在走行原点端(反原点端)的正常停止位置,通过底架上的一个叉式光电开关和地面上的原点检测片(反原点检测片)来检测(图1)。
(2)走行位置检测装置:在堆垛机运行过程中,需用走行位置检测装置来检测堆垛机走行方向的位置。堆垛机走行检测采用条码测距,通过条码测距器阅读条码带上的条码来确定堆垛机位置。
1.3 安全装置
(1)速度检测:出于安全考虑,堆垛机的运行速度必须被实时监控。堆垛机的走行速度由走行驱动电机上自带的编码器来反馈。
(2)强制减速:出于安全考虑,堆垛机在运行到巷道两端之前必须减速。该功能通过堆垛机底架上的舌簧开关和地面上的磁铁(图1)来共同完成。当堆垛机向巷道端头运行时,机上的舌簧开关被地面的磁铁触发,然后向控制系统发出指令,堆垛机开始减速。堆垛机向巷道端头运行时,机上的舌簧开关被地面的第一个磁铁触发后,堆垛机将正常减速;被第二个磁铁触发后,若堆垛机的速度未降至规定速度,则堆垛机将被强制减速。
(3)极限检测:在巷道正常运行范围外的两端,地面上各有一个极限触板,它们与堆垛机底架上的行程开关(图1)一起,用于检测堆垛机是否超出正常的运行范围。若超出,则堆垛机将立即启动应急停车程序,驱动电机抱闸。
(4)緩冲器:堆垛机巷道两端设有油压缓冲器,缓冲器是保证堆垛机安全的最后一道防线,当堆垛机超出极限运行位置后,可通过油压缓冲器实现缓冲和机械限位。
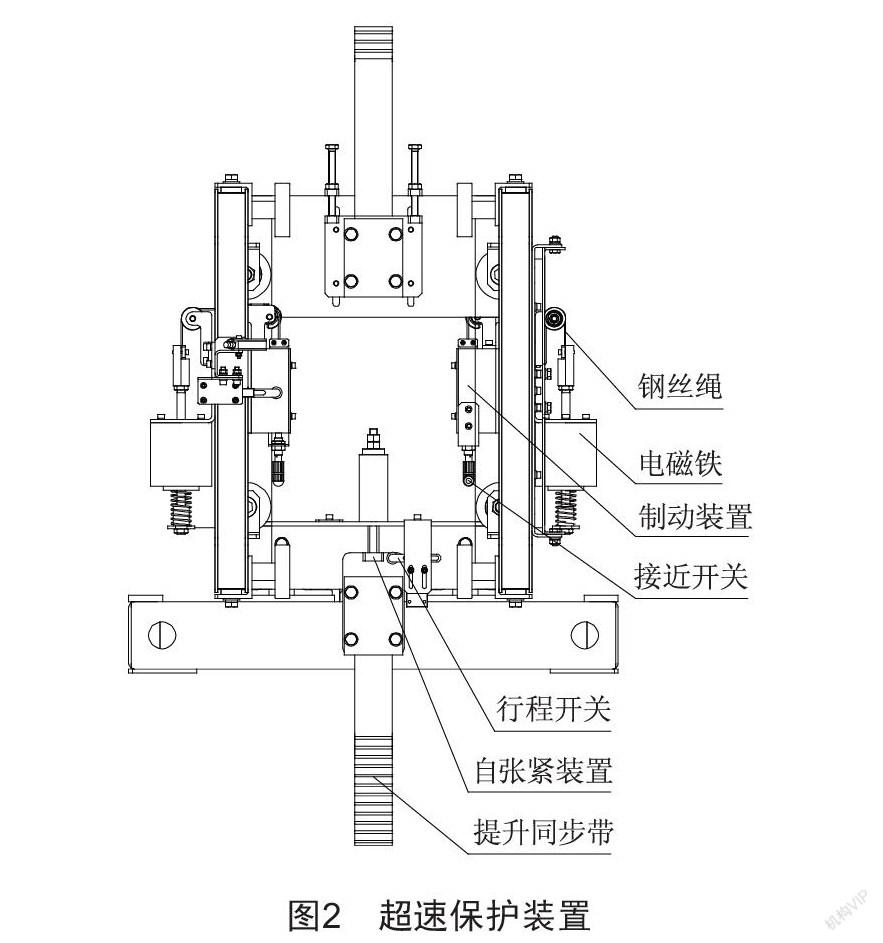
(5)超速保护装置:堆垛机升降机构在运行过程中,若提升同步带出现松弛的意外情况,会使升降机构做短暂的自由落体运动,从而使载货台超速,这会对堆垛机造成严重的伤害,甚至导致人员伤亡,因此堆垛机需要设置提升同步带松弛检测装置和升降机构超速保护装置。其中,松弛检测装置是在提升同步带连接末端各设置一个行程开关,当出现松弛时,该同步带连接末端处的自张紧装置弹起,触发该行程开关,从而检测出同步带松弛。超速保护装置(图2)有两个功能:一是检测载货台是否超速,二是超速后需使其停止运动,对其实施保护,即超速制动。
(6)货物状态检测机构:载货台上设有货物状态检测机构,用于检测进出载货台的货物外形尺寸是否超出限值、载货台内是否有货物、货架上是否有货物。
2 高速堆垛机在中药仓储物流自动化中的应用
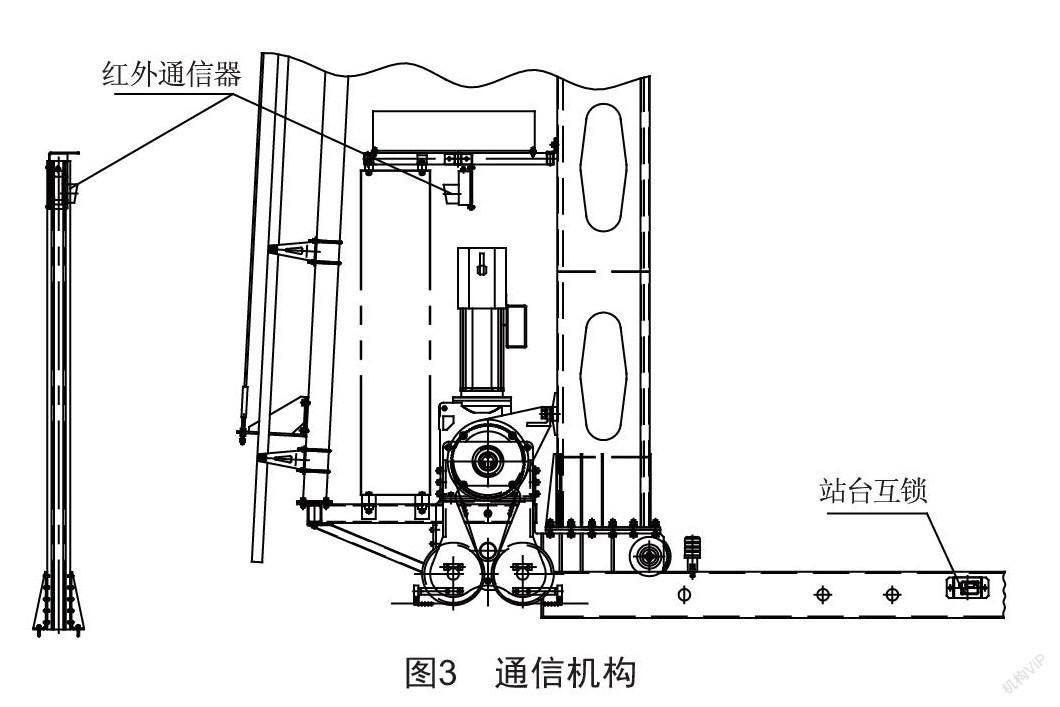
(1)堆垛机与上位调度系统的通信:高速堆垛机自动运行时需要上位调度系统对其下指令,然后堆垛机按该指令执行相应的操作,通过在地面上地轨末端和堆垛机机身上分别安装一个红外通信器来实现通信(图3)。
(2)堆垛机与站台的通信:当堆垛机与站台需要进行货物信息传输时,通过堆垛机上的站台互锁与地面上的对应站台互锁来实现(图3)。
(3)堆垛机的存取货功能:走行电机驱动带轮使堆垛机沿天地轨做水平运动;在升降驱动装置的驱动下,同步带拉动载货台使其沿立柱上的升降导轨完成升降运动;载货台上装有货叉,货叉电机驱动链轮链条传动机构,使叉体完成左右伸缩运动。通过这3个方向的运动,完成货物从站台到货架之间的存取任务。
(4)入库:前处理车间生产人员在WMS系统人工创建入库单据,创建完成后,将已经加工好的净药材饮片装入周转箱内,通过在线称重将药材相关信息同步至WMS系统,周转箱再输送至高速堆垛机取货站台,满足取货条件后由WCS系统对高速堆垛机下达指令,堆垛机从取货站台取走周转箱并放入相应的货格中,完成该箱入库任务。当所有周转箱全部入库后,WMS系统自动完成入库任务,并自动生成入库报表,WMS系统同步将药材信息自动传输至SAP系统。
(5)出库:提取车间生产人员在SAP系统上开具调拨单,SAP系统同步将凭证号传送至WMS系统,WCS系统对堆垛机下达任务,使堆垛机从相应货格中取出所需要的周转箱,然后输送至出库站台,自动输送至提取罐投料。投料完成后WMS系统自动扣除相应库存,并将库存信息自动同步至SAP系统。
3 结语
高速堆垛机可用于搬运100 kg以下的箱式或轻型货物,具有重量轻、噪声小、速度快的优点,每台堆垛机流量可达到120箱/h,能够满足中药饮片自动化投料的需求。
[参考文献]
[1] 傅友宾,纪然,陈仕彬.一种轻型高速料箱堆垛机的开发与应用[J].机械工程师,2020(3):111-112.
收稿日期:2021-07-27
作者简介:何光健(1989—),男,江苏泰州人,助理工程师,从事设备管理工作。
猜你喜欢
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
农村百事通(2004年12期)2004-08-24
