
基于数字图像的高温光学变形测量方法研究
2021-11-26 02:52秦强张翔宇郭翔张超
航空科学技术 2021年10期
关键词:数字图像
秦强 张翔宇 郭翔 张超


摘要:随着航空航天飞行器的高速发展,高温结构件变形准确测量变得愈发重要,而传统光学测量方法在超高温下面临图像纹理模糊、灰度集中的问题,散斑稳定存在与图像稳定采集可以有效提升应变测量精度。使用等离子喷涂金属钨粉末的方法,实现了2600℃散斑的稳定存在能力;对比金属钨与碳纤维材料在可见光范围内的黑体辐射强度,表明其在450nm处辐射差异明显,可以产生明暗的散斑纹理;使用了带通滤光片、线性偏振片和减光片抑制强烈的辐射光源和无关光污染,表明其可适用于超高温下的图像采集;使用改进的灰度均匀化方法解决超高温下灰度信息不明显的问题;通过高温2600℃拉伸试验进行比较测量,结果表明,本文提出方法所测得变形应变信息与等效引伸计相比较基本一致,弹性阶段内,两种方法的平均应变偏差小于200με。通过对同一批次加工的多个试件的重复测量可知,提出方法的多次测量平均偏差小于100με。最后,在110℃下进行蠕变试验,使用了高温喷漆和线性滤光片测得3D打印高分子材料在高温下的蠕变行为,验证了所提出方法在高温蠕变方面的精度和有效性。
关键词:高温力学性能;数字图像;高温变形;高温蠕变;高温散斑图像增强
中图分类号:O439文献标识码:ADOI:10.19452/j.issn1007-5453.2021.10.001
基金项目:航空科学基金(20170953010)
航空航天飞行器材料及部件在高温动态变形下的力学性能是飞行器能否安全稳定运行的重要指标。返回式弹道导弹、航天飞船返回舱等高速飞行器上的气动加热会使其表面达到极高的温度[1],在局部短时间可高达至1600℃或更高的温度。特殊的服役环境导致其对耐高温特性的极高要求。只有通过对飞行器的材料、部件等高温应变变形情况的准确检测和分析,才能保证其安全稳定的运转,而原有的检测方法已经无法满足这些不同于常规机械运动环境的特殊问题,迫切需要通过借助新的检测方法和手段来解决。
目前,常用的高温测量方法偏少,接触式高温测量方法由于测量过程必须与试件接触,使用温度普遍低于1500℃;引出式测量方法需要将高温环境中的物体变形通过刚体传导至较低温度环境进行测量,操作复杂,测量精度低;电子散斑干涉法和云纹干涉的优点为灵敏度高、测量结果直观可视,但其测量原理复杂,测量过程繁琐,对测量环境要求苛刻。
对于高温变形检测,由于传统变形测量方法在高温情况下测量困难、适用范围小,推动了数字图像相关技术在高温测量位移场和应变场中的研究发展[2-5]。数字图像相关技术在高温测量中,主要存在高温散斑制备及高温散斑图像采集的困难。而图像采集的主要问题为普通散斑制备方法所制备的散斑纹理无法在高温环境中稳定存在,以及高温变形过程中被测物体自身的辐射光强等光学干扰影响了高温采集图像的处理。因此,需要对高温散斑制备方法和高温辐射光强下的图像采集方法进行研究,对于高温散斑图像灰度较为集中导致的散斑特征模糊进行灰度增强。近年来,数字图像相关技术已经渐渐被应用于材料的高温热力学测量中。R.Volkl等[6]通过数字图像相关方法提取高温环境中合金试件上的预制特征,以实现横纵向高温变形测量。J.S.Lyons等[7]通过使用数字图像相关技术测量600℃下的全场面内变形。Pan等[8]使用数字图像相关技术测量了薄板的热膨胀系数。Grant等[9]提出了一种通过滤光片和使用蓝色光源的方式抑制材料的黑体辐射,从而进行数字图像相关测量的方法,并验证可进行1100℃以下的高温测量。潘兵等[10]提出了一种使用带通滤光片消除黑体辐射影响的方法,进行了1200℃的高温测量。刘宁夫等[11]使用数字图像相关方法进行了网格加筋平板热屈曲试验。
针对现有测量方法的不足,本文基于数字图像相关技术对高温变形检测技术中的关键问题进行了研究。首先对高温散斑制备技术进行了研究,提出了一种可适用2600℃高温的等离子高温散斑制备方法;然后对高温物体辐射理论进行研究,针对高温散斑辐射特性,提出了一种光学滤波的高温散斑图像采集方法,并通过高温热膨胀及C/C高温变形试验对所提出方法的有效性和准确性进行验证,最后研究了3D打印高分子材料的高温蠕变行为和特性。
1高温散斑制备
1.1高温散斑研究
数字相关技术在分析过程中需要在被分析的物体(或试件)表面存在可被摄像机记录的随机散乱的图案作为被分析的特征,这种随机散乱的纹理一般被称为散斑。对于一般的材料,多为单色表面,甚至会存在反光等问题影响光学测量,为了对这些材料进行力学性能测量,必须进行人工散斑的制备。
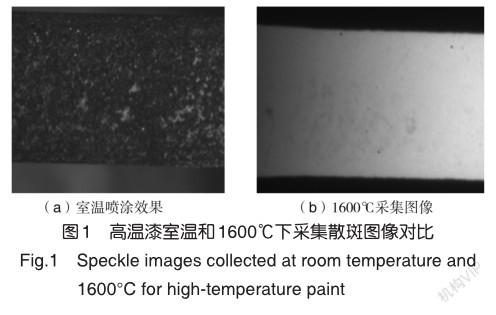
王翔[12]提出通过化学的方法在材料表面镀银来制作散斑。但是由于银金属化学性能易于氧化,仅适用于短时或真空下的试验。使用耐高温漆进行人工散斑喷涂是一种相对简便易行的高温散斑制备方法。但是由于高温漆的成分与试验材料不同导致热膨胀系数的差别。在高温过程中,高温漆与材料间的结合层会由于热膨胀系数差异使得散斑纹理不与材料进行变形甚至剥落。对耐温标称参数为1800℃的高温漆进行了试验研究,当高温箱温度达到1600℃左右时,所制备的散斑纹理发生剥落等现象,摄像机无法采集到清晰的散斑图像,所以高温漆只能适用于低于耐温标称值以下且热膨胀系数相近的材料高温变形测量中。高温漆耐温试验结果如图1所示。
高温检测中的数字图像相关技术存在的首要问题就是普通散斑在高温环境无法稳定存在。而使用普通高温漆通过手动喷涂的方法所制成的散斑纹理最高耐热温度一般小于1600℃,所以为了进行高温变形检测,必须制备能够稳定存在于2600℃以上高温的散斑。
1.2高温散斑制备方法研究
为了在高温条件下(达到2600℃)仍然可使所制备的散斑稳定存在,本文提出以耐高温材料钨金属作为喷涂材料,以等离子喷涂的方法在复合材料表面进行喷涂,根据复合材料和钨两种物质的物理性质,进行辐射光谱对比,从而形成散斑纹理。钨具有高物理溅射阈值、高熔点、低蒸气压、良好的热导率,具有和碳纤维材料相近的热膨胀系数,非常适宜用来进行碳纤维复合材料的散斑喷涂。等离子喷涂技术的喷涂原理是通过等离子噴枪(又称等离子弧发生器)产生等离子射流(电弧焰流),将钨金属粉末随等离子流高速撞击经预处理的基材表面,从而在基材表面形成喷涂层,图2为本研究试验中采用的等离子喷涂设备。


本文提出的高温散斑制备方法:首先在试件表面覆盖一层金属漏网,然后通过不同角度对试件进行喷涂,喷涂结束后,去除金属漏网,形成喷涂与未喷涂区域的对比,从而获得喷涂后的散斑纹理。图3为使用本文所提出的高温散斑等离子喷涂方法所喷涂的散斑纹理。
2高温图像采集
2.1高温辐射理论研究
任何物体在高于热力学温度0K的情况下都会向外界辐射电磁波,在一般温度下,物体的辐射波长主要在肉眼不可见的红外光波长区间。而根据维恩位移定律,物体表面热辐射的峰值波长值,会随着物体表面温度的增加而向短波长方向移动,从而辐射出可被人眼识别的可见光。随着温度升高,光辐射強度会迅速增加。
图4显示了本研究中所使用的CMOS摄像机感光元件的光响应效率曲线,可见该摄像机的主要敏感波段在390~ 800nm,在高温条件下(本文研究的最高温度2600℃),物体本身黑体辐射光强甚至会弱于外界环境光,试件表面的纹理信息将会泯灭于辐射光强中,如果不进行正确的处理,无法进行数字图像相关处理。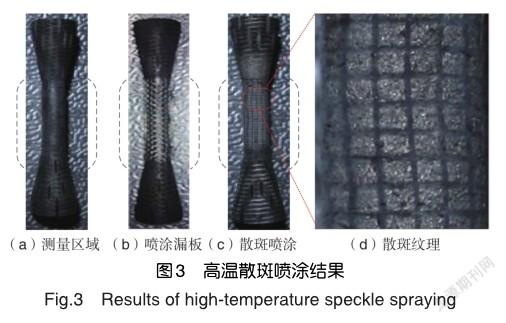
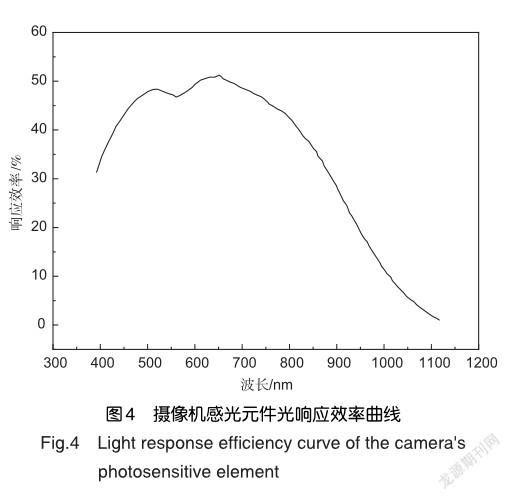
图5绘制了随着温度升高,波长分别为450、550和650nm的辐射能量变化曲线,表明随着温度的升高,各个波长的辐射能量都会显著增强,而波长越短,其辐射能量随温度升高的速率越低。这表明,在高温下辐射能量偏向于波长较长的范围内,当高能量的辐射被相机感光元件所捕获时,其表面的纹理特征就会被辐射所掩盖。
2.2高温图像采集方法研究
在高温变形检测过程中,可以检测到由于高温炉中存在保护气体、高温热流和观察窗反光等引起的干扰,以及物体辐射所导致的辐射光强干扰。在高温变形检测中,物体的黑体热辐射成为主要光线来源,因此为了采集到对比度清晰的散斑图案,试件材料和喷涂材料必须具有显著不同的辐射波长或在特定波长可以明显区分两种辐射强度。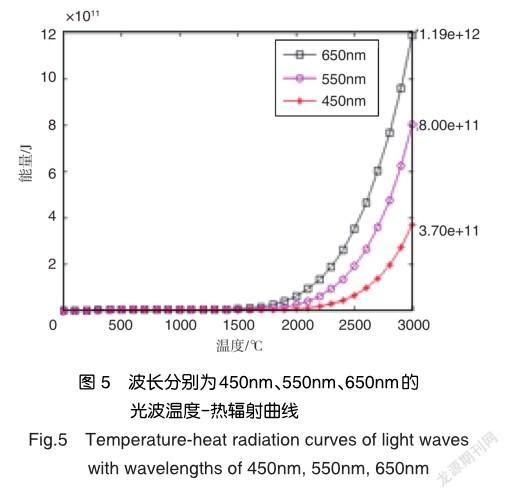
为了研究材料在不同温度下的辐射波长,使用光谱仪进行光谱测量,记录单位时间段内各波长的强度,用count表示每个波长处的光波强度。使用光谱仪对试件的中心位置对准固定测量试验件在温升过程中的辐射波长。如图6所示,随着温度的上升,在未喷涂的碳纤维试件的辐射谱上,600nm波长的辐射强度明显增强;而在喷涂了钨粉的碳纤维试件的辐射谱上,695nm的波长处辐射强度增强更为明显。在2600℃,比较未喷涂试件和喷涂了钨粉的碳纤维试件可得,695nm波长的辐射强度略有增强,而在450nm波长处,两者的辐射强度相当,区别不明显。因此可以认为,在测量区域中的钨粉辐射在450nm处可以忽略,通过450nm的带通滤光片采集时可以分辨出碳纤维材料和钨粉的辐射差异,带通滤光片是一种允许特定波段透过的镜片,使用450nm带通滤光片将使波长低于440nm以及波长大于460nm的辐射能量被消去,从而极大地减少整个物体黑体辐射所导致的光强过饱和问题,并且由于被测物体仅正面进行喷涂,通过使用450nm带通滤光片可以有效降低炉内反光产生的影响,获得显著的纹理差异。由钨粉覆盖处形成黑色图案,而未覆盖钨粉的碳纤维材料形成白色图案的散斑纹理图像。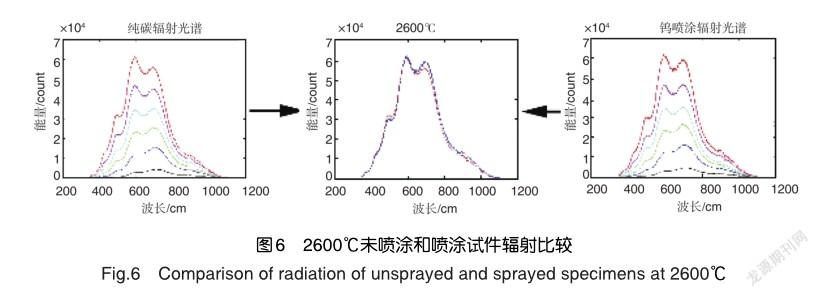
同时,在高温环境中,当物质被加热到一个很高的温度时,物体发生黑体辐射,辐射光线在高温炉内不断反射,最后形成叠波,从观察窗中发射出来。因此,由于光线的干扰作用,散斑纹理不能被清晰地识别出来。由于光在折射和反射时其偏振方向会发生偏折,所以理论上选取一个偏振方向的光强采集时,大部分无光光源会被抑制。为了增强图像采集效果,提高图像处理精度,需要对试验设备进行改进,本文选用一对偏振片,一个安装在镜头上,另一个安装在观察窗上,从而降低高温检测中的辐射杂波干扰,进一步减弱了光强,并且削弱了烟雾、气流等对光线的干扰作用。
基于以上三种滤光方法,分别使用了不同组合的滤光片,进行试验高温成像试验对比,如图8所示。其中,PL代表线性偏振光滤光片;ND2、ND4和ND8分别表示三种不同减光程度的减光滤光片。图8(a)是室温下采集到的试件的图像,图中白色斑点由喷涂的钨粉形成,碳纤维试件则显示为黑色。其他的图像是在2600℃下经过不同的滤光措施采集到的图像,其中黑色斑点是由钨粉形成,白色的部分由碳纤维试件形成。图8(b)为高温下无任何滤光下的采集图像。由于辐射光强过强,即使采集所使用的摄像机曝光值和光圈再小,也很难清晰地区分碳纤维和钨两种物质,而且多个方向的辐射光在高温箱中不断反射,所采集的光学信息过于混杂且难以分析。在没有任何滤光措施的情况下,由于热辐射的影响,普通成像系统采集到的图像会出现严重的过饱和现象,无法分辨散斑图案。因此,必须采取适当的滤光措施。图8(c)~图8(f)显示了在2600℃、不同的滤光措施下采集到的散斑图像。
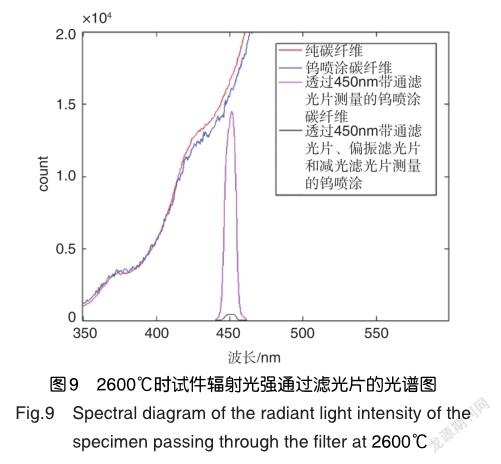
进一步对图8的辐射光强进行分析,得到图9所示多滤光组合与单一滤光后的光强对比图,通过使用带通滤光片,整个光谱的强度明显减弱,而如果不继续使用偏振光滤光片和减光滤光片,图像光强仍然过饱和碳纤维的辐射光强仍然过强,只有通过带通滤光片、偏振光滤光片和减光滤光片的同时使用,才能最大限度地减弱图像光强,获得清晰的散斑纹理图像。
2.3高温散斑图像增强
高温变形图像采集过程中滤光片对图像光进行了干扰滤波,烟雾、热流和炉内反光问题得到了有效的解决。但是由于高温散斑主要依靠被测物体本身及喷涂物质之间的辐射光强差形成,导致散斑特征仍不明显,原有的散斑相关匹配计算有时会出现错误,且由于特征不明显导致相关系数无法进行显著区分。因此,为了提高高温散斑图像相关匹配精度和稳定性,需要对高温散斑图像进行增强处理。
图像增强通过有选择地突出图像中人或机器感兴趣的某些信息,抑制无用或干扰的信息,从而提高图像的使用价值。考虑到散斑图案的不均匀性,使用直方图均衡化[13]进行图像增强处理。直方图均衡化方法是图像处理领域中利用图像直方图对对比度进行调整的方法,这种方法通常用来增加许多图像的局部对比度。
首先,对于一幅灰度图像,用ni表示灰度i出现的次数,即图像中灰度为i的像素出现概率为: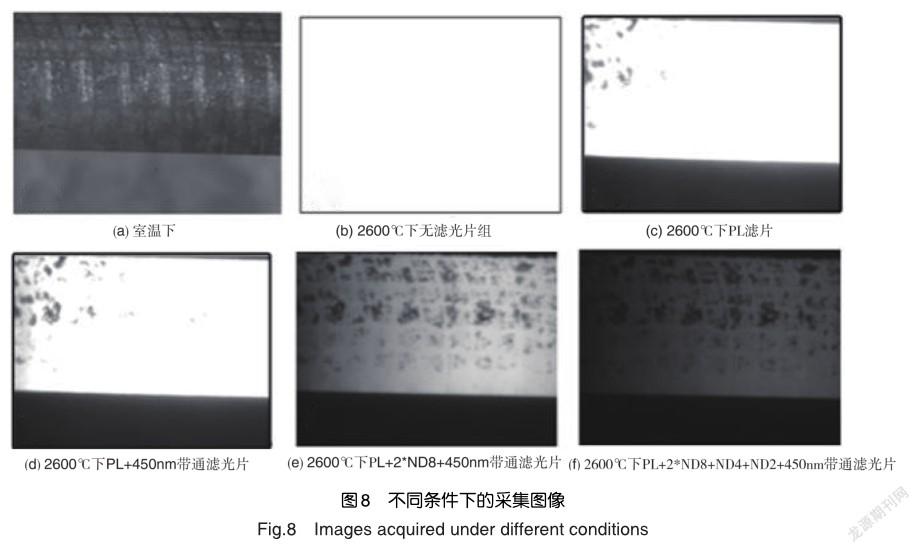
c为图像的累计归一化直方图,然后根据计算出的累计直方图分布,求出其灰度均衡化后的灰度映射关系。按照这个映射关系对源图像各点像素进行灰度转换,即可完成对源图的直方图均衡化。
提取散斑图中的有效测量区域进行分析,如图10所示。图像灰度主要在40~150区域的能量最大。由于高温动态变形过程中,热源及被测物体自身温度并不稳定,图像灰度会产生波动,线性和非线性变换中的参数选择很难统一确定。因此,为了计算效率,本文在直方图均衡化方法的基础上进行了改进,以满足高温变形检查的要求。
高温变形检测中的图像增强相关匹配流程如图11所示。为了提高高温变形检测过程中的相关匹配精度,在子区搜索匹配时对子区图像进行直方圖均衡化图像增强。由于高温散斑图像的全幅图像中,在灰度值[0,20]范围内存在峰值,进行整幅图像的增强时会导致背景噪声放大,本文提出高温图像增强方法的图像增强范围仅为搜索子区大小,增强结果不受背景噪声的影响,增强效果更好,如图12所示。
使用未变形状态某一散斑区域为参考子区,在变形状态中选取一幅图像,通过使用图像增强方法与未使用图像增强坐标均为(38,98),证明图像增强并未影响相关匹配的准确性。由表1可知,经过图像增强处理,最大相关值获得了极大的提升,最大相关值增大了1.7倍,次相关值相比未增强匹配结果相关值有所降低,最大相关值与次相关值的差异性扩大了4.98倍。可见,使用本方法相关匹配计算的稳定性大幅提升。本文提出的高温散斑图像增强相关匹配方法可有效提高相关匹配的稳定性,保证了算法的准确性。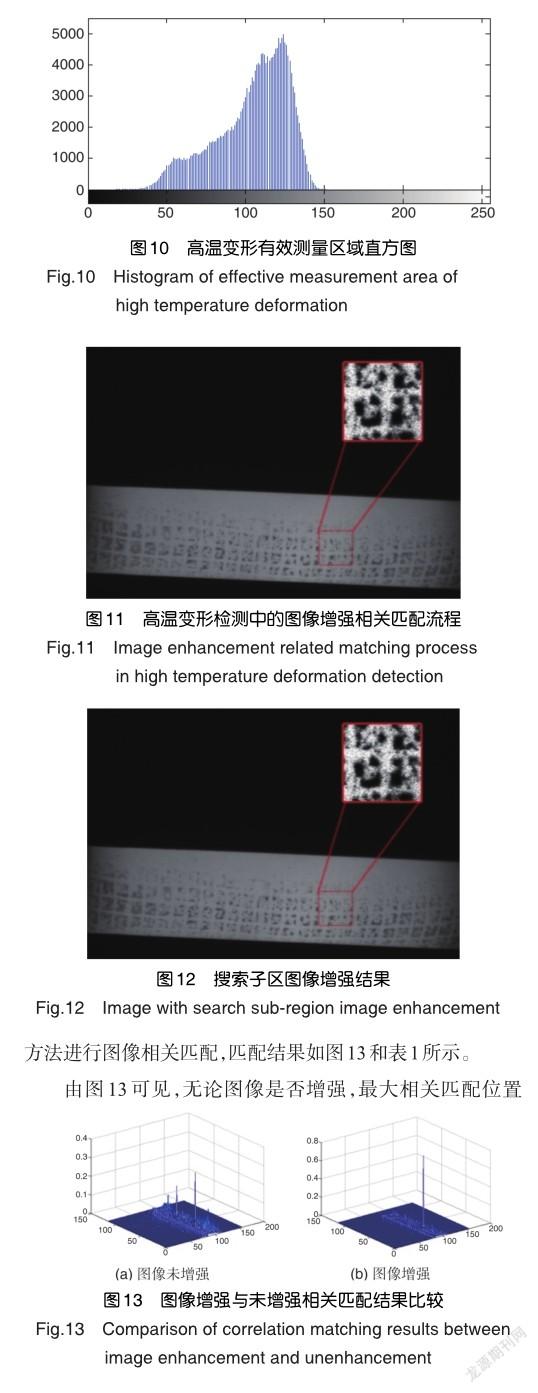
3高温变形检测试验
3.1 2600℃超高温碳纤维拉伸试验
3.1.1试验方案
为了验证本文提出的高温变形检测方法测量的准确性,同时测量计算碳纤维试件在2600℃下的力学特性,本试验利用高温炉,通过在碳纤维试件上附加高电流,使试件温度达到2600℃时,使用高温拉力机进行试件拉伸,通过与等效引伸计对比验证,并使用同批次的试件进行重复测量,验证测量的重复精度,评估本方法准确性。
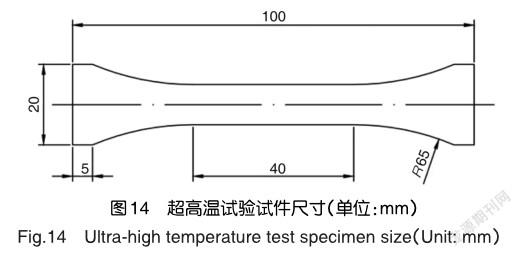
试验设备主要为高温试验箱、高温力学试验机、温度闭环控制系统、数字摄像机、滤光片组、一台高性能计算机、三维数字图像相关变形检测分析系统软件、三脚架以及其他辅助试验器材等。高温拉伸试验由拉伸和温度控制系统进行控制,使用测温仪直接测量试件表面温度,通过温控箱调节试件上的加热电流值,从而进行试件加热的温度闭环控制。碳纤维试件参数如图14所示。测试试件为中心碳棒,碳纤维外围包裹试件。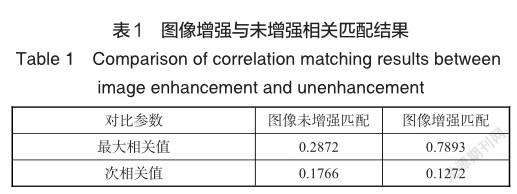
使用这些试验设备设计试验,系统组成如图15所示。试验过程为:(1)将高温箱内空气抽成真空环境;(2)填充惰性气体进行保护,防止高温环境下试件发生氧化;(3)在试件上通上大电流,使试件升温,通过红外线测温装置,测量试件温度,将测量的温度反馈给温度控制系统,调节电流值,从而形成温度闭环控制系统,使试件温度升高至2600℃;(4)使用高温力学试验机进行试件拉伸试验,同时用数字摄像机进行图像采集;(5)当试件断裂后,关闭电流,停止数字摄像机采集,进行变形计算。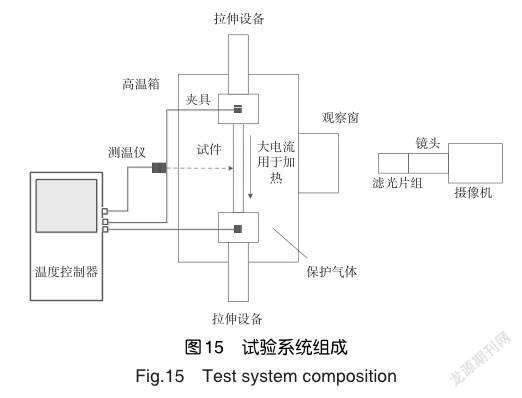
如图16所示,通过测温仪实时测量试件温度,通过使用温度控制系统改变试件上所附加的电流大小,调节试件温度。当试件温度达到指定温度时,启动拉伸设备进行高温拉伸试验。
如图17所示,摄像机、镜头及滤光片组成的采集系统被放置在高温箱外,根据高温图像采集技术的研究,选取合适的滤光片组将滤光片组安装在摄像机镜头前进行图像采集。根据物质黑体辐射理论的研究,在2600℃时试件自身的辐射光强度已经使图像亮度过饱和,所以不需要添加额外的照明光源。
3.1.2试验结果与分析
目前,在2600℃的高温环境下,除了本试验提出的检测方法,没有其他测量方法可以进行比较,所以为了进行试验准确性的验证,在试验过程中,将拉伸夹具的夹具位移作为等效引伸计使用,与本文方法进行比较验证精度,同时采用同批次的多根试件进行重复精度的比较。其中,等效引伸计的应变记为ei= (li- l0)/l0。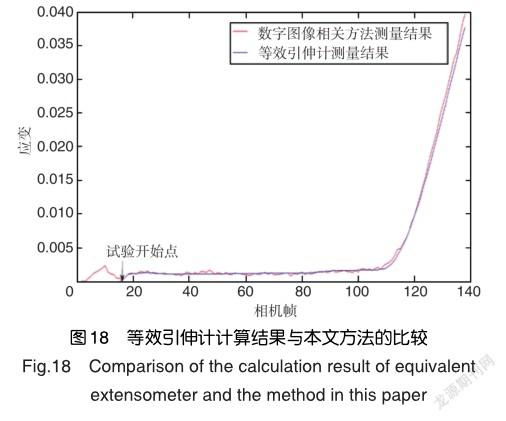
为了与等效引伸计结果进行比较,使用测量区域的平均应变值进行比较。如图18所示,试验开始时,拉伸夹具紧固产生微小的变形,从拉伸开始到试件断裂可以分为两个阶段:(1)弹性变形阶段;(2)塑性变形阶段。在弹性变形阶段,整个试件标距内各个位置处的变形基本相等,等效引伸计和数字图像相关技术所测量的应变值基本一致。在塑性变形阶段,在标距段内发生了塑性变形,因此越靠近颈缩区域,变形量越大。由于数字图像相关技术的测量区域比等效引伸计的测量区域范围小,位置更靠近颈缩区域,因此数字图像相关技术计算获得的应变值要略大于等效引伸计算获得的应变值。根据两种方法的结果比较可见,在弹性阶段内,两种方法的平均应变偏差小于200με。因此,通过数字图像相关技术测量所获得的结果是真实、准确的。
在图19中,显示了整个高温拉伸过程中的试件变形情况。图19(a)显示当试件开始进行拉伸时,整个试件的变形处于弹性变形阶段,试件在标距段内各个位置的变形基本均匀。图19(b)显示当标距段内的应变均值接近0.16%时,试件处于塑性变形阶段,试件发生塑性变形,标距段内各个位置的变形不再均匀,应变越趋近于颈缩位置越大。图19(c)显示了试件断裂瞬间,当试件断裂时,加热电流中断,试件温度急速下降,采集图像的光强降低。由图19(c)可见,最大的变形发生在断裂上半部分的下端,最大变形处的应变为3.81%。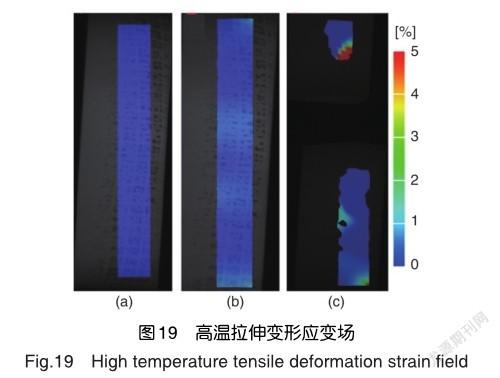
使用同一批次加工的三根试件进行高温拉伸,使用本文方法进行应变计算,比较本文检测方法的测量重复精度,如图20所示。
由图20可见,整个试验分为三个阶段,预试验阶段试件进行了升温及预夹紧,以有效试验阶段起始为基准进行试验,当大部分纤维断裂时进入失效阶段,这时仍有部分纤维负载但是温度开始急速下降,直至试件完全断裂。由于每个试件装夹时的预夹紧力存在不同及试件的加工误差,在失效阶段,试件的断裂时刻会有所差别。使用本文方法所测量的三根同批次加工试件的变形结果曲线在有效试验阶段基本一致,平均偏差小于100με,说明本文方法的检测重复精度可以满足试验需要。
3.2 110℃高温蠕变试验
3.2.1试验方案
在试验中,试验选取了光固化聚胺酯丙烯酸酯作为研究材料,使用紫外线固化成型,树脂液面在高精度紫外线面光源照射下层层连续固化直到打印出相应试样,试样的尺寸如图21所示。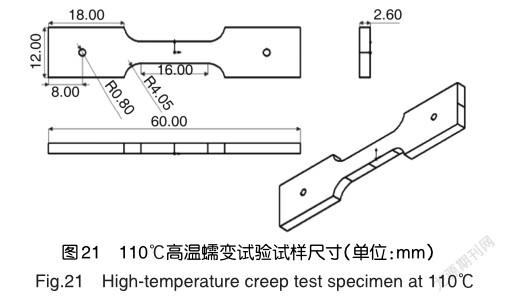
蠕变试验参考ISO899-1,采用恒定重物提供持久加载力,使用红外辐射加温高分子试样,同时在试样左端处粘贴热电偶,完成温度的闭环控制。考虑在该温度下黑体辐射并不强烈,只需保证高温喷漆稳定不起裂,同时减小热气流与反光对数字图像相关的影响,选用一个小风扇在高温箱前吹风来减小热流影响。试样加载采取两端开口方式,使用绳索和滑轮将重物的力转化为拉力。高温箱的金属腔内两侧有通孔,一方面是为各种信号线留有位置,另一方面为方便传力机构的进出留下足够空间,同时在前方开口,以便于高温蠕变试验中数字图像处理与蠕变应变监测。在工业相机CCD前卡口处加装450nm带通滤波片,但试验并没有带来明显改善,故而舍去。然后用线性偏振片覆盖相机镜头,偏振片偏光率为99.99%,可以抑制由于高温下气流流动带来的光路的杂乱信息和玻璃表面的反光。最后,在高温箱左前方放置一个小电风扇,抑制高温下外表面玻璃处加热空气引起光路偏折。结果表明,以上措施可以显著降低数字图像相关(DIC)的误差。
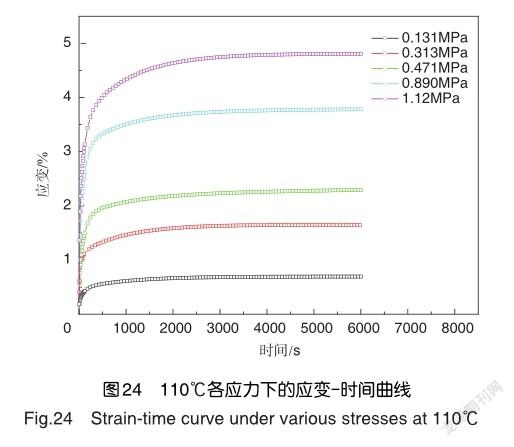
蠕变试验环境温度为110℃,蠕变载荷设置5个水平,分别为0.131MPa、0.313MPa、0.471MPa、0.890MPa、1.12MPa,试验前将试样在高温中110℃保持20min,以使试样得到充分的热平衡,然后挂载试样6000s,并使用DIC计算试样表面应变。高温蠕变试验如图22所示。
为了将DIC得到的平均应变与应变片数据作对比,验证DIC在短时间内的准确性和应变片在长时间内的可靠性,在110℃条件下在试样后端贴上高温应变片。试验所用的应变片为中航电测仪器股份有限公司所产的高温电阻应变计BA120-3AA,电阻值为120.6Ω,灵敏系数为2.10,使用惠斯通1/4桥电路来去除应变片的热输出干扰。
3.2.2试验结果与分析
在110℃、0.131MPa下使用DIC和應变片测量应变,分别得到DIC计算的试样平均应变与电阻式应变片得到的应变,如图23所示。
工业相机成像中散斑像素点总会受到一些折射衍射光线的干扰,DIC由于算法的特殊性,在识别散斑过程也存在一些微小的偏差和截断误差,因此DIC计算的应变存在一些波动性,但波动范围较小。在最大应变为0.7%时,应变的上下波动为0.03%,这是由于试样在红外加热下热应变的复杂性所致,DIC的精度在长期范围内是可以保证的。
由图24可知,材料在高温下表现出较强的应力相关性,应力升高会显著提高其蠕变应变速度,同时材料从蠕变初始阶段到蠕变稳态阶段所需的时间也有了部分提高,在0.131MPa下材料的蠕变变形很小,减速蠕变阶段在加载后的数分钟内就已经结束而进入稳定蠕变阶段。这种转变也很迅速,在1.12MPa下,材料在2000s时其蠕变应变逐渐减小,进入稳态蠕变阶段,而此时的累积应变已经达到4.6%左右,蠕变转变阶段的应变时间和大小均有明显的改变。另外,这表明蠕变过程中由于温度的提升造成材料蠕变速率的加快,同时材料逐步由脆性向韧性转变。结果表明,利用本文所提出的方法,可以很好地对蠕变进行测量,保证了蠕变测量的精度和有效性。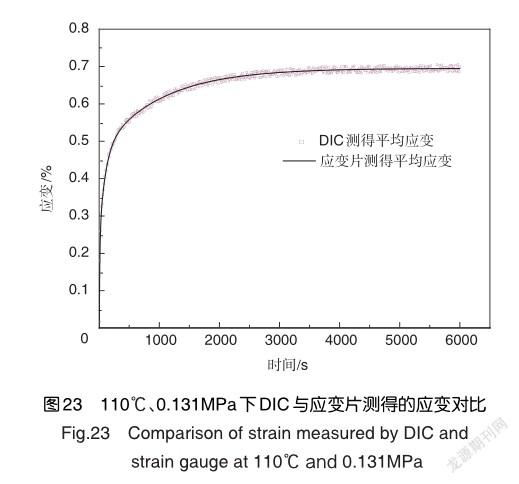
4结论
本文主要研究了高温变形检测中的关键技术,分析研究了高温变形检测中的关键问题,建立了一种高温变形检测方法。针对高温环境普通散斑无法稳定存在的问题,提出了一种新的高温散斑制备方法。
针对原有散斑制备方法所制备的散斑无法在2000℃以上高温中稳定存在的问题,提出了一种等离子喷涂散斑制备方法,并通过试验验证所制备散斑可以承受2600℃的高温,且制备过程不会影响试件力学性能。
本文提出了一种高温辐射光强过饱和图像采集方法,通过使用滤光片组实现了高溫变形中的图像有效采集,而获得清晰的高温散斑纹理图像。并通过试验验证了可以有效过滤高温物体辐射对采集图像的影响,结合高温散斑制备方法获得了较为清晰的散斑纹理图像。同时,本文还提出了一种基于高温散斑图像增强的相关匹配方法。针对高温散斑图像特征模糊,相关计算不稳定的问题,通过进行高温散斑图像增强,改进了高温散斑图像相关匹配方法。通过试验验证表明,通过高温散斑图像增强相关匹配,匹配结果准确,且最大相关值增大了1.7倍,最大相关值与次相关值的差异性扩大了4.98倍,有效提高相关匹配的稳定性,保证了算法的准确性。
通过2600℃下的高温变形测量试验和110℃下进行了3D打印高分子材料的高温蠕变试验,验证了本文所提出的高温变形检测方法的高温散斑制备、高温辐射光强过饱和图像采集和高温弱相关散斑图像匹配方法的可行性。通过比较测量结果可知,本文提出方法所测得的变形应变信息与等效引伸计基本一致。在弹性阶段内,两种方法的平均应变偏差小于200με。通过同一批次加工的多个试件的重复测量得出,本文提出方法的多次测量平均偏差小于100με。
参考文献
[1]罗楚养,张朋,李伟东,等.高温复合材料在空空导弹上的应用研究[J].航空科学技术, 2017,28(1):19-24. Luo Chuyang, Zhang Peng, Li Weidong, et al. Application research of high temperature composite on airborne missile[J]. Aeronautical Science & Technology, 2017, 28(1):19-24.(in Chinese)
[2]Cline J E. Development of ultra-high temperature material characterization capabilities using digital image correlation analysis[D]. Arlington:The University of Texas at Arlington,2011.
[3]Song J L,Yang J H,Liu F J,et al. Ultra-high temperature mechanical property test of C/C composites by a digital image correlation method based on an active laser illumination and background radiation suppressing method with multi-step filtering[J].Applied Optics,2019,58(24):6569-6580.
[4]Xu C,Meng S,Jin H,et al. Modified double-notched specimen for ultra-high temperatures shear-strength testing of carbon/carbon composites[J]. Journal of the European Ceramic Society,2019,39(15):4654-4663.
[5]柴葳,郝庆瑞,宝剑光.光纤温度/应变复合传感器及其在800℃高温下的应用[J].航空科学技术, 2020, 31(2):69-74. Chai Wei, Hao Qingrui, Bao Jianguang. Integrated optical fiber temperature/strain sensor subjected to the 800℃conditions[J]. Aeronautical Science & Technology, 2020, 31(2): 69-74.(in Chinese)
[6]VolklR,FischerB.Mechanicaltestingofultra-high temperature alloys[J]. Experimental Mechanics,2004,44(2):121-127.
[7]Lyons J S,Liu J,Sutton M A. High-temperature deformation measurements using digital-image correlation[J]. Experimental Mechanics,1996,36(1):64-70.
[8]Pan B,Xie H M,Hua T,et al. Measurement of coefficient of thermal expansion of films using digital image correlation method[J]. Polymer Testing,2009,28(1):75-83.
[9]Grant B M B,Stone H J,Withers P J,et al. High-temperature strain field measurement using digital image correlation[J]. The Journal of Strain Analysis for Engineering Design,2009,44(4):263-271.
[10]潘兵,吳大方,高镇同,等. 1200℃高温热环境下全场变形的非接触光学测量方法研究[J].强度与环境, 2011, 38(1):52-59. Pan Bing, Wu Dafang, Gao Zhentong, et al. Research on noncontactopticalmeasurementmethodofwholefield deformation in 1200℃high temperature thermal environment[J]. Structure & Environment Engineering, 2011, 38(1): 52-59.(in Chinese)
[11]刘宁夫,蒋军亮,田敏.数字图像相关法在平板热屈曲试验中的应用研究[J].航空科学技术, 2019,30(9):112-117. Liu Ningfu, Jiang Junliang, Tian Min. Application of digital image correlation method in plate thermal buckling test[J]. Aeronautical Science &Technology, 2019, 30(9): 112-117.(in Chinese)
[12]王翔.高速高温数字图像相关方法及热冲击试验研究[D].北京:清华大学, 2010.Wang Xiang. High-speed and high-temperature digital image correlation method and thermal shock experiment research[D]. Beijing: Tsinghua University, 2010. (in Chinese)
[13]任艳斐.直方图均衡化在图像处理中的应用[J].科技信息, 2007(4):37-38.Ren Yanfei. Application of histogram equalization in image processing[J]. Science and Technology Information, 2007(4): 37-38. (in Chinese)
Research on High Temperature Optical Deformation Measurement Method Based on Digital Image
Qin Qiang1,Zhang Xiangyu2,3,Guo Xiang2,Zhang Chao2
1. AVIC Aircraft Strength Research Institute,Xian 710012,China 2. School of Aeronautics,Northwestern Polytechnical University,Xian 710012,China 3. Hiwing Aviation General Equipment Co.,Ltd.,Beijing 100074,China
Abstract: With the rapid development of aerospace vehicles, accurate measurement of deformation of hightemperature structure becomes more and more important, while traditional optical measurement methods face the problems of image texture blur and gray concentration at ultra-high temperatures, the stabilization of speckle and stable image acquisition can effectively improve the accuracy of strain measurement. In this study, the tungsten powder is used with plasma spraying methods to realize the stabilization of speckle at 2600℃. Then the black body radiation intensity of metal tungsten and carbon fiber material in the visible light range is compared, which showns that the obvious difference in radiation at 450nm can produce clear scattering texture. Bandpass filters, linear polarizers, and light-reducing films are used to suppress strong radiation sources and irrelevant light pollution, indicating that it can be applied to image acquisition under ultra-high temperatures. An improved gray-level homogenization method is used to solve the problem that the gray information is not obvious at high temperature. The comparison of the measurement results from the high temperature 2600℃tensile experiment shows that the deformation and strain information measured by the method proposed in this paper is basically consistent with the equivalent extensometer. In the elastic stage, the average strain deviation by the two methods is less than 200με. And through repeated measurement of multiple specimens processed in the same batch, it can be seen that the average deviation of multiple measurements of the method proposed in this paper is less than 100με. Finally, a creep experiment was carried out at 110°C. The creep behavior of 3D printing polymer materials at high temperatures was measured using high-temperature spray paint and linear filters. The accuracy and effectiveness of the proposed method in terms of high temperature creep are verified.
Key Words: high temperature mechanical properties; digital image; high temperature deformation; high temperature creep; high temperature speckle image enhancement
猜你喜欢
现代农业科技(2017年4期)2017-04-10
科技资讯(2016年27期)2017-03-01
科技资讯(2016年26期)2017-02-28
湖南大学学报·自然科学版(2016年9期)2016-11-19
美与时代·美术学刊(2016年8期)2016-11-09
科教导刊·电子版(2016年1期)2016-03-14
科技视界(2016年3期)2016-02-26
企业导报(2015年12期)2015-07-02
文物鉴定与鉴赏(2015年5期)2015-06-29
国外科技新书评介(2014年3期)2014-12-17
