
炼油厂制氢炉不同损伤级别炉管性能试验研究(二)—短时高温力学性能评价
2021-11-22 22:02明亮王猛飞高腾飞朱秉奎冯颖鹏
装备维修技术 2021年40期
明亮 王猛飞 高腾飞 朱秉奎 冯颖鹏

摘 要:制氢转化炉的运行中,受高温火焰、烟气的作用,辐射炉管不同部位的损伤级别存在着差异。通过3种不同状态的制氢转化炉管的短时高温力学性能试验工作,分析了制氢转化炉管不同损伤级别状态的力学性能特点,为制氢转化炉管寿命预测和转化炉完整性能评价提供数据,弥补了不同损伤级别状态的炉管力学性能研究工作。
关键词:制氢转化炉;损伤级别;性能试验
一、概述
在制氢转化炉运行中,炉内不同部位的转化炉管的损伤状况、辐射温度受制氢炉结构和转化炉运行情况的影响而有所不同[1-2]。国内外众多单位开展了制氢转化炉管失效炉管性能测试研究工作中,只是针对某一段损伤炉管开展了制氢转化炉炉管剩余寿命报告[3]、制氢转化炉管损伤状况分析与剩余寿命预测[4]、制氫转化炉炉管服役后的安全性分析[5]、制氢转化炉炉管状态分析与寿命评估[6]等,取得了一些的试验数据,解决了炉管寿命和完整性评价中的一些问题。在众多研究中,未对不同损伤级别的转化炉管分别进行性能试验工作。为此,收集不同损伤级别、运行时间不同的转化炉管和热壁管开展微观组织、常规性能、高温持久强度等性能试验工作,分析、归纳其性能变化特征,为转化炉炉管性能评定、寿命预测和转化炉完整性评价提供试验收据和理论依据。
本文选取不同损伤级别的炉管进行短时高温力学性能试验工作,为炉管寿命预测提供数据。至于不同损伤级别炉管高温持久强度等性能试验工作,在随后的文章中进行论述。
二.转化炉概况
2.1 某企业的制氢转化炉根据TeChnip公司工艺包进行基础设计及详细设计,于2009年9月投用。转化炉辐射段炉管共有252根,分6列垂直排列,每列42根,规格为ID110×14,材质25Cr35NiNb-MA,每根炉管中心间距为290 mm,炉管总长为12930mm,有效加热长度为12000 mm,设计温度960℃。
2.2 转化炉管的损伤级别
炉管的无损检测评价方法主要是通过水浸超声透射方法检测炉管的蠕变损伤,并将超声衰减程度划分为A、B、C三个级别或类似的四至五个级别。最早的标准来自美国CONAM公司[7],它以声耗30%、70%两个阶梯,简单地把炉管划分为A、B、C 三个级别,并且认为A级管剩余寿命在40000-50000h;B级管剩余寿命在20000h以上;而C级管剩余寿命不足一个使用周期,应予以立即更换。国内专业检测机构在做了大量的剖管实验工作和计算分析之后,认为原标准评判过严,把C级管标准改为声耗率在90%以上。
该制氢转化炉炉管于2011年、2014年、2015年由南京驰新科技有限责任公司负责检测工作[1],依据有关炉管标准[8-11]和其公司内部《制氢转化炉辐射段炉管检测评定准则》进行检测,依据检测数据评定转化炉辐射管的损伤级别为A级、B级、B严重级,未检测出损伤级别为B+、C的转化炉辐射管,同一根辐射炉管上存在着A级、B级、B严重级的不同损伤级别[1]。
三.试样选取
对更换下来的众多辐射段转化炉管的外径、薄厚、蠕胀、腐蚀、磁性等进行观察和检测,炉管无明显结构尺寸变化和腐蚀情况。随机在2015年大修更换下来的转化炉管中,选取编号为113、114、117的辐射炉管上的损伤级别为A级、B级、B严重级的炉管部位进行高温力学性能试验工作。
四.炉管性能试验
4.1 化学成分
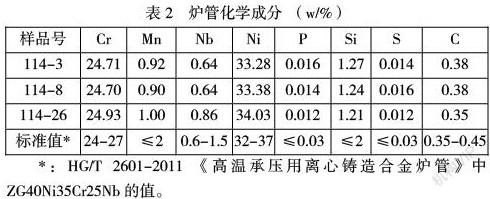
选取不同级别的转化炉管、干烧管和热壁管试样,依据滴定法、光度法、高频燃烧红外吸收法等相应化学分析方法进行转化炉管化学成分分析。试样编号依次为114-3(B严重级)、114-8(B级)、114-26(A级)分析结果如表2所示。
测试结果表明,不同损伤级别的炉管的成分均符合标准或设计文件的要求,不同损伤级别炉管的其它成分并无明显差异;和新炉管的成分进行比较,A级炉管Nb含量略高于B级和B严重级炉管,C、S和P含量也略低;由于Cr含量仍满足标准规定值,且C含量并无明显升高,说明炉管试样的渗碳损伤并不明显。
4.2 高温拉伸性能
4.2.1 依据GB/T 228.2-2015《金属材料 拉伸试验 第2部分:高温试验方法》的要求,对新购置的炉管、干烧管、不同损伤级别、热壁管截取一定尺寸的管段加工成直径为10mm的试样,测试材料在900℃时的短时力学性能。试样在电子万能材料试验机进行高温拉伸性能测试,测试温度为900℃,实测温度由加热炉热电偶及接触试样热电偶分别进行测量、校准。
4.2.2 随机选取损伤级别为A级、B级、B严重级的炉管、干烧管及热壁管管段进行常温力学性能试验工作,同一损伤级别的炉管选取4个不同部位进行试样加工,编号用1\2\3\4表示。如编号为113-18(A)-1\2\3\4表示选取的炉管编号为113、取样炉管部位为18、炉管损伤级别为A级的试样编号为1\2\3\4。
4.2.3 高温拉伸试验
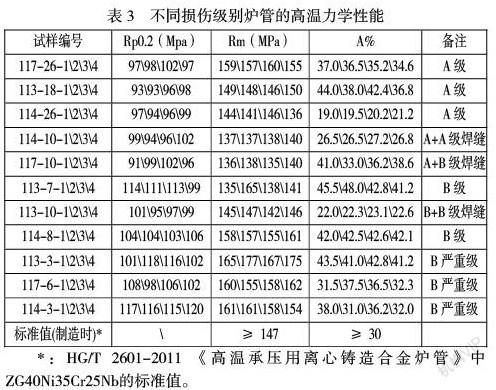
不同损伤级别炉管的高温拉伸性能测试结果如表3所示。
4.2.4 试验数据分析
(1)不同损伤级别的转化炉管在900℃高温拉伸性能测试结果如表3以及图1至图3所示(这些结果是各级别重复试样的平均值)。
(2)与上一篇的常温拉伸性能相比,在A级管,B级管以及B严重级炉管中,A级管的高温屈服强度最低,而B级管的断后延伸率则最高,总的来看在高温强度上B严重级管要高于B级管及A级管,断后延伸率的规律并不明显。从实验结果中也可以看到,不同级别的炉管高温强度性能及高温断后延伸率基本满足HG/T 2601-2011 《高温承压用离心铸造合金炉管》中ZG40Ni35Cr25Nb的标准值要求。
4.2.5原因分析
(1)不同级别制氢转化炉炉管材料微观组织均为晶界粗化的一次碳化物以及晶内大量弥散分布的二次碳化物,内外表面形成氧化层及贫碳化物区,另外支晶界边缘可见少量微孔洞。但随着检测级别提高(A级、B级、B严重级),晶内及沿晶界弥散分布的二次碳化物数量明显增多,且B级管和B严重级管内表面出现针状σ相。
(2)由金相微观观察实验结果可以看到,不同检测级别炉管在微孔洞的数量及大小方面并没有明显区别,这说明导致这些炉管超声检测级别差异的原因并非由于蠕变微孔洞或微裂纹等缺陷,而更可能是基体一次及二次碳化物的大小、数量及分布形式。随着炉管高温时效过程中碳化物的析出及长大,在支晶界的一次碳化物越粗大,晶内析出的二次碳化物数量越多,材料对超声的阻碍作用也越明显,也就导致超声衰减更严重,因此这也很好的解释了不同级别炉管的碳化物形貌差异。另外,B严重级和B级炉管在内表面均出现σ相,但σ相仅出现在近内表面100μm-200μm范围内,这一范围相比模拟渗碳试样的渗碳层厚度更小,因此并非是影响超声衰减的主要因素。
(3)炉管高温力学性能指标随着检测级别提高(A级、B级、B严重级)反而出现提高趋势,这一结果看似矛盾,其实是随着材料二次碳化物在晶内数量增多,析出强化作用逐漸增强,材料强度也相应提高。需要注意,这并不意味着B严重级管材料劣化程度更低或寿命更长,具体损伤程度仍需要进行结合温度应力进行计算。
五、结论
5.1 不同损伤级别炉管的短时高温性能随着损伤级别的变化而变化,表现为在A级管,B级管以及B严重级炉管中,A级管的高温屈服强度最低,而B级管的断后延伸率则最高,总的来看在高温强度上B严重级管要高于B级管及A级管,断后延伸率变化规律并不明显。
5.2 从实验结果中也可以看到,不同级别的炉管高温强度性能及高温断后延伸率基本满足HG/T 2601-2011 《高温承压用离心铸造合金炉管》中ZG40Ni35Cr25Nb的标准值要求。
5.3 分析不同损伤级别炉管材料劣化程度更低或寿命更长,不能只看短时高温试验结果,具体损伤程度仍需要进行结合温度应力进行计算。
参考文献
[1] 孙国豪、李振杰、张云来等.炼油厂制氢转化炉完整性评价方法研究(一)-炉管损伤部位分布特征研究[J],石油化工设备技术,2018,第39卷(卷终)第6期 总第232期,49-53。
[2] 孙国豪,张云来,李振杰等.炼油厂制氢转化炉完整性评价方法研究(二)——不同负荷运行时转化炉内部温度的有限元计算[J],石油化工设备技术,2019,40(2),,31-41。
[3] 巩建鸣,涂善东,陈嘉南等. 制氢转化炉炉管长期服役后损伤评价[J]. 南京化工大学学报(自然科学版),1999,21(1):49-53.
[4] 李毅,何永光,刘望平等. 制氢转化炉管损伤状况分析与剩余寿命预测[J]. 压力容器,2016,33(4):46-51,58.
[5] 段振国,吕胜国. 制氢转化炉炉管服役后的安全性分析[J].石油化工设备技术,2010,31(4):57-59.
[6] 王远德,关于对美国CONAM公司一段炉炉管“C”级管习惯判废范围的修改,泸天化科技,1992年,第4期,46-48.
[7] HG/T 20545—1992 化学工业炉受压元件制造技术条件[S]. 北京:化工工业出版社,1993.
[8] HG/T 2601—2011 高温承压用离心铸造合金炉管技术条件[S]. 北京:化学工业出版社,2012.
[9] SHS 05001—2004 一段转化炉维护检修规程[S]. 北京:中国石化出版社,2004.
[10]DL/T 884—2004 火电厂金相检测与评定技术导则[S]. 北京:中国电力出版社,2009.
[11]温建萍、康志强、顾大群,HP40奥氏体耐热钢炉管长期高温时效的安全性分析[J],南京航空航天大学学报,2005年10月,第37卷第5期,616-620.
