
简单探讨CAXA制造工程师2016R1大赛专用版中的铣螺纹加工策略对比
2021-11-19 20:37谭建华
装备维修技术 2022年2期
谭建华

摘 要:螺纹特征的加工在机械零件加工中很常见,随着对加工的机械零件质量要求越来越高,对螺纹特征的加工手段有了更高的要求。利用计算机辅助在线加工越来越广泛化。结合CAXA制造工程师界面友好、初学者简单易上手等特点,容易被企业和个人用户接受。
关键词:CAXA制造工程师;铣螺纹加工;固定循环加工
CAXA制造工程师是CAXA数码大方系列产品下的一分支,它将CAD模型与CAM加工技术无缝集成,可直接对曲面、实体模型特征进行加工操作。支持轨迹参数化和批处理功能,大幅度提高加工效率和加工质量。通用的后置处理可向任何数控系统输出加工代码。
由于螺纹的种类很多,在这里探讨利用CAXA制造工程师在数控铣床上完成一个普通内螺纹(以M20*1.5为例)的加工。需要说明的是:所有加工前的工作都准备就绪,比如毛坯、工装合理,螺纹的底孔已经完成等。M20*1.5的底孔直径大约为:20-P=20-1.5=18.5mm,所以螺纹的底孔孔径为18.5mm的通孔。
下面在CAXA制造工程师2016R1大赛专用版中用两种不同的加工策略(铣螺纹加工、 固定循环加工)在FANUC-0I系统下的数控铣床中利用单刃螺纹刀和丝锥来铣削螺纹。毛坯材料为100mm*100mm*20mm的45#钢,加工完成后的螺纹表面粗糙度为1.6,牙形角为60度。
下面分别讨论铣螺纹加工、固定循环加工的具体应用。
利用CAXA制造工程师绘制图形,给出合理的加工参数并完成后置处理。
1)铣螺纹加工
具体步骤如下:
粗加工做出牙形的外形,利用改变刀具半径、改变螺纹底径两种方法做半精加工、精加工。半精加工、精加工后均需要用螺纹塞规检测,直到螺纹合格。
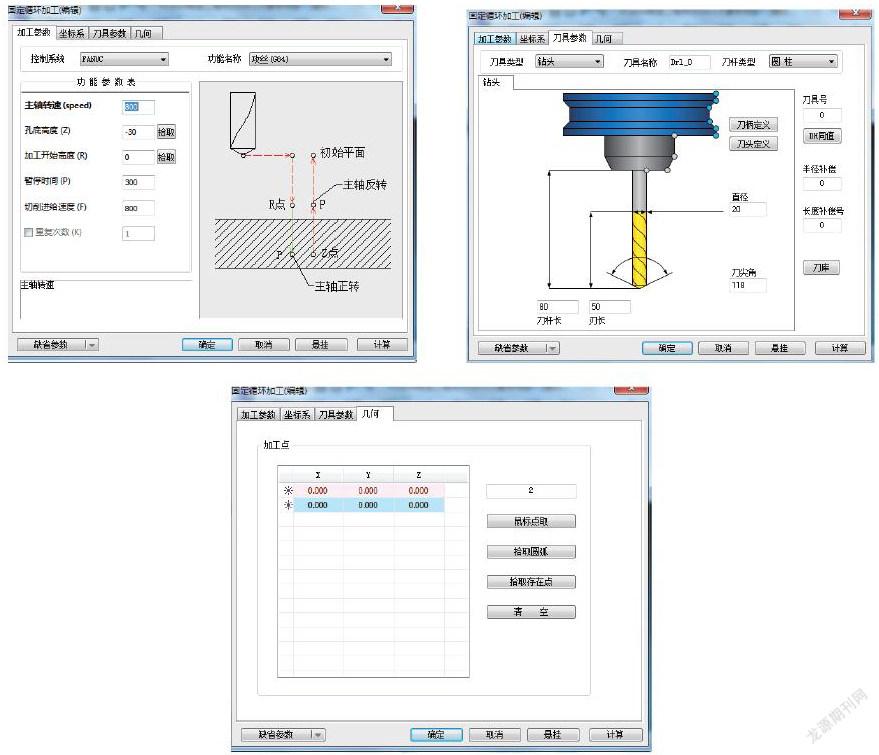
2)固定循环加工
具体步骤如下:
利用丝锥需要更换头锥、二锥、甚至三锥实现正确的螺纹加工。
总结比较:
1)以上两种策略都可以做出合格的螺纹,铣螺纹加工策略加工出来的螺纹的表面质量通过实践证明明显优于固定循环加工策略。
2)在加工过程中,螺纹铣刀不需要更换,一直加工到合格为止,装夹刀具上利用螺纹铣刀优势明显。丝锥需要更换,头锥、二锥、三锥需要多次裝夹,利用固定循环加工策略多次装夹丝锥工序较为繁琐。
3)固定循环加工策略的设置明显比铣螺纹加工策略的设置简单方便。同时铣螺纹加工需要不断的半精加工、精加工(通过调整刀具半径大小或孔底的尺寸来实现)来完成。
4)两种方法各有优势,用户可以按照个人习惯进行选择。
5)通过实践证明,螺纹铣刀比丝锥更耐用、更经济、更安全、更广泛。
参考文献:
[1]韩鸿鸾 丛军滋 《数控加工工艺学》中国劳动社会保障出版社.
[2]刘玉春 《CAXA制造工程师2016项目案例教程》化学工业出版社.
