
基于FANUC外部工件号检索功能得应用
2021-11-19 16:35杨丽敏卫泽岩
装备维修技术 2022年2期
关键词:生产线
杨丽敏 卫泽岩

摘 要:FANUC外部工件号检索功能与窗口读24号功能相结合,实现一键调用工件加工程序,安全可靠。广泛应用于智能制造生产线,简化操作步骤,节约产品换型时间,提高换型效率,降低操作者失误率,并在在实际应用中得到验证。
关键词:程序检索、生产线、产品换型
ABSTRACT: Fanuc External workpiece number retrieval function and window read 24 function combined to achieve a key to call the workpiece processing procedures, safe and reliable. It is widely used in intelligent manufacturing production line. It can simplify operation steps, save product changing time, improve changing efficiency and reduce operator error rate, which has been verified in practical application.
Keywords: Program Retrieval, production line, product remodel
一、功能簡介
预先在程序存储器中存储几个加工程序,以来自外部的信号启动该程序。在复位状态下,以存储器运行方式启动自动运行时,从所指定的工件号起检索程序,并从开头执行程序,检索完成后,利用窗口读功能,读取当前程序号,并将两个程序号相比较,是否一致,确保调用程序的准确、可靠。
二、参数设定
3006#1→1:使用扩展的外部工件号检索(可指定1~9999)
3006#2→1:使用外部工件号检索启动信号EPNS。ST不会进行检索。
3402#6→1:通过按下MDI面板上的复位键、外部复位信号、复位&反绕信号、以及急停设为清除状态。
三、信号控制
1、扩展外部工件号检索信号 EPN0~EPN13
此信号指定存储器运行方式下执行的工件号。按照下面表1所示方式与工件号对应(2进制代码)。这些信号中,工件号 0000 使用于“不进行检索”这一特殊的指定。因此,作为工件号可以指定0001~9999 的范围。
2、外部工件号检索启动信号 EPNS
这是只执行工件号检索的检索功能而不执行自动运行的信号。该信号从'1'变为'0'时执行检索功能,开始从存储器中检索所需的工件程序。
四、PLC编程
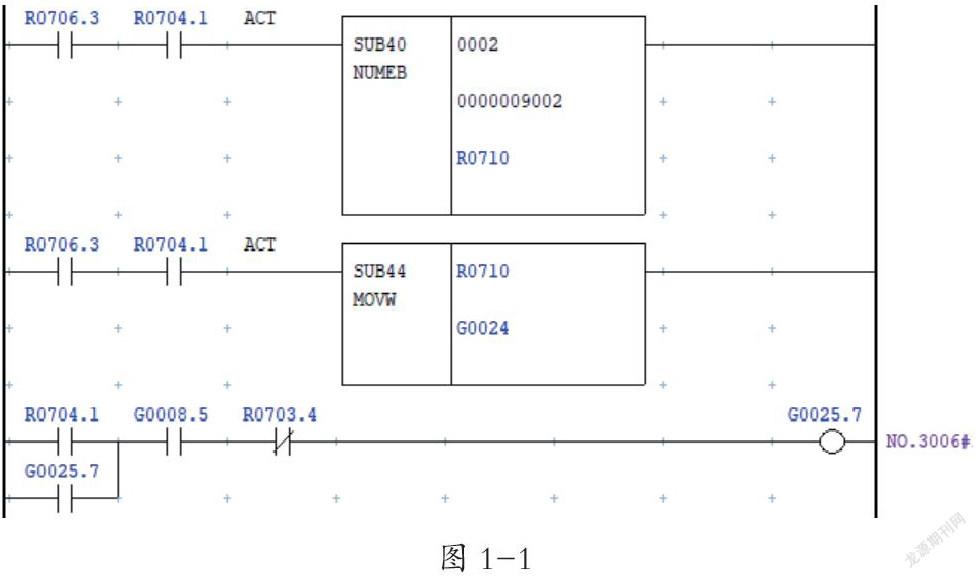
1、外部机械触发所需要得程序工件号EPN0~EPN13
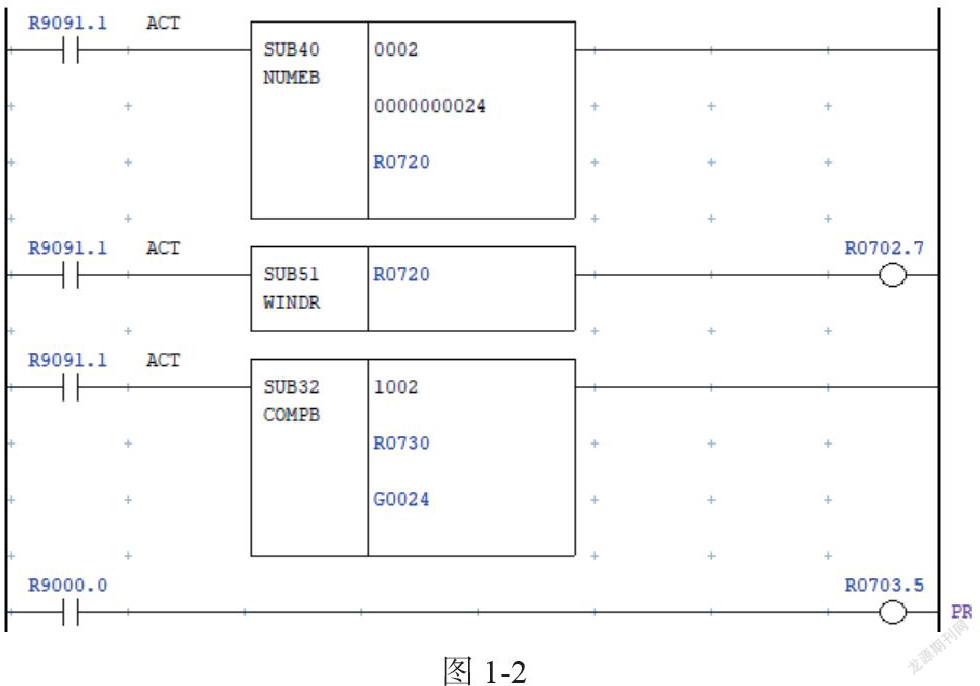
2、利用窗口读功能,24号读取当前程序号,将所读取的当前程序号与需要调用的程序号相比较,一致后才可以启动G7.2信号,否则,报警。如图1-2所示。
五、总结
本文可以帮助使用者,运用工件程序检索功能,结合窗口读功能,在智能制造生产线加工、换型过程中简化操作者操作步骤,提高生产效率,节约时间。
参考文献:
[1] FANUC Series 0i-MODEL F 参数说明书.B-64610CM/01
[2] FANUC Series 0i-MODEL F 连接说明书(功能篇).B-64603CM/01
作者简介:
杨丽敏(1984-),女,辽宁省大连市,通用技术集团大连机床有限责任公司电气研究所,电气设计员,中级工程师,主要从事立卧式加工中心电气设计等。
猜你喜欢
河南科技(2022年8期)2022-05-31
机电工程技术(2021年3期)2021-09-10
大飞机(2020年3期)2020-08-06
中国计算机报(2020年15期)2020-05-13
中国计算机报(2020年11期)2020-04-21
佛山陶瓷(2017年5期)2017-06-05
科技创新与应用(2017年3期)2017-02-18
山东工业技术(2016年24期)2017-01-12
中国纤检(2015年22期)2016-01-18
