核电站土建施工单位焊接的质量管控要点
2021-11-18 17:12刘鹏宋健王梓桦
科学与生活 2021年20期
刘鹏 宋健 王梓桦
摘要:核电站土建施工单位一般承担钢衬里、钢结构、钢筋等核级与非核级物项的焊接,施工单位在建造过程的焊接质量管理直接影响建造、运营的安全性,如人员资格管理、设备、焊接材料及钢材、制造车间评定、工艺评定、焊接过程、无损检验、信息管理等,都是保障物项最终质量的要点,目前国内核电在建技术主要有华龙一号、AP1000、CAP1400、高温气冷堆等,设计依据的标准复杂且多样化,焊接质量的管理受各方极度关注。对核电站土建施工单位焊接的管控要点进行研究和探讨,为后续核电建设提供经验及借鉴。
关键词:核电站;土建;焊接;质量管控
1国内在建核电厂土建施工单位的焊接工程概况
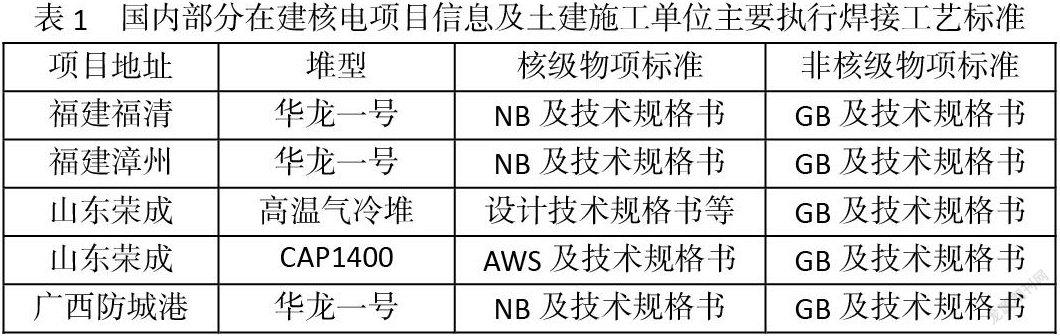
国内在建核电厂址有福建福清、福建漳州、山东荣成、广西防城港等,堆型主要有华龙一号、高温气冷堆、CAP1400等,不同核电厂设计规定执行的焊接标准体系有AWS、GB、设计院的技术规格书、NB、RCCM等,各体系控制要点细节存在差异,焊接控制要求也不同,详见表1。虽然不同项目执行的焊接标准不一,但焊接工程的控制管理思路相近,管理与控制要点按类别划分主要有人、机、料、法、环、测这几个方面。
2 焊接的质量管控要点
2.1 从业人员资格管理
焊接施工中,作业人员有焊工与焊接操作工,无损检验人员,相关人员的资格均按项目划分。施工单位在执行焊接管理过程中,人的因素是第一要素,必须对人员的资格项目进行动态管理,避免资格失效、超资格作业等情况发生。相关人员资格目前按HAF603、HAF602考核取得作业资格许可,非核级焊工一般按TSGZ6002考核,非核级无损检验任务一般可由核级无损检验人员执行检验。
2.2 焊接设备管理
对于执行NB标准焊接的,规定为设备计量有效期为半年[1],而执行其他标准的,一般推荐为一年。主要有电流表、电压表、气体流量计、温湿度计等仪器设备。
在工程建造中,应对相关仪表进行动态管理,一般土建施工单位的现场或车间条件较恶劣,相关施工单位应建立定期的计量管理制度,防止仪表损坏,影响记录的准确性及合规性,造成质量不可确认。
2.3 焊接原材料管理
焊接原材料含焊材、钢材,相关材料必须经验收合格[2]。
目前核电建设中,土建施工单位使用的钢材质量较为稳定,根据经验,管理重点是焊材,薄弱环节有:仓储环境不满足,烘干不规范,领用和回收不规范,需通过完善的程序建设,提升人员的能力和质保意识,并不断检查进行纠偏。
2.4 制造车间评定
制造车间评定,主要由RCCM、NB、设计标准等要求执行[3],ASME及AWS标准目前暂未规定执行。该评定主要评价施工单位场地、设备、管理、经验、无损检验等各方面,属于综合性评价,是施工企业进行核电站钢衬里等物项制造的必要条件,需予以重视并进行组织设置、生产设备投入,以满足要求。
2.5 焊接工艺评定
正式焊接实体前,各项焊接工艺评定必须合格,以检验拟定焊接工艺的正确性。随着焊接技术发展,施工单位依据的相关标准不断更新,应按不同标准体系进行焊接工艺评定,仔细梳理不同标准之间的差异性,对不同物项执行的工艺进行分类管理与应用,确保工艺评定应用时,其适用范围合理,并在有效期内。
2.6 焊接过程工艺控制
工艺过程控制一般为事前审查、事中检查及事后核查。
2.6.1 事前审查包括但不限于:施工图纸、焊接程序与方案、交底、焊接数据包、焊计量检定记录、人员资格、原材料验收记录等,一般先决条件不满足时,严禁启动焊接施工。
2.6.2 事中检查主要为巡检,检查作业环境是否满足要求、焊接参数以及待工件是否符合要求等。同时,需根据不同的焊接活动及环境,应配置足够的环境参数监测仪表,若超出作业许可要求,应停止作业或采取措施,以保障焊接施工质量。
2.6.3 事后核查主要为资料核查。因各施工记录文件互相独立但相互关联,主要针对施工记录与标准、程序、工艺评定是否相洽,如发现问题,应及时整改。
2.7 无损检验管理
无损检验人员必须持证上岗,核级检验人员资格须满足HAF602要求。
近年来,已存在因无损检测人员不足导致的核安全事件,为保证工程质量,应配备有足够人数。
在建造中,应根据设计文件、施工规范要求,对物项需执行的检验进行辨识,检验不符合项类别一般为漏检或操作不规范检验[4]。
2.8 建造信息管理
根据施工逻辑,建议土建施工单位建立全过程的建造施工活动进行信息化管理,根据不同的工作内容建立模块化与集约化信息共享平台。如供方评审、采购与复验、材料领用、工艺评定、人员资格、无损检验、不符合项等。
各建造信息在不同专业发生,互相独立又紧密关联,具有很强的时间、技术、工序逻辑[5],通过数据库管理方法,结合各数据采集设施,可有效降低管理成本,保障工程施工质量。
3 结论
目前,核电土建施工单位的焊接受重视程度逐步提升,因为土建施工单位的焊接质量也影响电站后续安全运行。为做好焊接管控,必须做好下述工作:
(1)核安全与质量文化建设
持续核安全及质量文化的培训和教育,是保障质量的重要手段。质量是核电的生命线,持续完善质量管理,提高执行层、决策层的质量意识,建立健全质量责任制,才能更好的保障焊接质量。
(2)风险辨识与经验反馈建设
焊接质量管理是施工管理中复杂且系统的工程,施工单位应不断积累施工经验,形成经验反馈数据库,并不断进行经验反馈、风险因素辨识,针对性的进行措施预防和技术改进,最终落实在建设管理和施工过程中。
(3)焊接标准主要有:设计技术规格书、标准规范、施工方案、管理和工作程序等。在过程中严格按标准执行,对管理进行标准化建设,并不断根据规范标准、法律法规等进行更新和改进,才能更好的保证焊接质量。
(4)核电站建设中,既要进行不同类别文件(原材复验、工艺评定、焊接过程记录等)的分类管理,又要进行集约化管理。同时,焊接过程各种重要参数(温度、风速、电流、电压等)的记录也是后期竣工和运行问题处理的重要参考资料。利用先进信息化手段,可以降低管理难度,提高管理质量。
参考文獻:
[1] NB/T 20002.6-2013《压水堆核电核岛机械设备焊接规范 第6部分:产品焊接》
[2] GB 50205-2020《钢结构工程施工质量验收标准》
[3] NB/T 20002.6-2013 《压水堆核电厂核岛机械设备焊接规范 第5部分:制造车间评定》
[4] 陈祝年,焊接工程师手册,北京:机械工业出版社,2009
[5] 李汉胜,唐识. CAP1400建设期间焊接质量控制. 电焊机,2016(11),114-117
作者简介:
刘鹏(1987年6月)、男、籍贯:湖北省武穴市、工程师、大学本科、从事核电核级与非核级钢结构加工
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
中国应急管理科学(2022年2期)2022-05-23
科学家(2022年5期)2022-05-13
居业(2016年9期)2016-12-26
居业(2016年9期)2016-12-26
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年16期)2016-06-29
科技视界(2016年10期)2016-04-26
基层建设(2015年10期)2015-10-21