某型动车组焊接工作试件常见问题及解决方案分析
2021-11-18 03:55何俊喜杨婧婧
科学与生活 2021年20期
何俊喜 杨婧婧


摘要:耐候钢因其优异的综合性能,常被用于生产动车组转向架构架,而多层多道焊接在构架焊接中是必不可少的,其焊接质量的好坏直接影响构架的可靠性。本文针对某型动车组焊接工作试件焊接过程中一系列的常见缺陷进行深入分析,从而找出缺陷产生的原因并提出解决方案,优化焊接工艺并用以指导现场实际生产,为公司动车组转向架构架焊接质量的提升提供理论依据和技术指导。
关键词:缺陷;理化;金相;组织
1前言
焊接接头的不完整性称为焊接缺欠,主要有焊接裂纹、气孔、固体夹渣、未熔合、未焊透等几大类。这些缺欠减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹,降低部件疲劳强度,容易引起焊接件破裂导致断裂,其中危害最大的就是焊接裂纹和未熔合。
转向架构架由一系列板材件组装焊接而成。作为高速动车组的核心部件,它承受车辆大部分的动载荷,而焊接技术是确保该部件安全运行的核心技术之一,焊接质量的好坏直接影响着列车的安全性、可靠性和运行寿命。
某型动车组构架焊接生产前,须针对重要的焊接接头进行焊接工作试件的制作,并按相关标准对试件进行理化检测,通过理化结果分析缺陷产生的原因及机理,从而制定纠正预防措施,用以优化焊接工艺,指导正式构架焊接生产。
2工作试件材料与要求
2.1母材
板材用S355J2W耐候钢标准试板,产品成分及规定极限值的允许偏差执行EN10025-5标准,钢板化学成分见表1,机械性能见表2。
2.2焊材
焊丝用国产上海大西洋焊接材料有限责任公司生产的CHW-55CNH型铁道车辆用高强度耐大气腐蚀钢用镀铜气体保护焊丝,焊丝的化学成分及力学性能见表3和表4。
2.3工作试件形式、焊接参数及基本要求
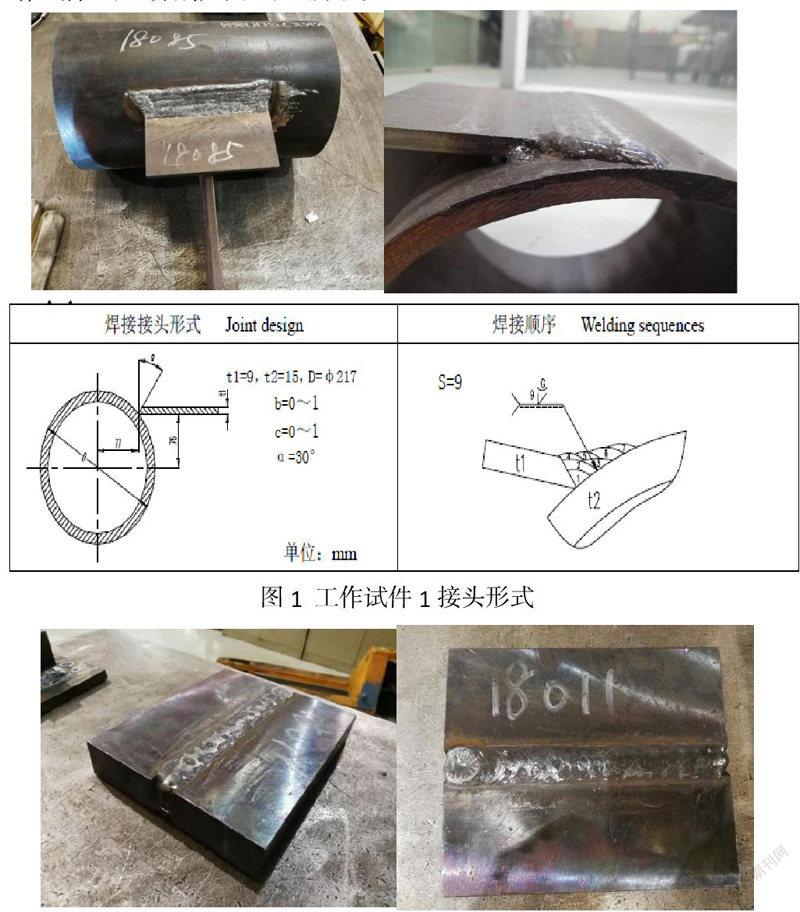
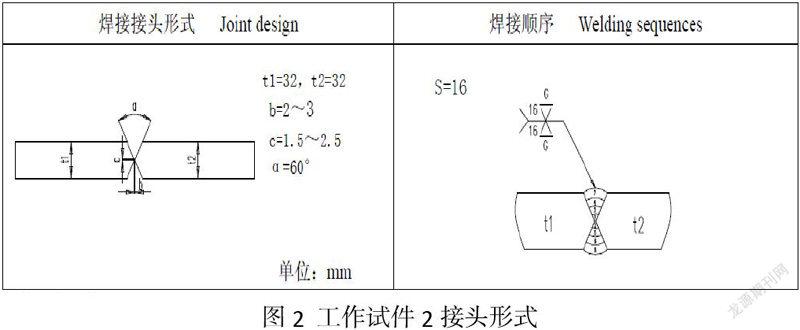
工作试件采用手工MAG焊接,保护气体为80%Ar+20%CO2。焊前将焊缝及其周围20mm范围内打磨露出金属光泽。焊接过程中做好层间打磨清理,适当喷涂防飞溅液,控制层间温度小于180℃,层与层之间错开10mm-15mm以便于处理引弧、熄弧缺陷。焊接完成后进行打磨清渣处理,工作试件1、2分别如图1、2所示。
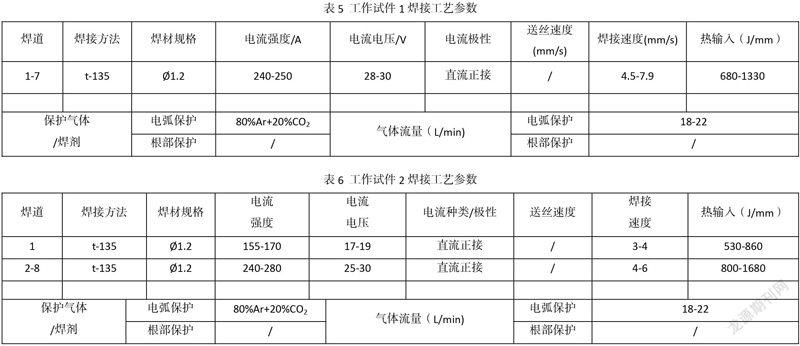
工作试件1、2焊接工艺参数如表5、表6所示。
在工作试件焊接中,由于耐候钢焊丝铁水流动性差,参数选择不合理以及操作水平不高等原因,产生各种缺陷问题,导致力学性能下降,焊缝不美观,板件变形大等问题的出现,导致工作试件不合格。
3 主要焊接缺陷分析
焊接过程中常见的焊缝缺陷有焊缝咬边、气孔、夹渣、未填满、未熔合、焊缝直线度差、焊缝成型不良、焊缝对称度差等缺陷,其中以气孔、未焊透为主要焊缝缺陷。
3.1气孔
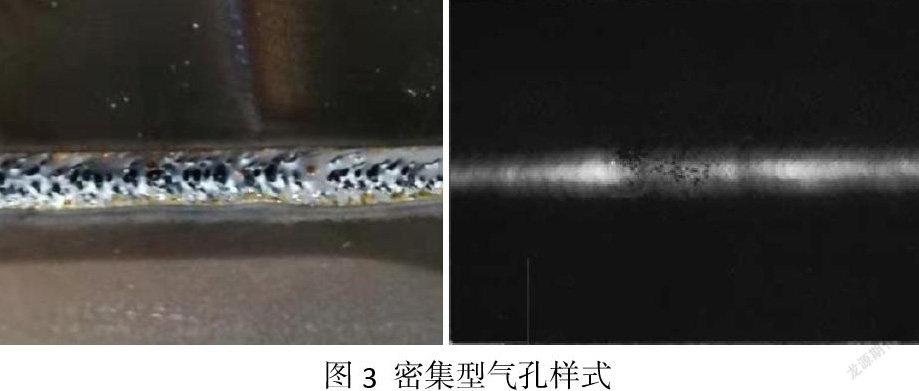
3.1.1 气孔:是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。其气体可能是熔池从外界吸收的,也可能是焊接冶金过程中反应生成的。气孔样式如图3所示。
3.1.2 形成气孔的主要因素
(1) 材料因素,主要包括:气体纯度低,含有过多的杂质或水分;焊丝生锈或表面不干净;焊丝成分不符合要求等。
(2) 设备因素,主要是设备的供气系统出现故障:一类是机械故障如管路漏气或堵塞、喷嘴飞溅过多;另一类是焊机的控制系统故障,造成未提前送气,滞后停气或时送时断等情况而形成气孔。
(3) 工艺因素,主要包括:工作试件焊接部位清理不彻底,表面油污、锈蚀、漆等物质未能清理干净;喷嘴到熔池的距离太 远,未能有效保护熔池;气体流量过大或过小;电弧电压过高,电弧过长,使熔滴在轴向的压力增大而偏离熔池中心过渡,保护效果变差而形成气孔;焊接速度过快,焊后焊枪离开过快,空气进入未完成结晶的熔池形成气孔。
(4) 环境因素,影响气孔形成的环境因素主要是风速和湿度,风速超过允许值会吹走保护气体,使空气进入熔池中形成气孔;湿度超过允许值则会使熔池中水分含量增加而产生气孔。
(5) 操作因素,焊枪角度太大,气体吹离了保护区域;终焊端收弧处未作停留,空气进入熔池。
3.1.3 气孔缺陷的控制措施
3.1材料控制:选用合格的气体;选用符合成分要求的焊丝。
3.2设备控制:保障设备的供气系统和供气控制系统处于正常状态。
(3) 工艺控制:工作试件焊接部位进行彻底清理;通 过试焊确定最佳工艺参数,主要包括:焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量和焊接极性,使各参数达到最佳匹配。
(4) 環境控制:对焊接现场的风速和湿度进行控制,符合焊接要求才进行施焊。
3.1.4 操作优化措施
一、焊前做好清除焊丝,工作坡口及其附近表面的油污、铁锈、水分和杂物,必要时采用丙酮清理待焊区域,待全部挥发后再施焊;
二、防飞溅液的使用要适度适量,避开待焊区域20mm以内;
三、控制运条手法,采用“回荡式”来回运作焊枪,减缓熔敷金属冷却速度,尽量确保气体在熔敷金属凝固前快速逸出,避免气泡凝固在金属内部;
四、采用直流反接并用短电弧施焊;
五、焊前对待焊区域预热,避免空气湿度大导致待焊区域水汽停留,并减缓冷却速度;
六、气体流量18-22L/min的范围,手动调整至20-22L/min,加大保护气的保护作用。
通过采用以上措施,有效杜绝了焊缝密集型气孔缺陷的质量问题,优化前后工作试件的焊缝成型如图4所示。
3.2 未焊透
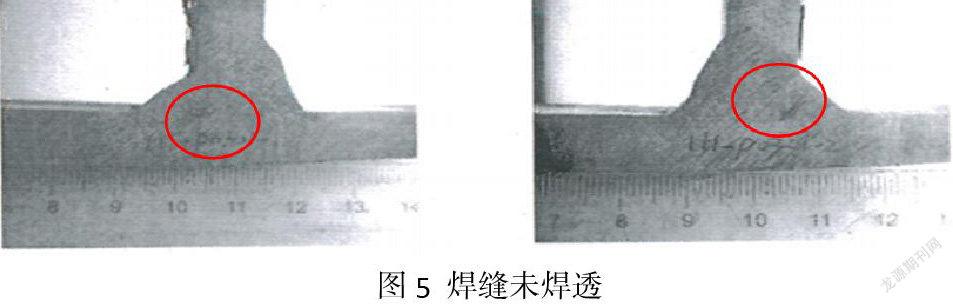
未焊透是指母材金属未熔化,焊缝金属没有溶入母材根部,背面未熔透的现象。如图5所示。
3.2.1 产生焊缝未焊透原因
(1)焊接电流小,熔深浅;
(2)焊接速度过快;
(3)坡口和间隙尺寸不合理,钝边太大;
(4)产生了弧偏吹现象;
(5)焊接处于下坡焊位置,根部母材未熔化时已被铁水复盖;
(6)母材根部有污物或氧化物影响熔敷金属与母材间的熔化结合等。
3.2.2 优化措施
(1)焊前用砂轮片仔细清根去除根部杂质、锈迹、周边油污及杂质;
(2)打底前,调整焊丝干伸长为15~20mm,焊接时,控制焊接速度为30~60cm/min,焊速适当走下限,采用短弧焊的方式进行焊接;
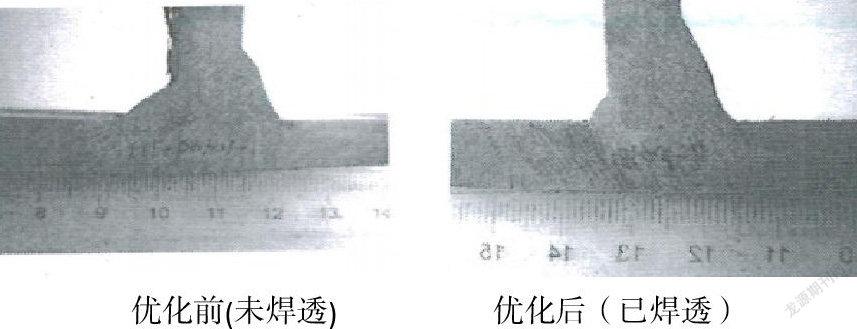
(3)控制焊接电流为240-250A,电压为28-30V范围,尽量控制在上限区域施焊,采用“打圈圈”运条手法进行熔化焊,压道之间需压覆良好,层与层之间彻底清理焊渣及氧化皮,优化前后焊缝侧面对比如图6所示。
4、结论
通过对动车组焊接工作试件焊接过程中一系列的常见缺陷进行深入分析,找出解决方案,优化焊接工艺,提高了焊接工作试件合格率,并用以指导现场实际生产提高了产品质量,为公司动车组转向架焊接工艺提供理论依据和技术指导。
猜你喜欢
人间(2016年24期)2016-11-23
人间(2016年27期)2016-11-11
知音励志·社科版(2016年8期)2016-11-05
课程教育研究·学法教法研究(2016年21期)2016-10-20
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
环球时报(2014-02-17)2014-02-17