
1850mm冷轧机工艺润滑系统改进及优化
2021-11-10 01:42廖礼涛
科技信息·学术版 2021年23期
廖礼涛
摘要:通过对我公司1850mm冷轧生产的产品质量问题进行分析,并结合冷轧工艺润滑的原理及其在冷轧生产中的作用,从而针对性的提出改进、完善措施,对工艺润滑系统进行了改进和优化,并应用于生产实践,取得了显著的效果。
关键词:工艺油;冷轧机;工艺润滑;分段控制
引言:我公司1850mm冷轧机的轧制力达到千吨以上,轧制速度则接近1200m/min。金属在这样高速变形过程中产生很大得变形抗力,一方面由于金属内部分子间的摩擦产生大量的热能;另一方面,带材的减薄(延伸)又不可避免地使轧辊与轧件表面发生相对运动。所以在轧制过程中,为了减小轧辊与带材之间的摩擦、降低轧制力和功率消耗,使带材易于延伸,提高产品质量,需要在轧辊和带材接触面间加入工艺油润滑冷却液,有效确保不可逆冷轧设备的良好润滑状态。我公司1850mm轧机自投入生产以来,工艺润滑系统一直不稳定,板式过滤机组中上层过滤箱滤饼不均匀,过滤效果不佳,为保证产品质量,提高轧制油品质,每8个小时换一次纸,换一次纸至少停机1个半小时。还有在生产装饰板时,辊型难于控制,产品中间松,经常出现拉筋问题;油品黑脏容易产生黑点线等问题,严重影响了1850mm冷轧机的生产,因此,对1850mm冷轧机工艺润滑系统进行改进和优化,迫在眉睫。
1、循环式工艺润滑系统简介
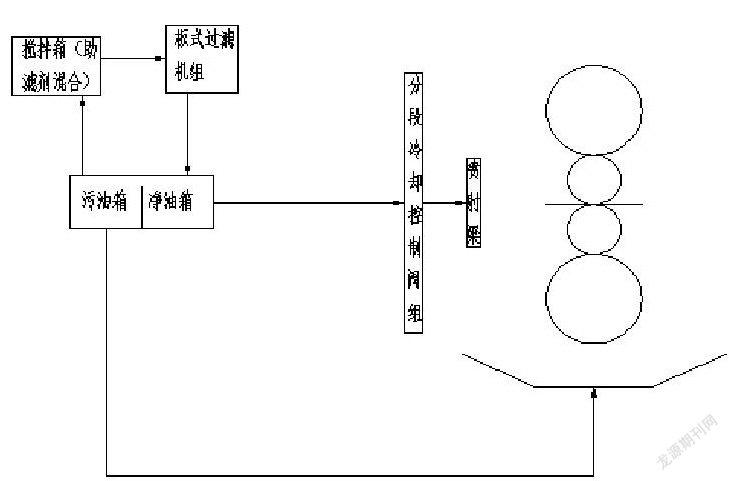
我厂冷轧机组采用的是循环式工艺润滑系统,如图1所示。
系统主要由工艺油过滤系统、净油输送、污油回收、分段冷却四部分。系统具备污油过滤处理、供油、控制油温等功能。分段冷却控制可以实现各喷嘴的启闭、流量调节、喷淋宽度控制等功能,通过工艺油控制工作辊各段温升,形成需要的辊型热凸度,达到控制板型的最终目的。
2、我公司1850mm冷轧机工艺润滑系统存在的主要问题。
2.1、板式过滤机组滤饼不均匀,油品脏,换纸频繁。
我公司板式过滤机组滤饼不均匀,严重时滤箱部分区域没有土,工艺油过滤效果不好,特别是夏天的时候,轧制油很容易脏,严重的时候两三个小时换一次换纸。
2.2、轧制油流量小、分配不合理,分段冷却轧辊的能力不足。
我公司在生产装饰板的时候,经常出现中间松,拉筋的问题,特别是在涂漆之后,缺陷非常明显,严重制约了装饰板产品的生产。
2.3、工作輥辊型不能稳定控制。生产中只有通过降低轧制速度或将产品轧制至成品前冷却后在轧制,致使生产效率低下和供货期延长。
2.4、喷射梁经常有喷嘴堵塞现象,导致轧制油不能正产喷射,喷淋曲线不正常,冷却不够。
3、1850mm冷轧机工艺润滑系统的改造和优化工作。
针对上述问题,结合我公司1850mm冷轧机高速、重载、工作制式等特点,以保证工艺润滑油品质、产品质量、经济效益最佳为根本出发点,我们对1850mm冷轧机工艺润滑系统进行了以下几个方面的改进和优化。
3、1针对板式过滤机组滤饼不均匀,油品脏,换纸频繁的问题。
在冷轧工艺润滑技术方面,我们调整了板式过滤器助滤剂添加量和预涂时间,观察了板式过滤器预涂土层的均匀性,并检测了轧制油油品。
在工艺润滑设备设计方面,系统考虑工艺油循环系统,开启一台过滤泵在压力增高时,长时间连续生产,污油箱的油会溢流到净油箱。
项目实施及优化
1)、预涂时,增加了活性白土,在搅拌箱配以合适浓度的助滤剂(硅藻土和活性白土),经过射流泵,吸入过滤泵的入口,从而在板式过滤机板框内形成2—3mm厚的预涂层。同时延长板式过滤机组的预涂时间,预涂时间由15分钟改为30分钟,经跟踪观察预涂土均匀度有了明显改善。
2)、经过设计单位根据现场实际计算,用一台过滤泵,并将过滤泵叶轮直径由225mm改为200mm,板式过滤机板框内油口由3mm改为5mm。经过一段时间跟踪观察后,预涂土层均匀,无中间无土层现象发生。
3)、偶尔上层过滤箱滤饼不平,有山丘,我们进一步优化,更改板式过滤机入口比例阀(开口度由100%改为90%),经观察使用,土层均匀,过滤时间延长。
3.2、轧制油流量小、分配不合理,分段冷却轧辊的能力不足。
我们针对1850mm冷轧机生产的装饰板拉筋问题,仔细的跟踪观察,发现拉筋主要集中在带材的中间部位,间距差不多50mm左右,观察喷淋曲线,带材肋部的喷淋已经达到上限,分段冷却流量不足。
我公司1850mm冷轧机采用的是西门子的喷射梁,喷嘴分段最小距离是52mm,上下各34组,每组3个喷嘴,为提高分段冷却的能力,经过实地考察和研究,根据现有的喷射梁结构,进行了喷嘴的改造,我们选用了喷嘴分段最小距离为26mm的喷嘴,上下各34组,每组4个,同时增加了边部热喷系统,并在进行冷轧生产是根据需要开启2台供油泵。
3.3、针对工作辊辊型不能稳定控制的问题。
我们对工作辊的辊径进行了测量,辊径差别过大,有的达到了3mm,更换弯辊、压上系统伺服阀,前后进行了对比,电气信号响应速度非常明显。
1、针对1850mm冷轧机在用的工作辊,进行了重新配辊,保证每对工作辊辊径在0.5mm以内。
2、保证液压油的精度,定期清洗邮箱,更换滤芯和伺服阀,保证伺服阀电气的响应速度。
3.4、针对喷射梁经常有喷嘴堵塞现象。
我们对喷射梁的喷嘴进行了拆卸,检查后发现,喷嘴电磁阀里的过滤网有焊瘤,造成的堵塞,清洗后,恢复正常,并修改了成品生产的工艺,在轧制前,检查喷嘴的喷淋情况。
结语:
1850mm冷轧机工艺润滑系统改进和优化后,工艺油润滑过滤系统换纸时间,由原来8小时换一次过滤纸,延长到每24小时换一次纸,即节省了过滤纸、硅藻土,又增加了轧机运行工作时间。喷射梁喷嘴改造和增加热喷后,我公司生产的装饰板拉筋的问题得到了解决,消除了黑点线的产品缺陷,辊型控制稳定,达到了国内同行业水平,对同行业的工艺油润滑系统的改进和优化具有重要的借鉴和指导意义。
参考文献
[1]林静,刘静兰 铝带冷轧机工艺润滑系统改造 《铝加工》 2015年第四期 19-20页。
[2]元萌,朱爱美、陈普 泰钢950mm可逆冷轧机工艺润滑系统的优化 《江西冶金》 22-23页。
[3]徐鹤贤 浅谈冷轧过程中的润滑及控制 《特钢技术》2001第4期 1-8页。
