浅谈多头蜗杆车削
2021-11-10 06:03杨晓东
科学与生活 2021年12期

摘要:在普通车床上加工多头蜗杆由于加工效率和加工质量,一直都是一个不好解决的难题。本文针对在加工多头蜗杆过程中容易出现的扎刀和分头精度不好把握等现象进行分析,找出原因,阐述一下多头蜗杆的加工方法。
关键词:多头蜗杆,扎刀,分头。
1. 引言
蜗杆与蜗轮组成的运动副常用于减速传动机构中,以传递两轴在空间成90°交错的运动。传递过程中蜗杆是主动件,所以蜗杆加工精度直接影响传动精度。
2.加工多头蜗杆的突出问题
●在车削过程中常被“多次循环分头,依次逐面车削”所困扰。每次分头用百分表也好,用块规也好,都要费很多功夫,并且车削过程须始终高度精力集中,及时发现误差和故障。
●在精车阶段常出现各头齿厚和齿槽宽不一致,一时又难以找出。哪头余量多,哪头余量少,即使找出又难以处理,因为变动齿厚又牵扯齿槽宽度,齿厚虽有余量但齿槽宽却没余量,导致零件不合格。
●车削时。由于蜗杆齿形较深,导程大通常会出现“扎刀”现象,影响表面粗糙度。
3.多头蜗杆工艺要求
●轴向或法向齿厚、齿形必须符合图样要求。
●各头的齿厚、齿槽宽必须相等,齿两侧表面粗糙度值要小。
●蜗杆径向圆跳动应在允许范围内。
4. 多头蜗杆的车削步骤
●粗车。粗车主要是车出梯形槽,以去除大量,有以下两种方法:
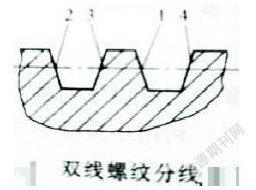
①利用小滑板刻度分线并车削,具体可参照“双线梯形螺纹分线”图所示方法。
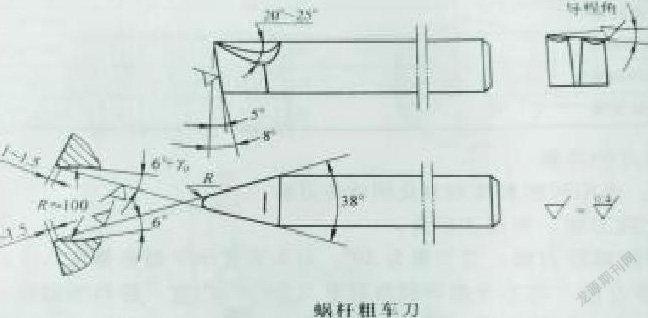
②将小滑板刻度对零位,然后按多头蜗杆的齿距进行分线,同时用三角螺纹车刀在蜗杆外圆上刻出粗车时的齿顶宽(Sɑ按0.834);以蜗杆粗车刀(见图)在齿槽的刻线范围内进行左、右车削(不能超越齿顶宽刻线)。粗车时为防止切屑黏附在车刀上或形成积屑瘤,刻采用30号机油加红丹粉做切屑液,进行冷却润滑。
●半精车。半精车时为了精车提供分线精度、留有较小余量并具有较好表面粗糙度的半成品。因此半精车必须纠正粗车产生的分线误差,并使精车余量均匀。表面粗糙度值则应控制在Ra3.2~Ra6.3μm以内。其方法是:采用轴向分线半精车第一条螺旋槽。先将蜗杆齿根圆直径车至规定要求,并记下中滑板刻度;半精车齿槽顺进给方向侧面留精车余量约0.15mm,注意中、小滑板刻度及小滑板移动量不变;最后,再按上述方法,依次逐个半精车齿槽另一侧面,并留出0.15mm的精车余量。
●精车。精车除了要细心外,还应熟练掌握“多次循环分线,依次逐面车削”原则。由于蜗杆齿根圆直径已车至规定要求,故只需精车齿根槽左、右侧面。为了确保加工质量精车应采取下列措施:
①大前角。精车齿槽左右侧面背吃刀量要小(尤其是最后兩刀),γο=15°~20°刀刃平直、光滑,确保锋利。
②薄切削。精车齿槽两侧背吃刀量要小,(尤其是最后两刀),αρ=0.01~0.02mm,使车下的切屑如铝箔一样薄而发亮,每走一刀都要仔细观察和分析排屑情况,判断车刀是否保持锋利。
③低速。精车蜗杆时主轴转速要放慢,转速过高,齿面表面粗糙度难以保证,一般n以10r/min为宜。
④充分浇注切削液。要根据工件材料选择具有良好滑性能的切削液(钢性宜采用四氯化碳、硫化油、植物油)并充分浇注。
⑤勤测量。由于分线误差、车刀磨损、让刀等诸多因素,易造成多头蜗杆齿距误差,精车时应勤用单针测量法控制蜗杆分度圆直径,力求各头一致,还要用齿厚卡尺测量蜗杆各头齿厚并做记录。最后利用小滑板进行修正,使齿距得到保证。
5. 车削三头蜗杆轴加工实例
①工件图样
加工如图所示三头蜗杆,模数mx=3mm,齿形角αx=20°,导程角γ=10°0´29“,将其螺旋方向改为左旋。
②加工工艺分析
蜗杆的齿形为法向直廓,安装车刀时,应把车刀左右刃组成的平面旋转一个导程角,即垂直于齿面。车削时应采用可回转刀杆。由于蜗杆左端直径较小,为了不降低工件刚度,需先粗车蜗杆齿形,再车Φ25κ6、Φ20mm、Φ18mm、Φ30f7、Φ35f7外圆。精车时采用三针测量齿厚精度。根据蜗杆的基本参数,mx=3mm、zq=51÷3=17,查表可得量针距离Μ=59.673mm,量针直径do=5.46mm。由于蜗杆齿形在图样上标注是齿厚偏差,因此必须把齿厚偏差换算成量针测量距离偏差。换算方法ΔΜ上=2.7475Δs上=2.4745×(-0.2)=-0.5495mm.
ΔΜ下2.4745Δs下2.4745×(-0.28)=-0.7693mm,得Μ=59.673- 0.5495-0.7693mm
③刀具选择
选用W18Cr4v做刀头材料,分粗车刀和精车刀。粗车刀的刀尖角应小于两倍齿形角,,刀尖适当倒圆。精车刀要求左右刀刃之间的夹角等于两倍齿形角;刀刃直线度要好。
④工件装夹
粗车时采用四爪单动卡盘、回转顶尖一夹一定装夹
⑤车削要领
用分层切削法粗车蜗杆齿形,用以冷却为主的冷却液。粗车齿形应在牙型两侧及槽底留0.3mm半精车余量。半精车齿形应在牙型两侧及槽底留0.10~0.15mm的精车余量。多头分线时应用分线工具分度卡盘或是采用小滑板分线法分线。精车时应用对刀样板或是万能角度尺严格装刀,并注意用万能角度尺检查尺形半角精度,修正刀头位置,防止齿形角度误差。精车齿形时,一次只车一个齿面,在径向微量进给深度相同的情况下反复分头,以克服螺距误差。精车时把不加水的硫化液涂在牙型面上,或者用铅油、10%红丹粉加N46机械油配成的切削液。
⑥加工步骤
用三爪自定心卡盘夹毛坯外圆,车端面,转中心孔。掉头,车端面,取总长304mm,至尺寸,转中心孔,车Φ50mm×20mm装夹工艺台。用三爪自定心卡盘夹Φ52mm×20mm工艺台,尾部用回转顶尖支撑,通车外圆至Φ61mm.粗车Φ40mm至Φ44×23mm,,35f7至Φ39mm×72mm,,30f7至Φ33mm×48mm,,25κ6至Φ32mm.掉头,一夹一顶粗车Φ35mm至Φ39mm×27mm,,25κ6至Φ35mm.研磨中心孔,用三爪自定心卡盘夹Φ35mm外圆,尾部用回转顶尖支撑,粗车Φ18mm外圆至Φ30mm×20mm,,25κ6至Φ32mm.掉头用用四爪单动卡盘夹Φ30mm×20mm处靠卡盘爪处外圆用千分尺校正至0.005mm.半精车Φ57h9外圆至Φ58mm,Φ40mm至Φ41mm×19mm,,Φ35f7mm至Φ40mm.粗车三头蜗杆齿形,用齿厚卡尺测量齿顶厚度。粗车完成后把工件在两顶尖之间装夹,精车Φ57h9×56mm至尺寸,两端倒角。利用分度卡盘分度,半精车、精车三头蜗杆至尺寸要求。车Φ40mm×20mm、Φ35f7×72、Φ30f7×48、25κ6至尺寸要求,各处倒角。掉头工件在两顶尖间装夹,车35mm×24、Φ25κ6×20mm、Φ18mm×25mm至尺寸要求,各处倒角。
6结束语
多头蜗杆导程大、齿形深、切削面积大,车削时容易产生振动,造成工件变形和出现扎刀现象。蜗杆尺寸精度和表面粗糙度要求又高。所以车削过程中一定要分粗车、精车。分线要准确。只有这样才能保证蜗杆的质量。
参考文献
[1]车工(高级).主编,徐洪义.中国劳动社会保障出版社,2008.7.
[2]车工工艺与技能训练.中国劳动社会保障出版社,2001.1.
作者信息
杨晓东,男(1971.3),汉族,籍贯:辽宁省葫芦岛市,专科,一级实习指导教师,研究方向:机械加工。