往复式葡萄叶幕修剪机液压系统仿真与试验
2021-11-10 13:11:44薛春林李建平边永亮李昕昊
河北农业大学学报 2021年5期
薛春林,李建平,霍 鹏,边永亮,李昕昊
(河北农业大学 机电工程学院,河北 保定 071000)
葡萄作为世界第二大栽培水果,在意大利、法国、中国、美国、土耳其和阿根廷等国家广泛种植[1]。截止到2017年,全国葡萄总产量占世界葡萄总产量的11%[2-3];作为农村农民脱贫致富、乡村振兴的产业之一和人民对餐后水果消费量的增大,我国葡萄栽培面积在逐步扩大,对葡萄园生产的机械化配套设备需求日渐旺盛[4-6]。葡萄叶幕整形修剪是一项季节性强且需要大量人力的工作,对葡萄叶幕进行科学的修剪尤为重要[7-8]。
龙魁等[9]优化设计往复式葡萄藤切割器,对割刀曲柄半径、切割器行程、曲柄转速、机器前进速度进行优化计算,为低功耗修剪机的设计提供了一定的理论基础。胡洋洋[10]设计了往复切割器式葡萄剪稍机,切割器依靠液压伸缩调节装置,可以实现葡萄园不同种植行距的无级可调,完成修剪工作。张德学等[11]设计了PJS-1型两翼式葡萄剪枝机,采用液压驱动方式进行修剪工作,可完成双行葡萄叶幕侧部和顶部的修剪工作。通过分析国内外葡萄叶幕修剪机的研究现状得出,我国全自动叶幕修剪相关研究还处于起步阶段,液压传动系统还不够完善。葡萄种植户迫切需要1种自动化程度高、运行平稳、修剪效果好、效率高的新型修剪机来满足生产的需求。
根据葡萄园种植要求和叶幕修剪的园艺要求,为适应不同行距和不同叶幕高度的葡萄园,设计了能够实现侧部和顶部葡萄叶幕修剪的机械装置液压系统,并进行对应机构运动仿真分析,以解决葡萄叶幕夏季修剪劳动强度大的难题。
1 往复式葡萄叶幕修剪机液压系统设计与原理
1.1 液压系统的设计
拖拉机自身的液压系统可实现悬挂农机具的工作位置状态调节等作业需求,在葡萄叶幕修剪过程中修剪装置、伸缩调节装置均需要液压系统提供持续、稳定的动力,故往复式葡萄叶幕修剪机设计了独立的液压系统,液压系统总成主要包括液压油泵、电磁阀、垂直升降液压油缸、左/右侧移动液压油缸、液压马达,如图1所示。
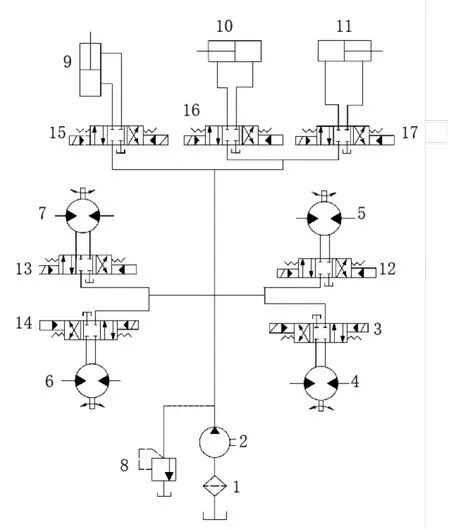
图1 液压系统示意图Fig. 1 Schematic diagram of hydraulic system
往复式葡萄叶幕修剪机液压系统包括垂直升降液压回路、左右移动液压回路和修剪液压回路3部分。垂直液压回路由油液过滤器1、液压泵2、垂直升降控制阀15、垂直升降油缸9和溢流阀8组成;左/右侧移动液压回路由油液过滤器1、液压泵2、左侧移动控制阀16、右侧移动控制阀17、左侧移动液压油缸10、右侧移动液压油缸11、溢流阀8组成;叶幕修剪液压回路由油液过滤器1、液压泵2、右侧控制阀3、右侧顶端控制阀12、左侧控制阀13、左侧顶端控制阀14和右侧液压马达4、右侧顶端液压马达5、左侧液压马达6、左侧顶端液压马达7和溢流阀8组成。通过调节溢流阀8的开度控制液压主回路的液压流量,进而实现液压缸、液压马达等执行元件的运动速度快慢,以保证液压系统稳定工作。
1.2 液压马达选型
液压马达作为往复式葡萄叶幕修剪装置的关键元件,为符合葡萄叶幕的修剪要求,驱动葡萄叶幕修剪的液压马达转速为500 r/min[12],根据满足葡萄叶幕修剪和系统工作压力等需求,选用马达的型号为BM2-50,马达参数如表1所示。
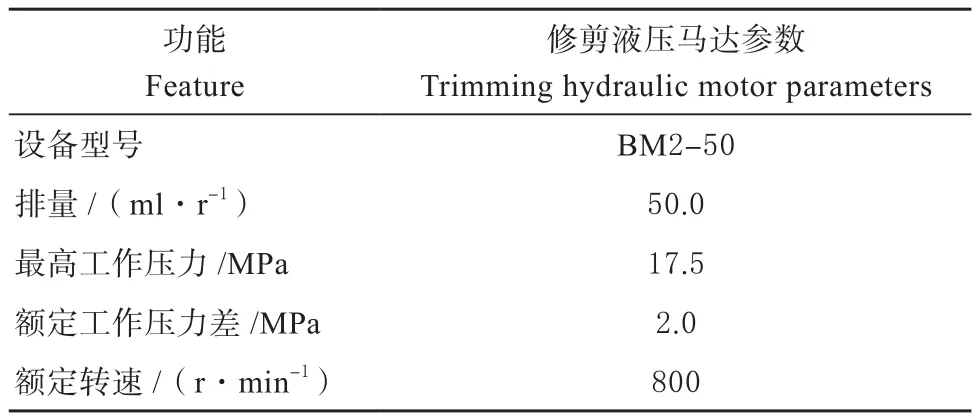
表1 液压马达参数Table 1 Hydraulic motor parameters
2 液压传动系统结构
利用液压系统体积小、响应快和布局灵活等优点[13],往复式葡萄叶幕修剪机的传动液压系统分为3路:第1路是修剪机构的垂直升降系统,控制修剪机构的垂直移动,以适应不同高度的葡萄叶幕;第2路是控制修剪机构左右移动的传动系统,以适应不同行间距的叶幕修剪;第3路是修剪机构的驱动系统,以驱动带动往复式切割装置工作的马达转动。
2.1 垂直升降液压回路
根据葡萄园的种植模式和葡萄藤架及支柱的设置,垂直升降液压回路的控制对象主要是往复式葡萄叶幕修剪作业机构(图2)。在修剪机工作前,按照葡萄园藤架高度和葡萄叶幕位置高度,调整往复式葡萄叶幕修剪机构的离地高度,实现机具入地转场和叶幕修剪的作业要求。

图2 垂直升降液压回路原理图Fig. 2 Schematic diagram of vertical lifting hydraulic circuit
拖拉机动力输出轴驱动液压泵2对液压回路进行供油,液压油经过油液过滤器1过滤,通过垂直升降控制阀15控制液压回路,当垂直升降控制阀15处于左位时,液压缸9下腔室进油、上腔室回油,使液压杆上升,实现修剪机构上升;当垂直升降控制阀15处于右位时,液压缸9上腔室进油、下腔室回油,使液压杆下降,实现修剪机构下降,达到控制往复式葡萄叶幕修剪机构升降符合葡萄顶端修剪的高度园艺要求,如图2所示。
2.2 左右移动液压回路
根据不同行距葡萄园叶幕修剪的园艺技术要求,叶幕幅宽修剪装置的位置调整通过左/右侧移动液压回路来控制。左侧移动液压回路控制往复式葡萄叶幕修剪机左侧的修剪装置位置调整,以适应葡萄行左侧叶幕修剪作业;右侧移动液压回路控制往复式葡萄叶幕修剪机右侧的修剪装置,以适应葡萄行右侧叶幕修剪作业。按照葡萄园行间种植模式,在修剪机作业前调整往复式葡萄叶幕修剪装置距叶幕的左右距离,使修剪装置的作业位置满足通风透光和改变树体微气候等葡萄生长的整形要求。
通过左/右侧移动控制阀控制往复式葡萄叶幕修剪机左侧和右侧修剪装置处于葡萄叶幕的幅宽修剪位置。拖拉机动力输出轴驱动液压泵2对液压回路进行供油,液压油经过油液过滤器1过滤;当左侧移动控制阀16处于左位时,液压缸10左腔室进油、右腔室回油实现液压杆驱动左侧修剪装置向右移动远离葡萄叶幕修剪位置;当左侧移动控制阀16处于右位时,液压缸10右腔室进油、左腔室回油实现液压杆驱动左侧修剪装置向左移动至葡萄叶幕需修剪位置;同理,当右侧移动控制阀17分别处于其左右位时,控制液压缸11的液压杆伸缩,实现右侧葡萄叶幕修剪装置的位置调整,如图3所示。
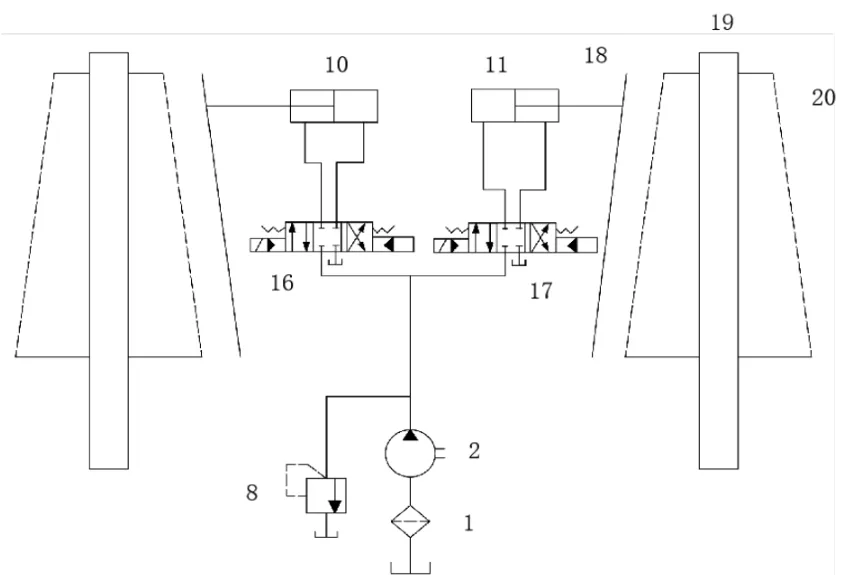
图3 左右移动液压回路原理图Fig. 3 Schematic diagram of moving hydraulic circuit left and right
2.3 叶幕修剪液压回路
葡萄叶幕修剪是由液压马达驱动往复式叶幕修剪装置来实现。液压马达带动偏置曲柄高速旋转,通过曲柄连杆机构带动切割器的往复运动,达到葡萄叶幕修剪作业要求。
葡萄叶幕修剪装置液压回路如图4所示,拖拉机动力输出轴驱动液压泵2对液压回路进行供油,当右侧控制阀3处于右位时,右侧液压马达4正转工作,带动右侧顶端叶幕修剪装置进行修剪作业;当修剪作业完成后,右侧控制阀3处于中位,实现液压回路卸油、液压马达停止工作,右侧顶端叶幕修剪装置停止工作;同理,左顶端液压马达、左侧面液压马达、右侧面液压马达在对应液压阀控制下实现相应液压马达驱动往复式叶幕修剪装置作业。
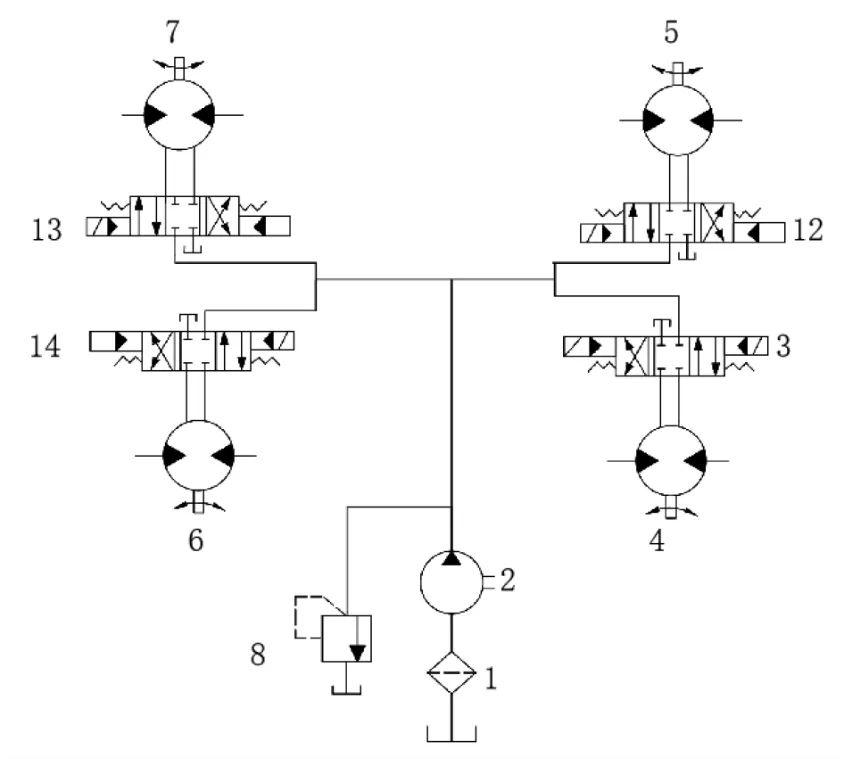
图4 叶幕修剪液压回路原理图Fig. 4 Schematic diagram of the hydraulic circuit of leaf curtain trimming
3 液压系统建模与仿真
3.1 液压系统建模
根据往复式葡萄叶幕修剪机的液压系统工作原理,利用 AMESim 建立垂直升降液压回路a,左/右侧移动液压回路b,左侧叶幕修剪装置液压回路c,如图5所示。
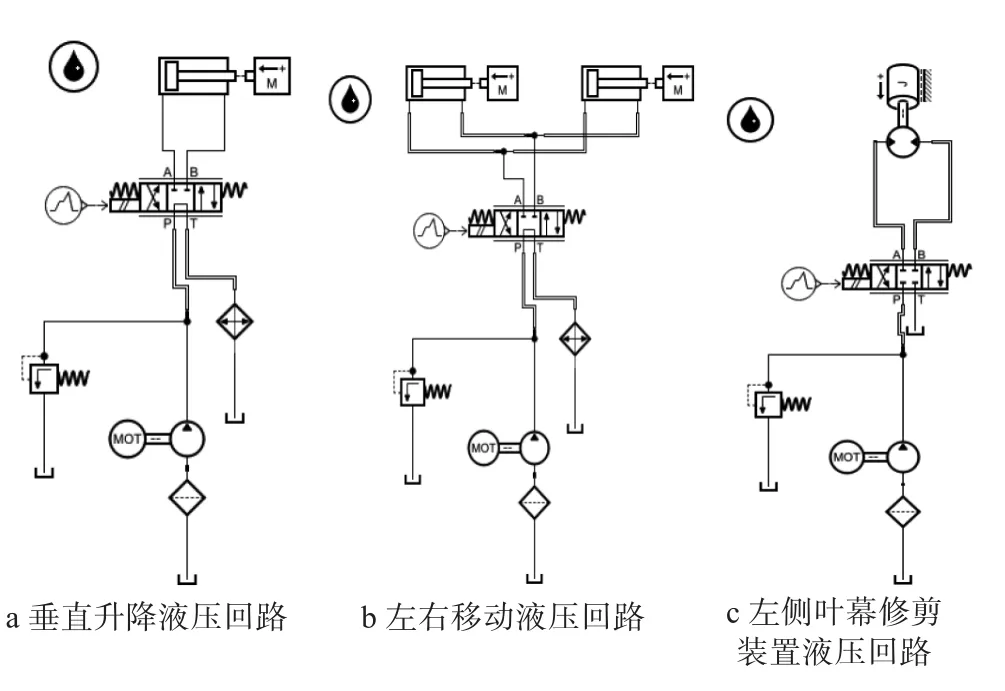
图5 液压系统模型Fig. 5 Hydraulic system model
液压仿真软件中采用与拖拉机后输出轴输出扭矩相对等的电机提供动力,3种液压回路的主要参数如表2、表3和表4所示。
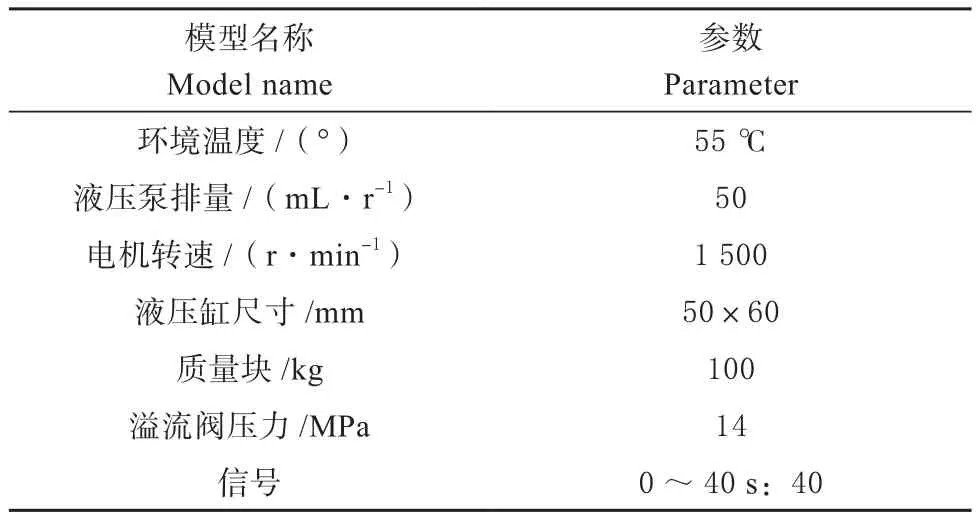
表2 垂直升降液压回路主要参数Table 2 Main parameters of vertical lifting hydraulic circuit
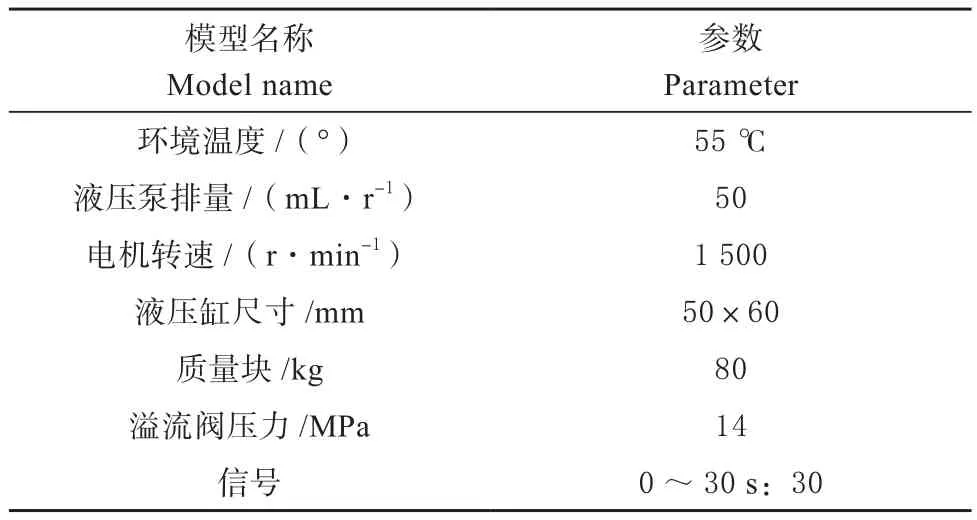
表3 左右移动液压回路主要参数Table 3 Main parameters of moving hydraulic circuit left and right

表4 左侧叶幕修剪装置液压回路主要参数Table 4 Main parameters of the hydraulic circuit of the left leaf curtain trimming device
3.2 仿真结果分析
为验证往复式葡萄叶幕修剪修剪机液压传动系统的可行性,利用AMESim对往复式葡萄叶幕修剪机的3种液压回路进行系统建模和仿真分析。液压回路模型仿真主要是对垂直升降机构升降控制、左/右侧移动机构移动控制和液压马达工作情况进行分析,通过设置运行频率和时间,仿真得到垂直升降机构液压缸位移曲线图、左/右侧移动机构液压缸位移曲线图、左侧液压马达转速曲线图和控制信号曲线图。
垂直升降液压油缸驱动往复式葡萄叶幕修剪机构的升降情况,如图6所示。
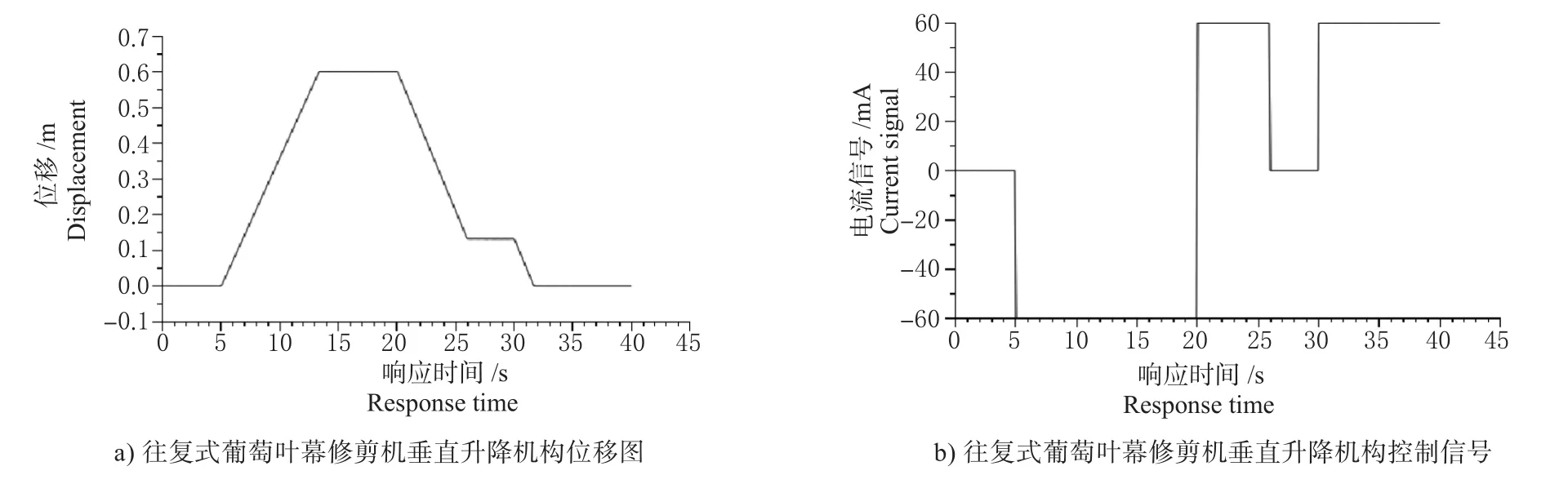
图6 往复式葡萄叶幕修剪机垂直升降机构工作曲线图Fig. 6 Working curve diagram of vertical lifting mechanism of reciprocating grape leaf trimmer
升降情况完全按照所给定的信号进行工作:0~5 s,信号为0,垂直升降回路准备工作;5~13.3 s,垂直升降液压机构完成上升过程;13.3~20 s,信号为0,垂直升降控制阀关闭油路,往复式葡萄叶幕修剪装置停留在上升位置;20~26 s垂直升降液压油缸驱动修剪机构完成下降过程并且停留在预降位置,随后往复式叶幕修剪装置进行阶段下降,回到初始位置。垂直液压回路工作过程中,通过仿真曲线可以看出升降过程很平顺。从仿真分析结果可以看出,该垂直升降液压回路能完成往复式葡萄叶幕修剪装置的正常升降工作,能够根据不同葡萄叶幕高度的不同调整往复式葡萄叶幕修剪装置的上下位置,满足设计要求。
左/右侧移动液压油缸驱动往复式葡萄叶幕修剪机两侧修剪装置的左右移动情况,如图7所示。
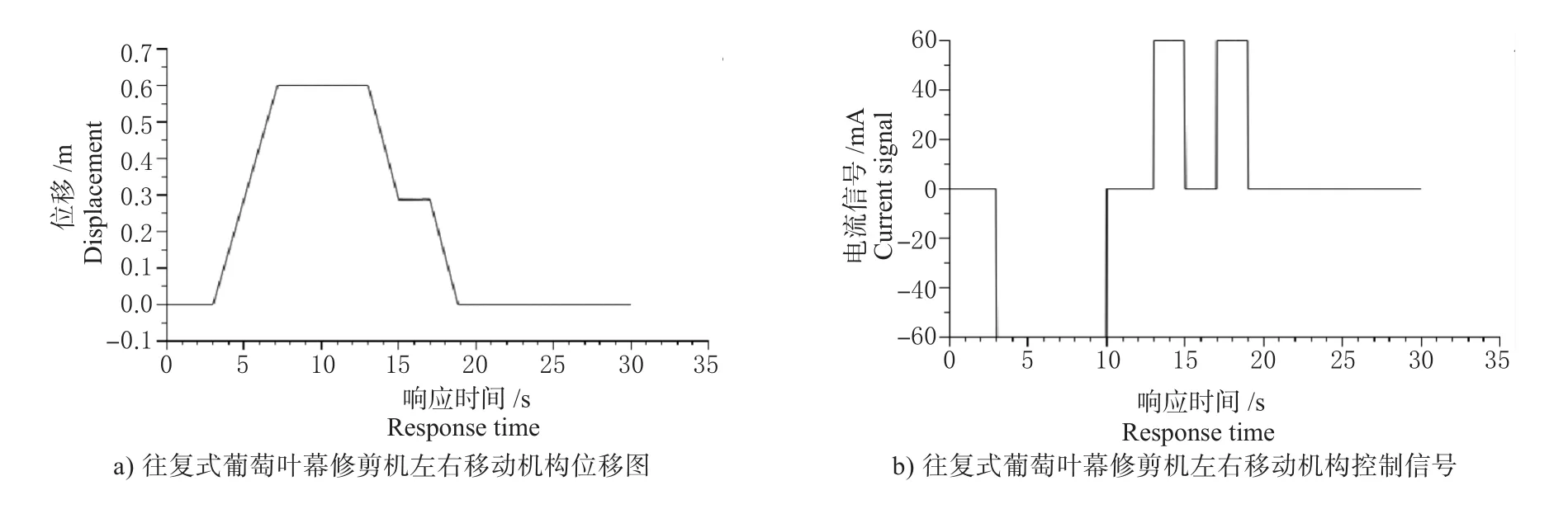
图7 往复式葡萄叶幕修剪机左右移动机构工作曲线图Fig. 7 Working curve diagram of left and right moving mechanism of reciprocating grape leaf curtain trimmer
左右移动情况完全按照所给定的信号进行工作:0~3 s,信号为0左右移动回路准备工作;3~7 s,左右移动液压机构完成左右移动过程;7~13 s,信号为0,左右移动控制阀关闭油路,往复式葡萄叶幕修剪装置停留在左右移动位置;13~15 s左右移动液压油缸驱动修剪机构完成收缩过程并且停留在预收位置,随后往复式叶幕修剪装置进行阶段收缩,回到初始位置。左右移动液压回路工作过程中,通过仿真曲线可以看出左右移动过程很平顺。从仿真分析结果可以看出,该左右移动液压回路能完成往复式葡萄叶幕修剪装置的正常移动工作,能够根据不同葡萄园不同行距的种植状况调整往复式葡萄叶幕修剪装置的左右位置位置,满足设计要求。
左侧液压马达驱动往复式切割装置做往复运动,如图8所示,按照所设定信号进行工作:0~3 s,信号为0,液压马达回路准备工作;3~13 s,液压马达驱动曲柄连杆装置正常往复工作;13~16 s,液压马达停止工作,往复式切割装置停止修剪作业。从仿真结果可以看出,该左侧面液压回路控制往复式切割装置速度比较稳定,满足设计要求。
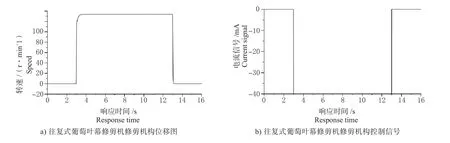
图8 往复式葡萄叶幕修剪机修剪机构工作曲线图Fig. 8 Working curve diagram of pruning mechanism of reciprocating grape leaf trimmer
因此,垂直升降液压缸和左右移动液压缸均能正常移动且运行平稳,液压马达速度比较稳定,为往复式葡萄叶幕修剪机液压系统整体设计提供了理论依据。
4 液压仿真结果试验验证
4.1 评价依据
往复式切割装置往复运动频率是影响叶幕修剪质量好坏的关键因素,而往复频率快慢是由液压马达决定的。为验证液压马达仿真结果的准确性,以叶幕修剪漏剪率、葡萄枝条撕碎率为试验指标的切割质量来衡量葡萄叶幕修剪机的叶幕修剪性能。葡萄叶幕修剪试验过程中对葡萄枝条撕裂个数、未剪下的枝条数和枝条总数进行总数统计,分别按式(1)和式(2)测定葡萄叶幕枝条的漏剪率和撕碎率[14],测定结果取平均值。
4.1.1 撕碎率TS撕裂率是指切割后葡萄茎秆未被剪切撕裂状态下的百分数值[15]。计算公式为

式中:Ts—枝条撕裂率(%);S—撕裂枝条数(个);Z—枝条总数(个)。
4.1.2 漏剪率YL漏剪率是指切割后葡萄茎秆未被剪切漏剪状态下的百分数值。计算公式为

式中:YL—枝条撕裂率(%);L—漏剪枝条数(个);Z—枝条总数,(个)。
4.2 试验条件
2020年8月10 日在河北省保定市定州市黄家葡萄酒庄基地进行试验,验证葡萄叶幕修剪机的工作稳定性以及垂直升降机构和左右移动机构的性能。试验葡萄园为2010年度种植,树龄10年,行距2 m,株距100 cm,机具配套拖拉机为邢台同德404型,作业的对象为酿酒葡萄北纯品种,以盒尺、卷尺游标卡尺为辅助,对修剪后的枝条状况进行统计。
4.3 试验数据
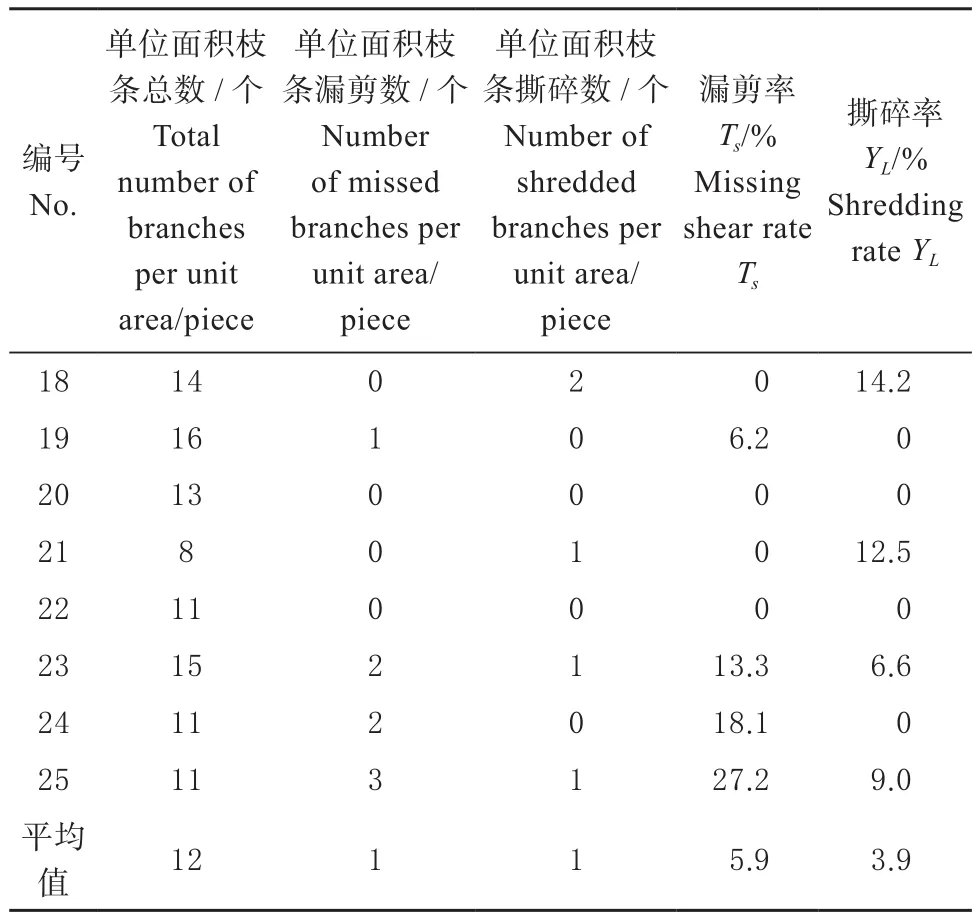
为进行往复式葡萄叶幕修剪机液压系统对叶幕修剪效果的分析,在往复式葡萄叶幕修剪机作业地块随机选取25个区域进行叶幕修剪单侧测试,对测试点的葡萄枝条修剪情况进行记录,并定义未修剪的为漏剪,非平整剪断为撕裂[14]。往复式葡萄叶幕修剪机叶幕枝条修剪质量统计数据如表5所示。
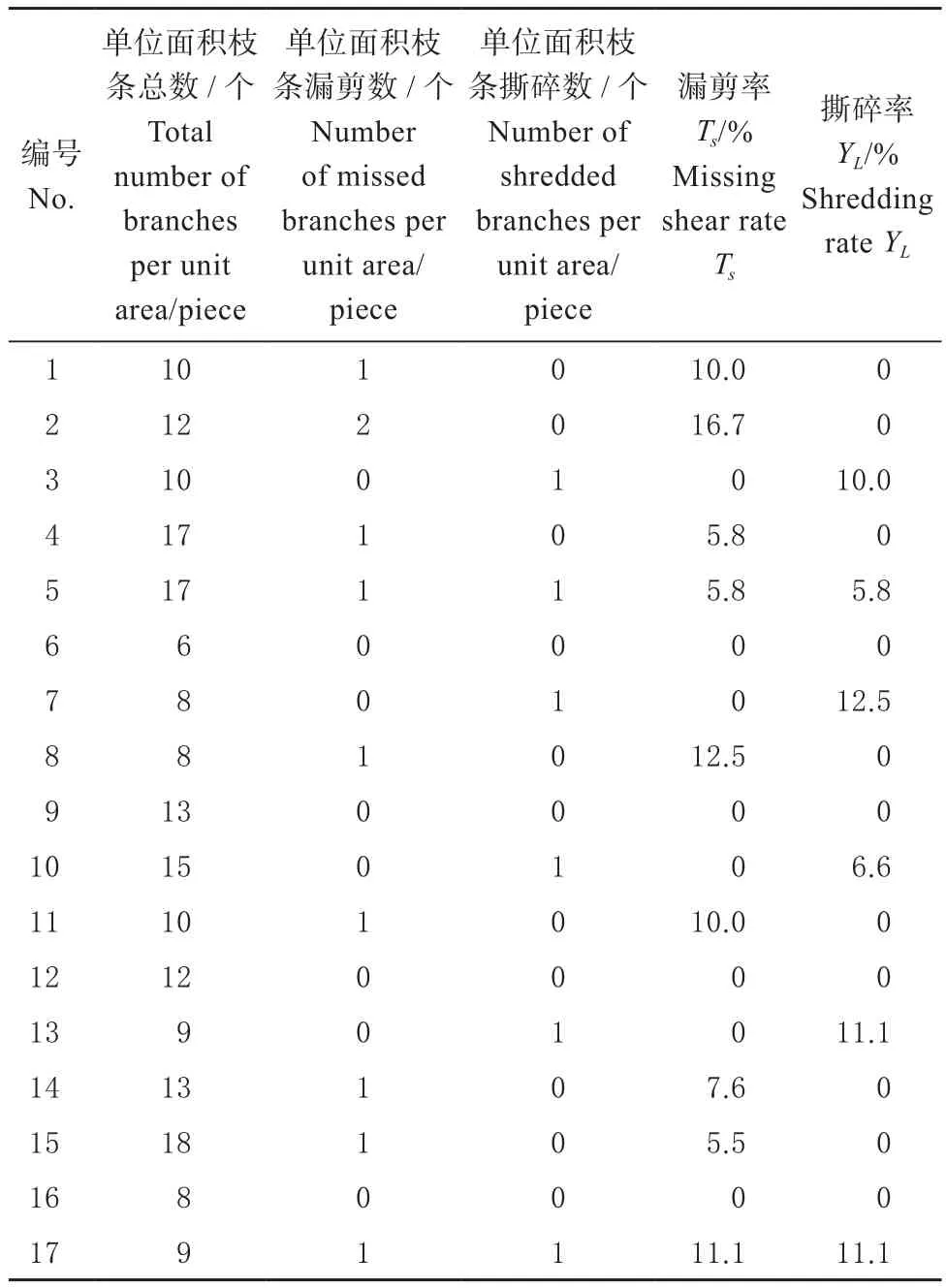
表5 叶幕枝条修剪质量数据统计表Table 5 Statistics table of pruning quality data of leaf curtain branches
续表:
4.4 数据分析
(1)撕碎率
由公式(1)计算得葡萄叶幕修剪撕碎率T平均值:T=∑ai/25
式中:ai—不同测点的撕碎率,i取1~25。
葡萄叶幕修剪撕碎率T为3.9%。
(2)漏剪率
由公式(2)计算得葡萄叶幕修剪漏剪率L平均值:L=∑bi/25
式中:bi—不同测点的漏剪率,i取1~25。
葡萄叶幕修剪漏剪率L为5.9%。
5 结论
(1)利用AMESim 对往复式葡萄叶幕修剪机液压回路进行了建模与仿真分析,得到垂直升降机构、左右移动机构和修剪机构的液压工作情况。
(2)液压马达转速在500 r/min时,往复式枝条修剪机的液压系统工作性能稳定,田间试验表明葡萄叶幕枝条漏剪率为3.9%,断口撕碎率为5.9%,满足葡萄叶幕修剪的园艺要求。
猜你喜欢
活力(2019年17期)2019-11-26 00:42:26
石油化工自动化(2018年5期)2018-11-14 02:34:30
小学生导刊(2017年15期)2017-05-17 05:44:09
棋艺(2016年4期)2016-09-20 06:15:27
中国塑料(2016年3期)2016-06-15 20:30:00
工业设计(2016年7期)2016-05-04 04:02:06
当代化工研究(2016年7期)2016-03-20 16:21:59
设备管理与维修(2016年5期)2016-03-16 02:20:47
工程建设与设计(2016年4期)2016-02-27 10:51:16
石油化工建设(2015年2期)2015-12-01 04:16:46