PVA退浆废水的生物降解及资源化研究
2021-11-09 03:09刘荣荣李松良李国栋
印染助剂 2021年10期
刘荣荣,李松良,李国栋
(1.扬州市职业大学资源与环境工程学院,江苏扬州 225009;2.苏州珩悦环保工程有限公司,江苏苏州 215400)
作为一种亲水性浆料,PVA 因优良的上浆性能被广泛使用[1-2],但PVA 又是不易被生物降解的物质[3],若想用优良的易降解生态浆料取代,还需要一个漫长的过程。为了提高纺织物的可织性,必须先上浆再退浆,因此,使用PVA 浆料会导致退浆废水中含有大量PVA(1 g/L PVA1799 的CODCr约为1.76 g/L,BOD/COD=0.07[4])。若PVA 退浆废水未经处理进入水体,PVA 在水体中积累会产生大量泡沫,黏度增大,影响微生物的活性[5],加剧水体的环境负荷。
PVA 废水的处理方法有物理法、化学法、物化法和生物法。物理法包括蒸发后浓缩和超滤法[6];化学法有盐析絮凝法及高级氧化法等;物化法设备简易、运行方便、工艺较成熟,但有机污染物只是从液体形态转变为固体形态,并没有被彻底降解,而且有机污染物并未被回收利用,导致污染物累积与二次污染[7];生物法包括好氧法、厌氧法、生物法联用处理技术、生物法与其他技术联用处理技术。随着清洁生产理念及可持续发展理念在纺织行业的践行,环保工作者专注于PVA 退浆废水的生物处理和联合处理工艺,2003年以后成为关注热点。
本文梳理了近年来PVA 退浆废水的有关文献,全面论述PVA 退浆废水生物降解及资源化研究进展,进一步讨论PVA 退浆废水处理的技术难点和未来的发展方向,为有效处理不同类型(纺织、食品、医药、建筑、木材加工、造纸、印刷、农业等行业)的PVA废水提供参考,以减轻生态环境负荷。
1 降解PVA 废水的微生物
1936 年,Nord[8]首次发现镰刀菌可以降解PVA;铃木等[9]在1973 年分离出可以生成PVA 降解酶的Pseudomonaso-3;林少宁等[10]通过大量实验得到的F8633 菌对PVA 具有良好的降解效果。此后,海内外学者陆续展开了能够有效降解PVA 菌株的挑选工作。Suzuki T 等[11-13]发现PVA 降解菌大多数为假单胞菌或鞘氨醇单胞菌。Takeuchi M 等[14]进一步研究发现,鞘氨醇单胞菌由最初的一个属(鞘氨醇单胞菌属)发展为4 个属。Matsumura S 等[15-17]认为革兰氏阴性菌和阳性菌以及真菌(如青霉素)对PVA 也具有一定的降解作用;采用微生物法降解0.1%~0.5%的PVA 退浆废水时,在24~144 h 的培养周期内,PVA 降解率为86.56%~100.00%。由此可见,专属微生物对PVA 有较好的降解作用。
从研究结果来看,能够降解PVA 的微生物在自然界中分布并不广泛,一般仅存在于被PVA 污染的环境中,如PVA 纺织废水和造纸废水。从微生物种类来看,由于PVA 分解菌类型有限,酶活性偏低,不易提取,培养费时,限制了其筛选与增容。
2 微生物降解PVA 废水的机理
PVA 降解酶主要有醇类氧化型酶、脱氢型酶、酮类水解酶,研究者探讨了这3 种酶的反应机理[18-19]。由于使用的菌株各不相同,涉及PVA 降解酶的组合也不同,研究人员对降解酶的作用机理观点各异。不稳定的分子结构促使醇类氧化型酶自发水解裂变,而酮类水解酶能加快这种裂变。人们普遍认为酶只有通过两步催化才能降解PVA。起始时,O2或者PQQ作为电子受体,在氧化型酶或脱氢型酶的作用下将PVA 转变为含酮基物质,C—C 键被水解成单体;降解后,PVA 单体以不同方式参与细胞代谢,最终矿化成CO2和H2O。PVA 生物降解的可能途径如图1所示。
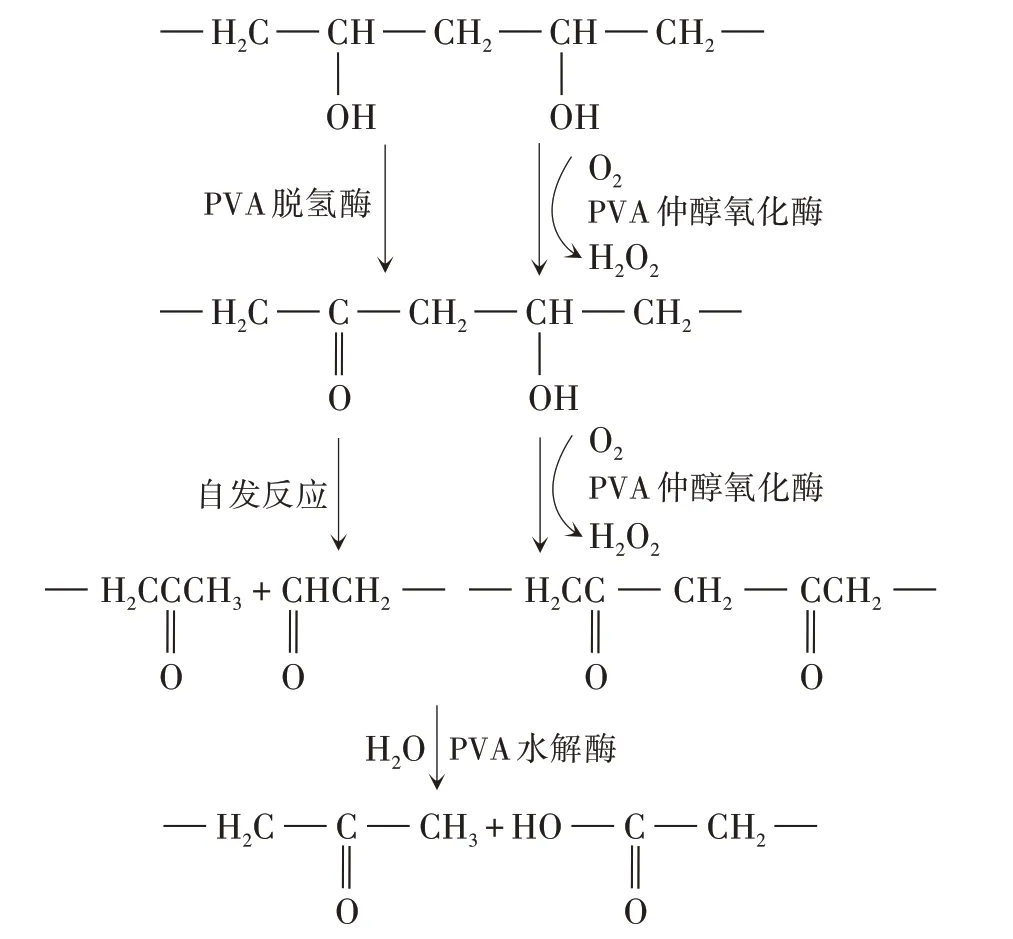
图1 PVA 降解酶可能的降解途径
3 生物技术
3.1 好氧生物处理技术
好氧生物技术是指在PVA 退浆废水存在溶解氧分子的条件下,需氧微生物利用氧气在细胞内进行生化反应,以用于PVA 降解的处理工艺。随着反应器不断改良,好氧反应器处理PVA 废水效果明显提升。Blanco L 等[20]评估了膜生物反应器在处理PVA 工业废水时的性能,PVA去除率可达100.00%。杨波等[21-22]用UABACF 处理PVA 退浆废水,PVA 去除率达64.36%,其他研究结果也表明,尽管好氧生物法能获得较高的PVA 和COD 去除率,但COD 进水质量浓度偏低,需要相关技术支撑,在实践中应用有待进一步验证。
3.2 厌氧生物处理技术
厌氧技术多用于PVA废水的预处理。黄廷林等[23]研究表明,ABR 反应器的PVA 去除率可达80%;刘荣荣等[24-27]开发的HABR 的COD 去除率约42%,PVA 去除率约18%。单一的厌氧生物法或水解酸化法达不到理想的处理效果,但进水COD 质量浓度较高,能分解废水中的PVA 和难降解的大分子,并通过胞外酶降解为有机小分子,增强生物降解能力,极大地提高后续好氧处理及整个生物处理系统的去除效率[28]。
3.3 生物法联用处理技术
为提高PVA 降解率,采用生物法联用处理技术。王军等[29]用水解酸化/SMBR 处理PVA 退浆废水,当进水COD 为1 000 mg/L 时,COD 去除率达95.00%。王志刚等[30]以淀粉、PVA 为碳源,采用水解酸化、好氧生物联用技术,研究PVA 的降解效果。当进水COD 为900~1 300 mg/L 时,COD 去除率最高达95.00%。研究结果表明,当进水COD 保持在768~1 300 mg/L 的较低质量浓度,PVA 为53~420 mg/L,厌氧时段水力停留时间为0.5~1.0 d,好氧时段水力停留时间为0.25~1.25 d 时,COD 去除率为74.50%~95.00%,PVA 去除率为73.50%~99.00%。当进水COD 为10 000 mg/L 的较高质量浓度,PVA 为460~3 000 mg/L 时,与单一生物法处理相比,生物法联用处理系统对PVA 废水的COD 去除率为69.13%~97.95%,处理效率较高[31-37]。
3.4 生物法与其他技术联用处理技术
在具体实践中,为达到国家规定的废水排放标准,生物法与其他技术联用处理PVA 废水的方法逐渐流行。研究者将混凝沉淀、高级氧化、气浮等和好氧、水解酸化、厌氧等技术进行排列组合处理PVA 废水。梅荣武等[38]用3种以上工艺联用提标改造PVA 废水,当COD 在2 500~3 000 mg/L 时,COD 去除率为95.00%;有人利用氧化协同生物法强化处理PVA 印染废水,系统稳定后COD 去除率平均达89.80%,PVA去除率平均达87.40%[39];当进水COD 质量浓度不足3 500 mg/L 时,物化生物法联用[40]处理退浆废水中的PVA,前面生物单元的COD去除率为83.29%~84.68%,后面生物单元的COD 去除率为75.97%~90.00%,COD总去除率最高达95%以上,具有较好的处理效果。
4 资源化回收技术
当退浆废水中的PVA 大分子分散于水中时,其性质与易溶于水的胶体相似。在其质量浓度较高时,可通过投加硼砂等无机盐使PVA 的溶解度降低从而析出,实现资源化回收。中国利用化学试剂回收PVA的研究始于20世纪末期。阎德顺等[41]采用1.0~1.5 g/L硼砂和10.0~12.0 g/L 硫酸钠在中温下进行回收研究,当PVA 质量浓度一定时,间断运行可回收90%的PVA,连续运行可回收80%的PVA。徐竟成等[2]采用0.5~1.0 g/L 硼砂和5.0~10.0 g/L 硫酸钠处理PVA 质量浓度大于5.0 g/L 的退浆废水,实现PVA 的规模性生产回收,PVA、COD 均获得了80%以上的回收率及去除率。郭丽等[42]采用1.2 g/L 硼砂、8.0 g/L 硫酸钠、1.0 g/L 聚氯化铝,当PVA 质量浓度为12.0 g/L 时,PVA 回收率可达90.8%,COD 去除率均在84.2%以上。该方法在保持PVA 结构和性能不变的情况下,减少了化学药剂用量,降低了成本。
超滤膜在压力的驱动下完成物质的分离,液体在超滤压力的作用下流过膜表面,小于膜孔的物质透过膜成为净化液。PVA 等比膜孔大的物质作为浓缩溶液被排出,并被回收利用。John J[43]采用热稳定膜从纺织废水中回收PVA,浓缩溶液中的PVA 量提高。董声雄等[44]利用超滤膜对退浆废水进行中等规模的浓缩处理。于奕峰等[45]用有机超滤膜对退浆废水进行浓缩处理,对PVA 的截留率达96%。
5 可能存在的问题和未来的发展趋势
基于PVA 废水不易生物降解的特点,在资源化回收技术中,不管是传统化学凝结法还是化学凝结+絮凝法,在使用过程中都需要加入大量硫酸钠盐,含盐量过高会抑制微生物生长,使处理效率降低,反应器崩溃,加入的试剂也会产生化学污泥。需要不断探索新技术,以显著减少盐析剂等药剂用量,同时提高PVA 回收率,将PVA 回收后重新用于生产,经济、环境效益明显,PVA 资源化技术或成为主流工艺。
膜技术节省药剂,易于操作,然而一次性投入及管理费用高,还存在膜污染问题,因此膜分离技术的实际应用受到一定的限制。PVA 废水的超滤膜处理成本随着膜组件技术的发展逐渐下降,日渐完善的膜技术在PVA 资源化回收中起着重要作用。
在生物处理工艺中,厌氧菌虽然环保,但存在技术限制;好氧厌氧等生物技术被广泛用来破坏废水的PVA,但在使用好氧生物法处理时还会形成大量泡沫,带走大量活性污泥,影响曝气池的氧气供给效率。因此,在处理PVA 退浆废水方面,如何突破生物处理工艺瓶颈是值得研究的课题。
PVA 浆料具有优良的上浆性,若想被易降解生态浆料取代还需一个漫长的过程,因此PVA 废水处理仍然任重道远。减少PVA 污染物应从源头控制,在终端因地制宜,综合考量原水水质、企业中水回用的需求及PVA 资源化等因素,选择最适宜的工艺,而工艺间的组合及联用是大方向。今后应重点关注出水中PVA 对COD 的影响,优选PVA 卓效菌,修饰改造菌株基因,构建高效表达菌株,研制高降解率的混合菌,同时通过优化工艺组合提高工艺效能,使PVA 废水的排放达到标准,为纺织行业PVA 废水生物降解及资源化开辟新思路。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
再生资源与循环经济(2022年9期)2022-11-20
中国资源综合利用(2022年9期)2022-10-13
绿色科技(2022年8期)2022-05-25
科学家(2022年5期)2022-05-13
建材发展导向(2022年4期)2022-03-16
蚌埠学院学报(2021年5期)2021-09-22
建材发展导向(2020年16期)2020-09-25
新材料产业(2019年9期)2019-10-30
佛山陶瓷(2017年7期)2017-09-06