润滑油监测在水泥设备润滑管理中的应用
2021-11-06 04:00王辉
四川水泥 2021年10期
王 辉
(四川省星船城水泥股份有限公司, 四川 资中 641213)
0 引言
在水泥设备管理过程中,润滑管理至关重要,在查阅文献资料后得知,水泥设备故障大多由润滑油隐患所引起,对润滑油不良情况进行预防和控制,有利于保证水泥设备的运行安全和效率。在当前阶段,水泥行业正面临着生存和发展的危机,应通过精细化管理,控制生产成本,提高生产效率,以促进企业的发展。而润滑油监测的应用,则有助于上述目标的达成。因此,对此项课题进行研究,其意义十分重大。
1 润滑油样品的选取要求
1.1 取样检验
水泥生产企业在采购润滑油后,应要求其出具合格凭证和检测报告,同时,还要保证其出具的凭证和报告符合标准,通过这种方式,使润滑油的各项数据均满足质量要求。在使用润滑油的过程中,应该将使用情况作为依据,按照计划检验润滑油,并在此基础上,对送检周期和流程进行规范,在发现异常时,需要采取有效的措施加以处理。
1.2 检验周期
水泥企业不同设备的润滑油检验周期存在差别,如表1 所示。在实际检验阶段,应将工况和送检情况作为依据,合理调整,如果使用润滑油的设备长期处在过载运行的状态,需要缩短检验周期,简言之,就是由180d 缩减到90d,而其他辅助机械需要根据实际情况,对检验周期进行确定。

表1 水泥设备的润滑油检验周期
1.3 润滑油样品抽取要求
在进行润滑油样品抽取的过程中,应遵循以下方面的要求:
(1)在取样尚未开始之前,需要对取样过程中所需要的器具进行清洁处理,同时保持其内部干燥。
(2)如果取样的润滑油是已经在设备中使用的润滑油,取样位置应选择主回油道和回油过滤器之间的油样,简言之,就是所取油样,没有被过滤。值得强调的是,在排污阀、停止运行设备中取得的油样,不能作为样品使用。
(3)在取样过程中,应该将公司名称、设备名称、取样位置、润滑油名称和黏度等级等信息填写到盛油样标签上,简言之,就是信息填写必须完整,错误和遗漏问题均不能出现,并在此基础上,确保油品和设备信息的真实性和代表性。
(4)在油样采集完成后,在规定时间内送到规定机构检验即可[1]。
2 水泥企业设备异常状态介绍
水泥公司在统计润滑油监测数据后,发现固体杂质污染和异常磨损,是异常油样的主要问题,而黏度与标准不符、水分污染等问题次之。其中,生料磨系统和水泥磨系统等存在大量粉尘的设备润滑系统,是固体杂质污染主要集中的区域,具体以减速机为主。液压系统、电动机轴承也是此类现象的多发区域。存在异常磨损现象的润滑系统,主要集中于立磨和回转窑的减速机,究其原因,主要是这些设备需要长时间运行,且在运行期间会相互碰触,最终引发磨损。
水泥设备的润滑油异常,存在明显的差别,究其原因,主要是不同设备在运行工况、运行环境方面有所不同,为此,在进行监测和处理时,应针对问题成因,采取有针对性的措施解决问题,具体措施如下所述。
2.1 减速机润滑油故障的防控
针对减速机的润滑油故障,建议工作人员在注重日常监控的基础上,采取强有力的措施控制污染,比如规定日期内,对设备密封和过滤器的性能进行检测,通过这种方法,使润滑油内的硬质颗粒浓度减少,避免油膜因颗粒而受损,从而实现对齿面点蚀现象的有效预防。同时,对于磨损情况较为严重的设备,应对其进行及时检查,防止设备故障进一步恶化[2]。
此外,还要重视辅助减速机的养护和维修,如果在养护过程中,所选择的润滑油不正确,就会导致设备受损。建议企业建立科学合理的润滑油管理制度,并要求工作人员严格按照要求使用润滑油,以此来保证设备的安全。
2.2 轴承润滑油故障的防控
对于轴承润滑油故障,重点关注内容应该是润滑油的压力、润滑油箱内温度、油泵是否有异常声响、轴承温度是否超标等,同时,做好滤芯压差的定期检查,并对其进行有效的清理,还要在规定时间内予以更换,保证润滑油的清洁度,避免轴瓦在硬质颗粒的影响下而受损。
对于磨辊轴承,应该根据其运行环境选择合理的污染控制方式,同时加强对污染的控制以及密封,通过这些措施的应用,使润滑油中的硬质颗粒浓度下降,以保证油膜的安全,降低齿面点蚀现象发生的概率。
2.3 液压系统
在分析后得知,液压系统故障和液压元件使用寿命降低,与油液中存在固体杂质污染问题息息相关,其占比为70%以上,因此,水泥企业需要对液压系统进行全面监控,做好液压系统的清洁工作,这是保证液压系统工作效果的前提条件。
3 水泥设备润滑管理中应用润滑油监测的案例
润滑油监测的优势作用就在于其能为后续维修养护工作的开展提供数据支持,可以在节省成本的基础上,促进企业经济效益的提升。在水泥设备润滑管理中应用润滑油监测,主要是分析润滑油中磨损金属的颗粒,对设备是否存在摩擦情况进行预测,明确故障所在位置,分析故障成因,并指导工作人员将监测结果作为依据,对水泥设备进行准确合理的维修和养护。以某水泥企业为例,该企业在开展水泥设备润滑管理工作时,就应用润滑油监测的方式,对设备异常情况进行分析,并在维修过程中依据监测结果,最终取得了良好的效果,不仅减少了维修成本,还使设备使用寿命进一步延长,具体应用案例如下。
3.1 案例一
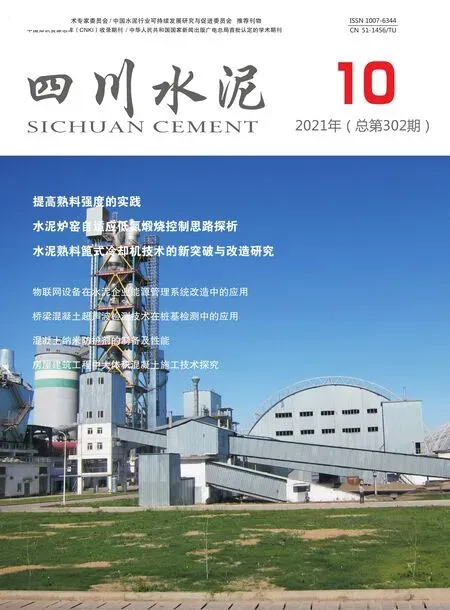
水泥公司在2019 年7 月份,通过取样检测的方式,对煤磨减速机内的润滑油进行了检测,结果表明,在样品中,磨损金属元素铁的含量稍微高过标准值,超出幅度为24mg/kg,磨损程度过高,其PQ 指数超出正常指数1400,因为在2018 年已经进行了两次的取样,且检测结果表明,润滑油并无异常,但本次检测结果却表明两项指标均大幅度提升,基于这些信息,技术人员判断减速机内部存在故障,且故障类型为磨损。考虑到无法通过开箱检查的方式,明确内部磨损程度,于是对其内部润滑油进行过滤,在这一过程中,将振动、油压、回油温度等指标作为监控重点,并制定下一阶段的取样检测计划,希望通过这次取样检测,对磨损程度变化进行明确。2020 年1 月份,水泥企业重新检测,结果表明,铁元素的含量依然超标,但超标量仅为7mg/kg,为使设备安全得到保证,公司在3 月份将设备送往专业机构进行维修保养。专业机构对设备进行了开箱检查,在检查过程中发现,该设备的行星轮存在磨损,轴承也因此而损坏,如图1 和图2 所示。之后,通过更换和修复受损零件的方式,及时消除了故障隐患,保证了企业的生产安全。在检修完成两个月后,公司重新检测了设备的润滑油,发现润滑油各项参数正常,截至目前,该设备依然保持稳定运行的状态[3]。

图1 中间轴和内齿套鼓形齿齿面点蚀剥落情况
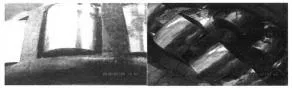
图2 输入轴、行星轮轴承损坏情况
3.2 案例二
2018 年6 月份,某水泥公司对煤磨减速机油站润滑油进行了取样检测,检测结果表明,润滑油中磨损金属元素铜的含量超过标准1mg/kg,且磨损程度较高,其中,PQ 指数超出正常指数3150,虽然铁元素依然与标准相符,但含量却呈现出增加的势头。该企业在2017 年和2018 年同样进行了润滑油检测,但结果并无异常。故只能初步判定该减速机的故障类型为异常磨损。考虑到无法通过开盒检查的方式,为保证生产的正常进行,该公司通过错峰生产的方式,将该设备更换,并将其送到专业机构检查维修,在开箱后,技术人员发现该减速机的轴瓦瓦面和内部轴承存在严重的故障,由于没有修理的检查,于是将其更换,重新检测后,发现一切指标正常,设备运行效率和质量也随之恢复[4]。
3.3 案例三
2020 年1 月份,工作人员发现某水泥公司的输送机在工作过程中存在异常声响,且这种异常声响呈现出一定的规律。由于无法长时间停机检修,并且设备体积较小,无法通过正常拆开查看的方式对故障成因进行明确,因此,采取了润滑油抽样检测的方式,以明确故障成因,并采取有针对性的解决方法,消除异常声响。检测结果表明:润滑油内磨损金属元素铁的含量超出标准,超出值为186mg/kg,且磨损指数PQ 也超标。初步判定该设备存在异常磨损,且磨损位置可能为齿轮机和轴承。为使生产继续进行,在停运期间公司更换了受损部件,截至目前,该设备依然保持良好的运行状态。近些年,公司在设备润滑油管理过程中,十分重视润滑油监测方法的使用,通过这种方式,对检测元素是否超标进行了确定,同时还能将其作为基础,准确定位故障,最终为设备的检修和维护创造了有利的条件。结合实际监测经验可知,水泥设备润滑油中的元素来源较广泛,如下所述:
(1)活塞、齿轴是铁元素的主要来源;
(2)轴承、垫片是铜元素的主要来源;
(3)密封环、钢套是铬元素的主要来源;
(4)衬套材料、焊料是铅元素的主要来源;
(5)油中污染物的主要来源多以灰尘和冷却剂泄漏为主[5]。
4 结束语
综上所述,研究结果表明,在水泥设备润滑管理中应用润滑油监测,是明确设备故障成因,保证设备运行安全的重要举措。究其原因,主要是部分水泥设备的润滑部位无法正常开箱检修,故很难通过传统检测方法确定故障位置和成因,为此,水泥企业可通过检测润滑油样油的方式,对其各项指标进行整体分析,如污染程度、光谱等,并结合设备运行状态及所处环境,准确诊断故障类型、成因及所处位置,从而采取有针对性的措施解决故障。同时,还能通过监控,对故障发展趋势进行明确,为维修养护计划的制定,创造有利的条件。
猜你喜欢
山东冶金(2022年1期)2022-04-19
能源工程(2022年1期)2022-03-29
内燃机工程(2021年6期)2021-12-10
石油商技(2021年1期)2021-03-29
制造技术与机床(2019年8期)2019-09-03
中国金属通报(2019年5期)2019-01-03
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
制造技术与机床(2017年5期)2018-01-19
山东工业技术(2016年15期)2016-12-01