
车身制造中电阻点焊的质量控制
2021-11-03 22:52黄建福
装备维修技术 2021年37期
关键词:质量控制
黄建福
摘 要:本文主要介绍了点焊的基本原理及焊接热的产生影响因素,常见的焊点缺陷检验判定标准,在车身制造过程中点焊的质量检验方法及质量控制,由于点焊是特殊过程,需要对点焊生产过程中的所有环节进行严格管理、控制,以确保焊点质量得到有效控制。
关键词:电阻焊;车身制造;质量控制
1 点焊的基本原理及焊接热的产生影响因素
1.1 点焊的基本原理
电阻点焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件,广泛用于汽车车身等低碳钢产品的焊接。
1.2 点焊的基本焊接循环,由四个基本阶段组成:
1、预压时间:为了确保在通电之前电极压紧工件,使工件间有适当的压力。
2、焊接时间:焊接电流通过工件并产生熔核的时间。
3、维持时间:电流切断,电极压力保持,使熔核凝固并冷却至有足够强度。
4、休止时间:由电极开始提起到电极再次压紧下一个待焊点工件的时间。
为了改善的接头性能,有时需要在基本循环外增加:
1. 加大预压力以消除工件间间隙,使之紧密配合。
2. 用预热脉冲提高金属的塑性,使工件紧密贴合,防止飞溅。
3. 加大锻压力以压实熔核,防止产生裂纹和缩孔。
4. 用回火或缓冷脉冲消除合金钢的淬火组织,提高接头的力学性能,或在不加大锻压力的条件下,防止裂纹和缩孔。
1.3 焊接热的产出及影响因素
点焊时产生的热量由下式决定:Q=IIRt(J)----(1)
式中:Q——产生的热量(J)、I——焊接电流(A)、R——电极间电阻(欧姆)、t——焊接时间(s)
1.电阻R及影响R的因素
电极间电阻包括工件本身电阻Rw,两工件间接触电阻Rc,电极与工件间接触电阻Rew.即R=2Rw+Rc+2Rew----(2)
当工件和電极一定时,工件的电阻取决与它的电阻率.因此,电阻率是被焊材料的重要性能.电阻率高的金属其导电性差(如不锈钢)电阻率低的金属其导电性好(如铝合金)。因此,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易.点焊时,前者可用较小电流(几千安培),而后者就必须用很大电流(几万安培)。电阻率不仅取决与金属种类,还与金属的热处理状态、加工方式及温度有关。
电极与工件间的电阻Rew与Rc和Rw相比,由于铜合金的电阻率和硬度一般比工件低,因此很小,对熔核形成的影响更小,我们较少考虑它的影响。
2.焊接电流的影响
从公式(1)可见,电流对产热的影响比电阻和时间两者都大。因此,在焊接过程中,它是一个必须严格控制的参数。
3.焊接时间的影响
为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称硬规范),也可采用小电流和长时间(弱条件,也称软规范)。
电极压力的影响
4.电极压力对两电极间总电阻R有明显的影响,随着电极压力的增大,R显著减小,而焊接电流增大的幅度却不大,不能 影响因R减小引起的产热减少。因此,焊点强度总随着焊接压力增大而减小。解决的办法是在增大焊接压力的同时,增大焊接电流。
5.电极形状及材料性能的影响
由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因此,电极的形状和材料对熔核的形成有显著影响。随着电极端头的变形和磨损,接触面积增大,焊点强度将降低。
6.工件表面状况的影响
工件表面的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层甚至会使电流不能通过。局部的导通,由于电流密度过大,则会产生飞溅和表面烧损,因此彻底清理工件表面是保证获得优质接头的必要条件。
1.4 热平衡及散热
点焊时,产生的热量只有一小部分用于形成焊点,较大部分因向临近物质传导或辐射而损失掉了,其热平衡方程式:Q=Q1+Q2——(3)其中:Q1——形成熔核的热量、Q2——损失的热量
有效热量Q1取决与金属的热物理性能及熔化金属量,而与所用的焊接条件无关.Q1=10%-30%Q,导热性好的金属(铝、铜合金等)取下限;电阻率高、导热性差的金属(不锈钢、高温合金等)取上限.损失热量Q2主要包括通过电极传导的热量(30%-50%Q)和通过工件传导的热量(20%Q左右).辐射到大气中的热量5%左右.
2 常见的点焊缺陷判定标准
2.1 虚焊
通过凿子、探测或破坏试验没发现在焊接区形成焊接扣或焊接区截面无熔核形成称为虚焊,虚焊为不合格焊点。
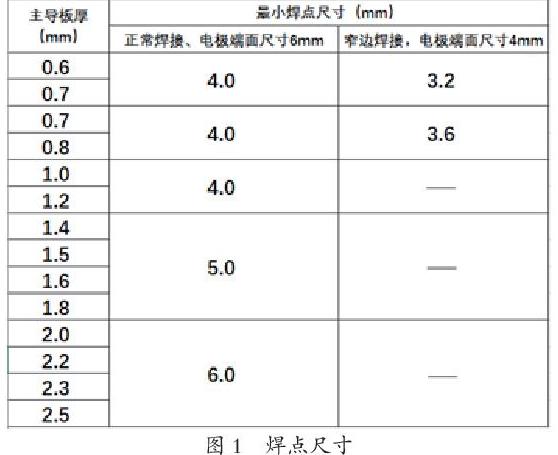
2.2 焊点寸
焊点尺寸D:垂直两方向直径的平均值。合格焊点应满足:dmin 为最小焊点尺寸,它的取值见右表(图1),计算公式为:
t为主导板厚,两层或两层板搭接主导板厚的确定如下:
⑴两层板搭接:选薄的板厚;
⑵三层不同板厚的搭接:选第二薄的板厚;
⑶两件或两件以上板厚相同的两层或三层板的搭接:选其中相同厚度的板厚。当焊点尺寸小于最小焊点尺寸时,判断焊点熔核偏小,该焊点为不合格焊点。
2.3 焊接裂纹
有焊接裂纹的焊点为不合格焊点。
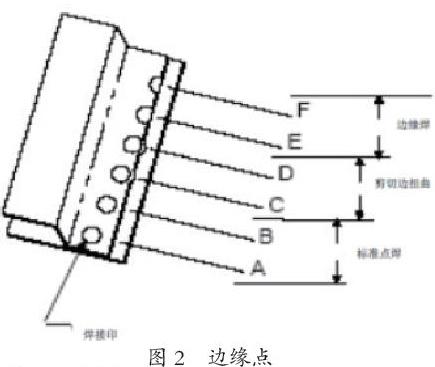
2.4 边缘焊点(如图2)
由电极压痕产生的点焊印不能完全被零件边包容的焊点为不合格焊点。(见图示E和F)A-B标准焊点;C-D剪切变焊点;E-F边缘点
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
