基于环保形势下的一种新型绿色干拌细石混凝土的生产工艺及配合比设计思路
2021-11-03 13:13邱润泽
商品混凝土 2021年9期
邱润泽
(河南金诺混凝土有限公司,河南 许昌 461000)
0 前言
随着预拌混凝土生产技术的不断地发展和完善,行业的竞争也强有力地促进了混凝土技术的进步。目前环保管控形势越来越严峻,遇到重污染天气管控混凝土搅拌站就必须响应停产,工地无法进行正常混凝土生产施工。为了适应当前市场的变化,一种新型绿色干拌细石混凝土应运而生。
干拌细石混凝土是由碎石经破碎制成粗细骨料、水泥、粉煤灰、外加剂等原材料通过干粉砂浆搅拌楼设备,按照国家预拌混凝土的技术标准规范干法搅拌制备而成,后由特种粉罐车运至施工工地储存于防离析式密闭罐仓中,施工方依据自己需求随时可通过储存罐仓下边的搅拌器具加水搅拌成混凝土使用。
干拌细石混凝土的优势体现在环保、绿色、经济、质量稳定且实用性强。干拌混凝土运到施工现场加水搅拌即可施工,工地以密闭仓罐或袋装方式存储,且存储时间可达 2 个月。特别是针对工地方量小且施工慢的部位,例如构造柱圈梁等二次结构或装饰装修用混凝土,在使用预拌混凝土时,由于构造柱截面小不易振实且方量小,一车湿拌状态下预拌混凝土 5 方左右的浇筑时间往往在 6 个小时以上,长时间的等待往往使混凝土都存在质量上的隐患,如使用干拌细石混凝土不仅随用随取易振实,而且施工方便质量更有保障。
1 干拌混凝土和现有预拌混凝土区别
(1)干拌细石混凝土是利用干粉砂浆搅拌楼的生产工艺制备的,粗细骨料均现场破碎生产,质量稳定可靠;而现有的预拌混凝土是湿法生产的。
(2)干拌细石混凝土的运输需要特种粉料车辆干法运输;预拌混凝土是专用的混凝土搅拌罐车湿拌运输。
(3)干拌细石混凝土运至工地后卸存在密闭的防离析罐仓中待搅拌使用;预拌混凝土运至工地生命周期很短,只能直接浇筑施工。
(4)干拌细石混凝土的存储时间较长,一般可以存储 60 天以内;而预拌混凝土必须在很短时间,如 5个小时内完成浇筑施工,否则混凝土就要凝结报废。
(5)干拌细石混凝土随用随拌,不受时间、数量及地理环境条件的限制,工人易学会用、操作简单。
根据EVA的构成要素可以细分为资产周转率、资产报酬率等指标。资金回收、去滞压库存与这些指标息息相关,所以要想实现EVA价值最大化,就必须努力提高资产周转率和资产报酬率指标。
(6)干拌细石混凝土绿色环保,无论生产、运输、存储、搅拌皆是在密闭状态下进行的,符合国家环保政策。
(7)干拌细石混凝土质量可靠,是按照国家预拌混凝土的技术标准规范 GB/T 14902—2012《预拌混凝土》生产的。
2 原材料
(1)水泥:采用河南禹州锦信 P·O42.5 水泥,试验结果见表 1。
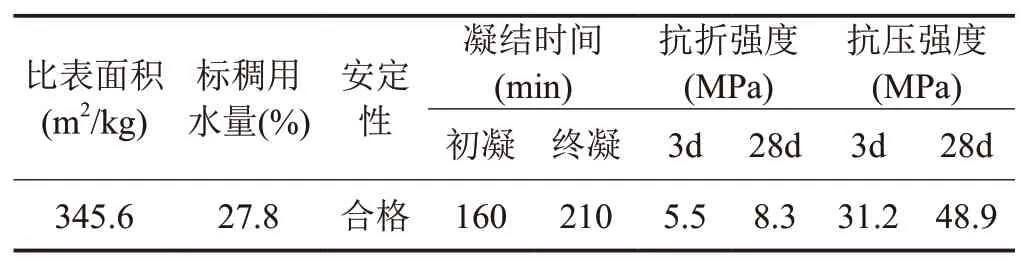
表1 水泥技术指标
(2)粉煤灰:采用河南登封华润电厂Ⅱ级灰,试验结果见表 2。(3)外加剂:萘系高效减水剂,减水率 25%。

表2 粉煤灰技术指标
(4)粗骨料:采用河南禹州 5~10mm 碎石,其技术指标见表 3。

表3 粗骨料技术指标
(5)细骨料:碎石经破碎制成,其技术指标见表4。

表4 细骨料技术指标
3 干拌细石混凝土试验
3.1 C25 干拌细石混凝土配合比设计
干拌细石混凝土选择水胶比 0.45,经计算设计配合比见表 5[1]。

表5 干拌细石混凝土配合比 kg/m3
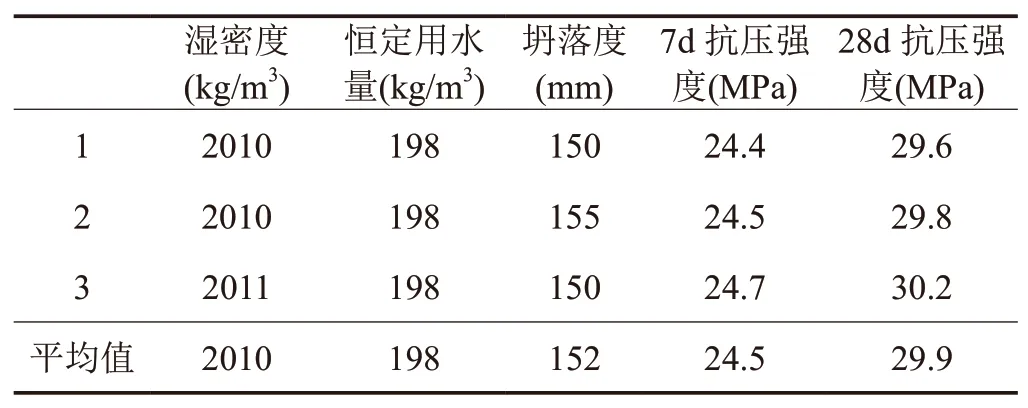
表6 混凝土性能测试结果
经试验验证,混凝土的平均强度满足设计要求,后又经过对此配合比大量的试配试验,积累大量试验数据后,最终确定该配合比抗压强度符合设计要求。
3.2 干拌细石混凝土匀质性试验
干拌细石混凝土经特种粉罐车运输至工地现场,打入防离析密闭储存罐[2]后,对储存罐的罐底、罐中及罐顶部分进行 10 次筛分试验,并与设计配合比相对比,验证干拌混凝土的匀质性。试验结果见表 7。
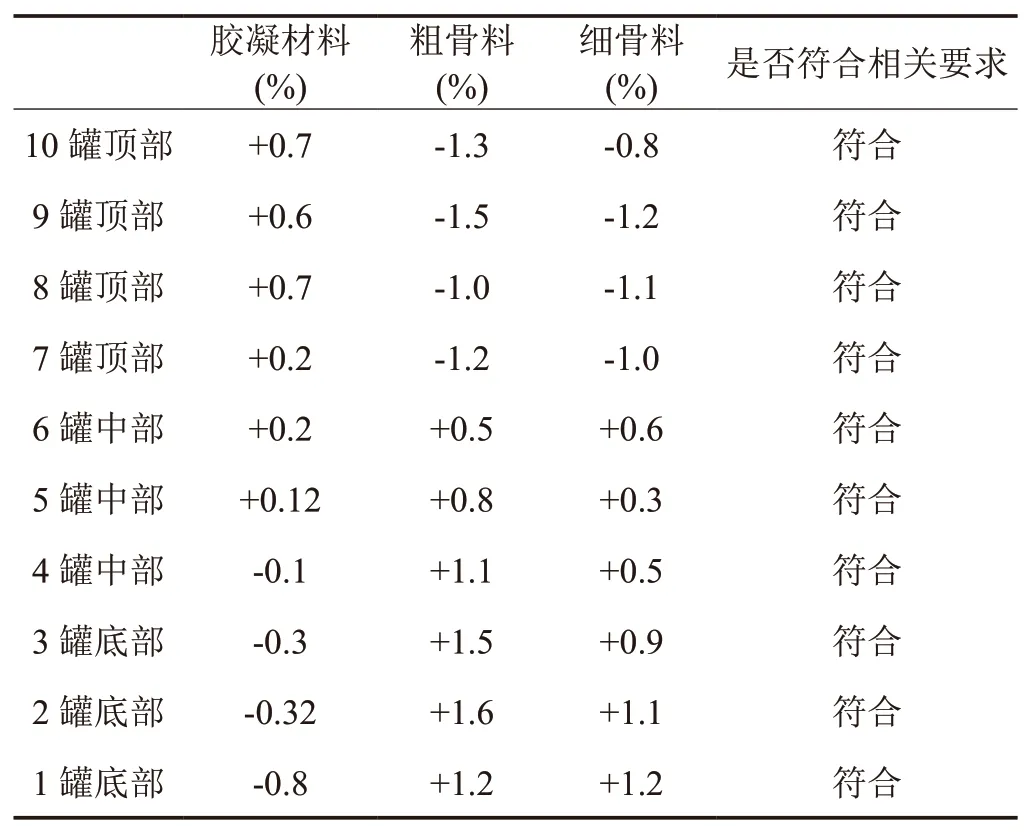
表7 干拌细石混凝土匀质性试验结果
试验数据分析后表明,干拌细石混凝土在生产运输过程中的匀质性符合相关标准要求[4]。
3.3 干拌细石混凝土在现场使用过程中的数据统计及分析
干拌细石混凝土在工地现场施工时,通过储存罐下方的搅拌器[3]经水泵抽水匀速搅拌后用于施工部位,单位时间储存罐下干料及抽水量的统计试验(5 次)结果见表 8。
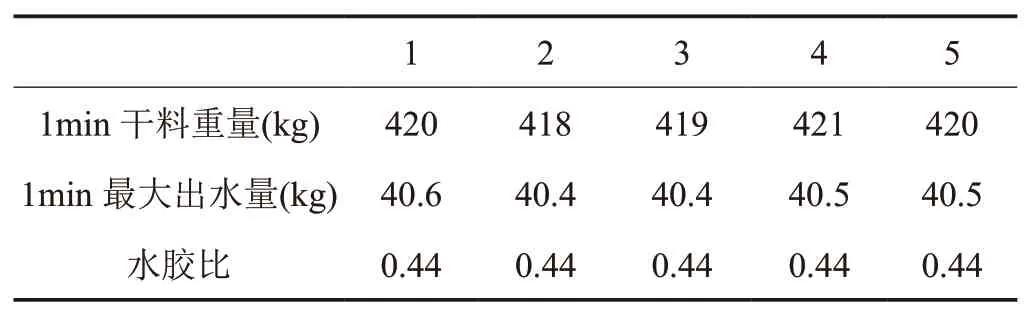
表8 单位时间储存罐下干料及抽水量统计试验
统计结果表明,干拌细石混凝土在现场施工时最大水胶比低于设计值,抗压强度满足设计要求;现场混凝土拌合物和易性良好,满足施工要求。
3.4 干拌细石混凝土在预制构件中的试用
干拌细石混凝土在单独预制二次结构构造柱(长×宽×高 = 40cm×40cm×300cm)上进行试用,28 天同条件试块强度 28.9MPa,按照 JGJ/T 23—2011《回弹法检测混凝土抗压强度技术规程》构件实体碳化深度为1.0mm,回弹检测强度换算平均值为 27.6MPa,其结果满足设计要求。
4 生产工艺及运输方式
生产工艺及运输流程图见图 1。
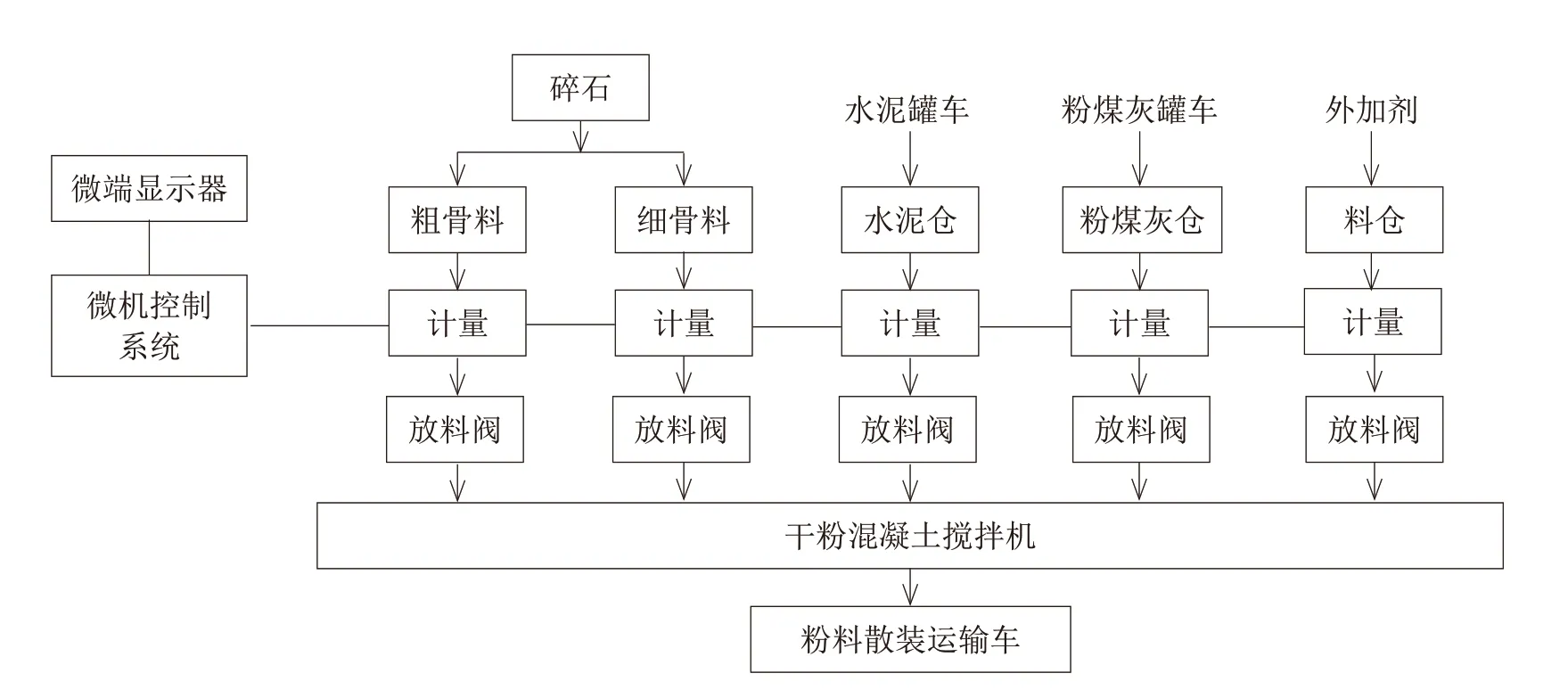
图1 生产工艺流程图
4.1 原材料运输
生产所需要的原材料有水泥、粉煤灰、碎石及外加剂,其中水泥、粉煤灰等粉状原材料采用罐装车运输至厂区后,正压吹入相应原材料筒仓内储存;粗细骨料由储藏罐进料;外加剂由料斗进料。
4.2 配料
水泥、粉煤灰、粗细骨料通过螺旋输送机密闭输送至各自的称量斗中进行计量,外加剂通过料斗进入微计量称量斗中进行计量,整个过程均采用计算机监控,全程自动化操作。
4.3 生产
各物料计量完毕后,由控制系统发出指令开始顺次投料到搅拌机中进行搅拌,搅拌过程采用电脑控制,从而保证干拌细石混凝土的品质。
4.4 成品
搅拌好的成品干拌细石混凝土进入散装储存仓中或直接装入散装车中。
4.5 运输
散装的干拌细石混凝土可直接装入粉料散装车中,由粉料散装车运输至施工现场,正压吹入施工现场储存仓内。
4.6 搅拌
干粉细石混凝土罐搅拌机是一种按比例供料、加水、搅拌于一体的连续出料的小型设备,其供水设备电控系统配合使用,具有搅拌快速、均匀、方便等优点,可满足不同条件的施工需求。
5 结论
(1)干拌细石混凝土抗压强度满足设计要求。
(2)干拌细石混凝土生产运输过程中的匀质性符合标准要求。
(3)干拌细石混凝土在工地施工现场质量可控,预制构件实体抗压强度满足设计要求。
猜你喜欢
上海建材(2022年2期)2022-07-28
广州化工(2022年9期)2022-05-27
时代邮刊·下半月(2022年5期)2022-05-20
福建交通科技(2022年1期)2022-04-07
水利学报(2022年2期)2022-03-17
陶瓷学报(2021年1期)2021-04-13
建材发展导向(2021年24期)2021-02-12
河南建材(2021年1期)2021-01-28
小太阳画报(2020年8期)2020-10-15
幼儿智力世界(2016年8期)2016-05-14