基于数字孪生的雕刻机人机交互系统设计
2021-11-01 13:16张瀚丹李康康杨豫鹏张钧涵朱俊威
计算机测量与控制 2021年10期
张瀚丹,李康康,杨豫鹏,张钧涵,朱俊威
(浙江工业大学 信息工程学院, 杭州 310023)
0 引言
随着信息技术的发展,制造业逐渐由传统的单件大批量生产模式转变为多件小批量生产模式,向着智能化、人机交互化方向迈进,如何促进数控车间与高端智能技术的更好结合成为近年来的研究热点。近年来,许多车间采用二维图表的呈现方式对数控机床进行实时监测[1-3],这种方法虽然能将运行结果用简图和简表直观表示,但是不能完全脱离机床现场,操作复杂,致使人机交互感差且监控效率低。与此同时,二维图表的方法缺乏虚拟调试和远程实时监控的功能,在机床高速运转情况下,若不进行预先调试和仿真验证,一旦出错极易造成器件损伤,危害工人的生命安全。
为了改进二维图表监控方法的不足,研究者们尝试将各种物理实体建立虚拟三维模型,设计控制算法并实时驱动模型进行仿真调试,由此,诞生了数字孪生技术(digital twin)。该技术对物理实体的形态、行为、运动方式等特性进行描述和建模,将信息空间和物理空间融为一体,通过同步驱动物理实体的三维镜像模型,形成虚拟空间与加工车间的真实映射。目前国内外学者对数字孪生模型的研究大多仍停留在较抽象的层次。比如,ALAM等[4]提出了基于云的数字孪生架构参考模型(C2PS,cloud-based cyber-physical systems),用贝叶斯网络设计了C2PS智能交互控制器。FERGUSON等[5]引入了西门子STAR CCM+作为数字孪生平台的开发工具。TAVARES等[6]设计了 MVV Model,希望利用 SARK-KIS robotics simulator找到一种能代表任何工作单元的统一方法。ZHANG 等[7]通过数据库和3D图形引擎建立仿真平台。陶飞等[8]提出从物理、模型、数据和服务4个方面来建立数字孪生车间,充分发挥信息物理的特点。陈振等[9]提出了基于数字孪生的飞机装配车间架构,并对数据的实时感知与采集、虚拟建模与仿真等关键技术进行了研究。何柳江[10]以数控机床为研究对象,建立了一套虚拟交互系统,用以实现三维实时监控。Liu 等[11]提出了一种通用系统架构方法,侧重于研究加工监控和智能算法。还有许多学者通过多域物理建模语言构建物理实体的各种仿真模型[12-14]。基于数字孪生的人机交互系统可以实时采集物理实体的位置、速度等数据信息,映射至三维孪生镜像模型,进而实现虚拟调试、远程监控等功能,更准确、直观地展示机床加工实际运行轨迹和工作状态,并且验证机床各项操作指令的功能,在机器发生异常时及时传递给工人错误信息,停止运转,处理异常状态,降低故障发生率[2]。
雕刻行业由传统手工业发展而来,其效率较低且生产成本高,由此产生了数控自动雕刻机,在2D雕刻和3D雕刻方面极大提高了加工效率和质量[15],目前已在广告业、工艺业、模具业、印刷包装业等行业被大量投入使用。数控雕刻机具有主轴转速高、浅切削高进给的特点[16],按伺服驱动的控制类型可划分为伺服驱动雕刻机和步进驱动雕刻机[17],在其实际应用中对智能化、实时性、安全性具有较高要求,同时需要投入更大的监管力度和运营成本。因此本文设计了基于数字孪生的雕刻机人机交互系统,对雕刻机的运行状态实施远程监控,能够有效的减少车间的工作人员数量,降低监控成本,及时发现系统异常,与此同时,设计出的系统可与机器学习等方法相结合,对故障进行辨识和容错控制[18-20],保证设备安全,节省人力物力财力。
基于上述分析,本文设计了一套基于数字孪生的雕刻机人机交互系统,主要有以下贡献点:1)运用SolidWorks软件搭建了雕刻机的3D模型,该模型与雕刻机实体高度匹配,能够直观准确地模拟雕刻机的运动状态;2)设计的雕刻机人机交互系统具有虚拟调试和远程监测的功能,能够在雕刻机工作前模拟其加工过程,确保实现效果符合预期设想。与此同时能够在雕刻机工作时远程监测其运动状态,一旦雕刻机发生故障,可以及时停止系统运行,提高加工过程的安全性。
1 问题描述
1.1 研究对象
本文的数字孪生体研究对象为企业级两轴雕刻机,如图1所示。其两轴运动平台整体框架主要由4部分组成: PC上位机、ARM单片机、CAN总线和交流伺服系统。PC上位机负责处理ARM单片机上传的数据信息,同时利用算法处理数据后,将控制指令下发给ARM单片机。ARM单片机接收交流伺服系统经CAN总线向上传输的运行信息(电机位置、转速、力矩等)并将其封装后上传到PC机,同时将PC机下发的控制指令经CAN总线传输给交流伺服系统,控制雕刻机刀头跟随用户的下发指令做出相应运动。其中,交流伺服驱动器型号为台达公司ASDA-A2系列,额定功率400 W,额定电压220 V,并且向用户开放了4种电机驱动的控制方式: 位置模式、速度模式、扭矩模式和混合模式[21]。电机型号为台达公司三相永磁同步电机,额定电压220 V,转速最高达1 500 rpm,电机框架尺寸60 mm。

图1 两轴雕刻机平台
本文研究的主要目的是搭建一套基于数字孪生的雕刻机人机交互系统,实现远程监测和虚拟调试功能,达到三维孪生镜像模型与物理实体的高精度匹配,模拟实际的运行轨迹,及时发现系统故障,提高加工效率。
1.2 系统框架
本文所设计的数字孪生系统框架由几何镜像、逻辑镜像、数据镜像3部分组成,如图2所示。在几何镜像中,需要搭建一个和实际雕刻机的尺寸、形状高度一致的三维模型,用以实现可视化功能,并确保系统运行时的误差不受几何物理参数的影响。在逻辑镜像中,上位机需要下发正确的控制指令,与雕刻机物理实体的运行逻辑形成映射,并且实现良好的人机交互功能。在数据镜像中,需要实时采集、分析处理下位机上传的数据信息,并存储到本地数据库供上位机调用,建立良好的通信环境。
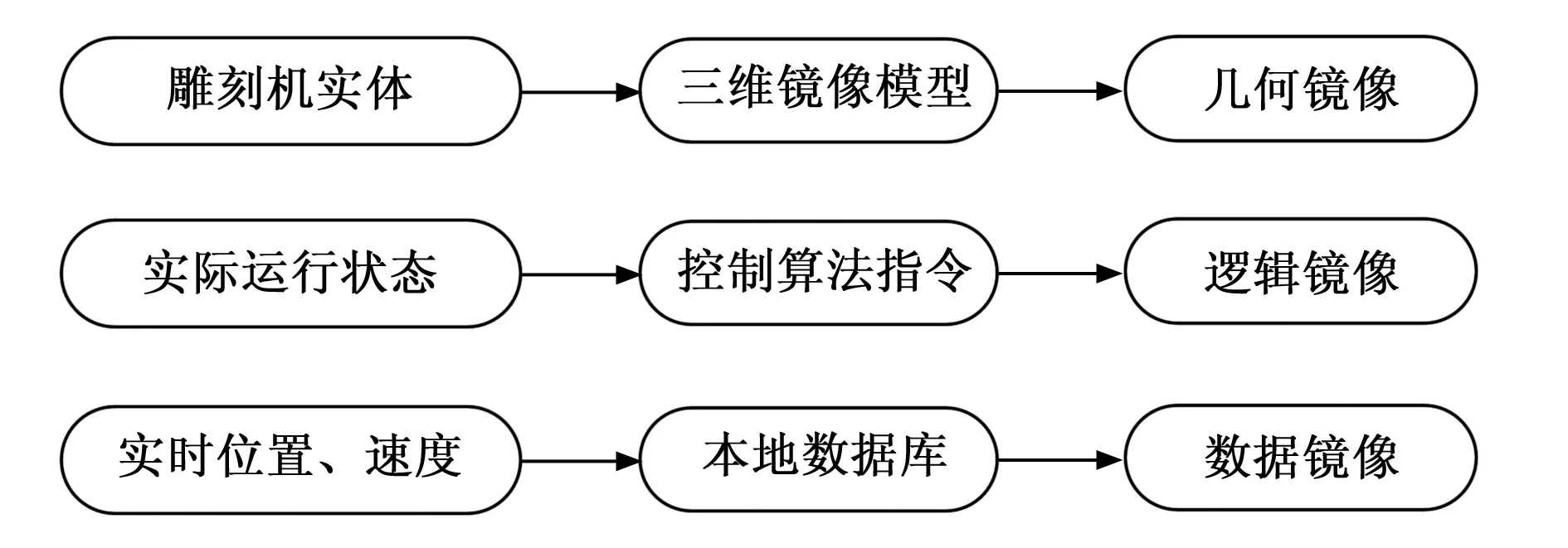
图2 数字孪生系统框架
2 数字孪生镜像模型搭建
2.1 几何镜像
模型是数字孪生系统的基础。本节将围绕模型搭建的环境,模型零件的设计与模型搭建进行展开。
2.1.1 模型搭建环境
采用SolidWorks 2019软件搭建与企业级两轴雕刻机实体相匹配的3D虚拟模型。SolidWorks软件是世界上第一个基于Windows开发的三维CAD系统,有功能强大、易学易用和技术创新3大特点。运用SolidWorks软件搭建的数字零部件允许进行便捷地装配,且可以在装配的过程中实时修改各个数字零件的参数、实时定义零件之间的配合关系。因此,运用SolidWorks软件搭建的3D模型能够实现与实体的高度一致性。
2.1.2 模型零件的设计
通过测量获得企业级两轴雕刻机的零部件尺寸,并依据这些信息进行数字零件设计。由于数字孪生体需要直观反映现实世界中物理设备的相关属性和功能,故通过采用实体测量的方式来保障最终搭建的3D模型与现实设备具有较高的相似度,进而使得模型能够在虚拟环境下成功模拟现实设备的动作、功能。基于数字孪生的雕刻机人机交互系统设计研究的重点之一是雕刻机数字孪生镜像对于现实雕刻机运动过程的可靠模拟。由于缺失了原始设备制造商(OEM,original equipment manufacturer)提供的装配结构说明书,Web上检索获得的零件模型也不能完全适配,考虑到模型是为了研究使用,因此对雕刻机零部件进行了一定的重新设计。舍去了对步进电机和拖链的建模,同时对X轴导轨和主轴进行了简化,最终完整的雕刻机3D模型需要61个零件。其中导轨与主轴实物零件与数字零件的对比如图3所示。

图3 X轴导轨、主轴实物零件与3D模型对比图
2.1.3 模型搭建
企业级两轴雕刻机的3D模型装配分为4个子装配体和一个主装配体。4个子装配体的形状如图4所示。雕刻机模型的可移动部件之间的关系是在主装配体中通过Solidworks软件的配合功能进行定义的,因此雕刻机的动态属性在主装配体中体现,子装配体中的部件配合时均认为是静态的。这种区分主装配体和子装配体来搭建模型的方式,不仅简化了子装配体的组装、减少了完整模型搭建的复杂度,而且为模型的更新留下了空间。当物理实体有了更新或对数字孪生镜像有了更高的要求,就可以通过修改子装配体中的零部件或重新定义零部件之间的配合关系来实现。
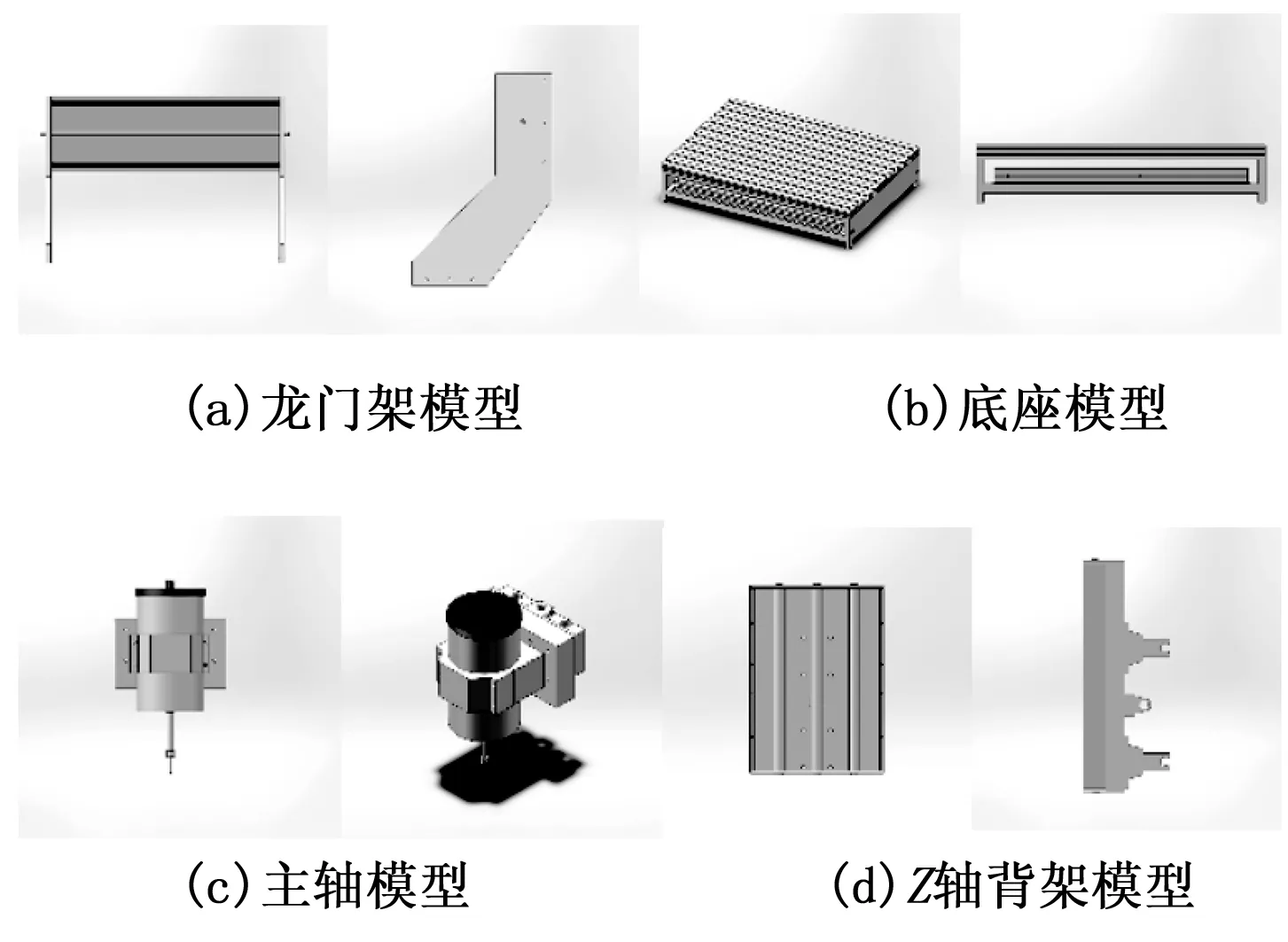
图4 4个子装配体的模型
两轴雕刻机需要沿X轴和Y轴做轴向运动。但由于数字零件不具有物理实体的不可穿透性,如果不加以约束,则容易出现脱轨以及部件不合理的重合的现象。对沿Y轴轴向运动的数字零件的约束如图5所示。图中标记部分上方数值代表所选中的两个数字零件表面之间的最大距离,下方数值代表所选中的两个数字零件表面之间的最小距离。此类约束同样可应用于沿X轴轴向运动的部件,对于Z轴,由于研究的是雕刻机的两轴运动,故通过锁定操作锁死沿Z轴轴向运动的数字零件。最终,经过简化后搭建完成的3D模型与实物如图6所示。经过仿真平台实验验证,简化后的模型能够完成设计要求。从实际效果来说,简化后的模型能让新接触实体设备的操作人员更好地了解实体设备的结构, 并为之提供与操作设备相关的虚拟操作经验。

图5 沿Y轴轴向运动的部件的约束

图6 企业级雕刻机实物图与3D模型图
2.2 逻辑镜像
本文使用C++平台Visual Studio软件编写控制算法,并设计雕刻机的人机交互界面。以两轴雕刻机中的单轴电机为例, 通过对伺服器控制下的电机运动学建模[21], 得到如下二阶系统模型:

y=Cx
(1)

在PC上位机中设计一个虚拟参考系统,使伺服系统下真实的电机跟踪其运动状态进行运动。参考系统的动态模型为:
y0=Cx0
(2)
真实的电机动态模型为:
yi=Cxi
(3)
设跟踪误差为δi=xi-x0,则跟踪误差系统的动态模型为:
zi=Cδi
(4)
另一部分人机交互系统的图形用户界面(GUI, graphical user interface)则通过VS自带的MFC程序设计,如图7所示。界面左侧的一列按钮为: Reset、Position Mode、Speed Mode、Straight、Circle、Stop等,用来控制雕刻机的运行、停止以及位置模式、速度模式、力矩模式的切换; 界面中间的4个坐标框图: Real-time speed、Real-time position、Actuator attack、Sensor attack,能够实时显示两轴电机的位置、转速和波形,界面右侧的空白背景实时显示雕刻机实体刀头的二维位置状态及运动轨迹,用户通过点击GUI界面的按钮下发指令,雕刻机则根据接收到的指令执行相应的操作。GUI的实现原理为: 通过PC机设定系统伺服模式与采样周期,按钮被点击后,MFC程序执行鼠标消息处理函数LButtondown相应的响应消息,并跳转至内部的控制算法处理上传的数据,采用Teechart插件对发送的数据进行图形绘制达到可视化的目的,建立上位机和实体雕刻机的运行状态映射,从而控制雕刻机刀头的工作轨迹和运行状态。

图7 数字孪生GUI界面
2.3 数据镜像
雕刻机运行时,要解决的核心问题是实时性[22],通过对雕刻机实体运行时的两轴位置、速度等信息进行实时采集,再经ARM单片机上传至PC上位机处理,并存储在本地数据文件中。当进行虚拟调试功能时,将仿真得到的数据传输至VR sink模块,与三维镜像模型进行匹配,驱动模型按照雕刻机实体的运行参数运动; 当进行远程监测功能时,通过Matlab不断读取存储在本地文件中的雕刻机实体的运行数据,再传输至三维镜像模型,实现与雕刻机实体的同步运行,以此监测实体的工作状况和故障情况。原理过程如图8所示。
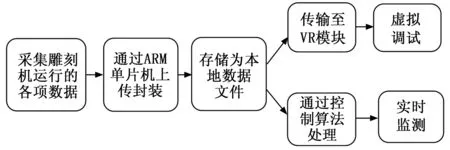
图8 数据镜像原理
3 数字孪生平台功能实现
将搭建好的两轴雕刻机的三维模型与Matlab仿真平台及雕刻机控制平台GUI结合,组成雕刻机数字孪生系统,进一步实现虚拟调试及实时监测功能。基于数字孪生的雕刻机人机交互系统如图9所示。

图9 数字孪生系统流程处理图
3.1 虚拟调试
本系统的虚拟调试功能基于Matlab的Simulink仿真系统开发,仿真界面如图10所示。通过Motor_x控制雕刻机的x轴,Motor_y控制雕刻机的y轴,由Motor_x和Motor_y提供的数据信息经trans和trans1处理后,传入三输入端口,再与VR模块的两个入口相连。设计该功能的主要目的在于模拟真实雕刻机的加工过程,并提前观测可能出现的系统故障和操作失误带来的损失情况,以便在后续真实的加工制造中减少错误率,保证加工效率和质量。基于此,本文根据雕刻机的物理模型及式(4)的误差跟踪控制算法设计了一个虚拟调试环境,通过MATLAB搭建了与实际系统动力学高度近似的Simulink仿真系统,该系统具备良好的人机交互性与沉浸性,并保持虚拟模型与真实雕刻机高度相似且功能一致。
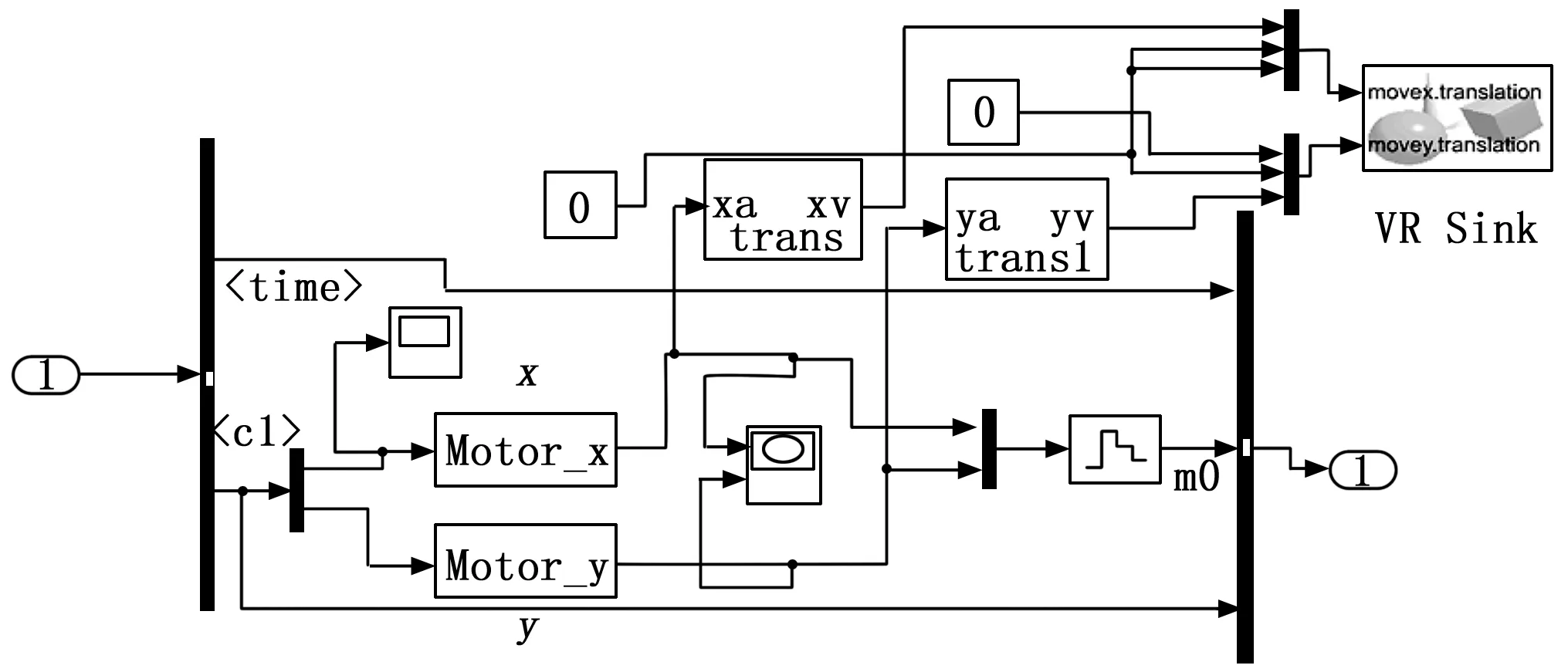
图10 Simulink仿真界面
虚拟调试的实现步骤为:1)预先设置模型在各模式下运行的参考轨迹和参考点坐标,2)进行Simulink仿真,得到两轴位置、转速等数据,3)将数据信息传输给VR sink模块,使数字孪生三维镜像能根据仿真数据实时运行,便于观察雕刻机模型的运行状况。
3.2 远程监测
本系统的实时监测功能基于C++平台开发,其工作界面如图11所示。设计该功能的主要目的在于远程实时监控雕刻机实体的运行状态,观察二维运行轨迹。一旦雕刻机出现机器故障,可及时停止系统运行,并检查故障发生的原因,提出应对措施; 解决了目前监控方法多处于工作环境,无法及时准确判断故障发生时间和位置的问题,提高了监控效率和精准度。与此同时,从几何镜像、逻辑镜像、数据镜像3个方面,结合VS的MFC平台和MATLAB平台,设计了一个直观简洁的实时监控系统,达到三维镜像孪生模型与雕刻机实体的高度匹配,可由镜像模型直接反映出雕刻机实体的工作状态,如此刻正在移动、画直线、画圆等。
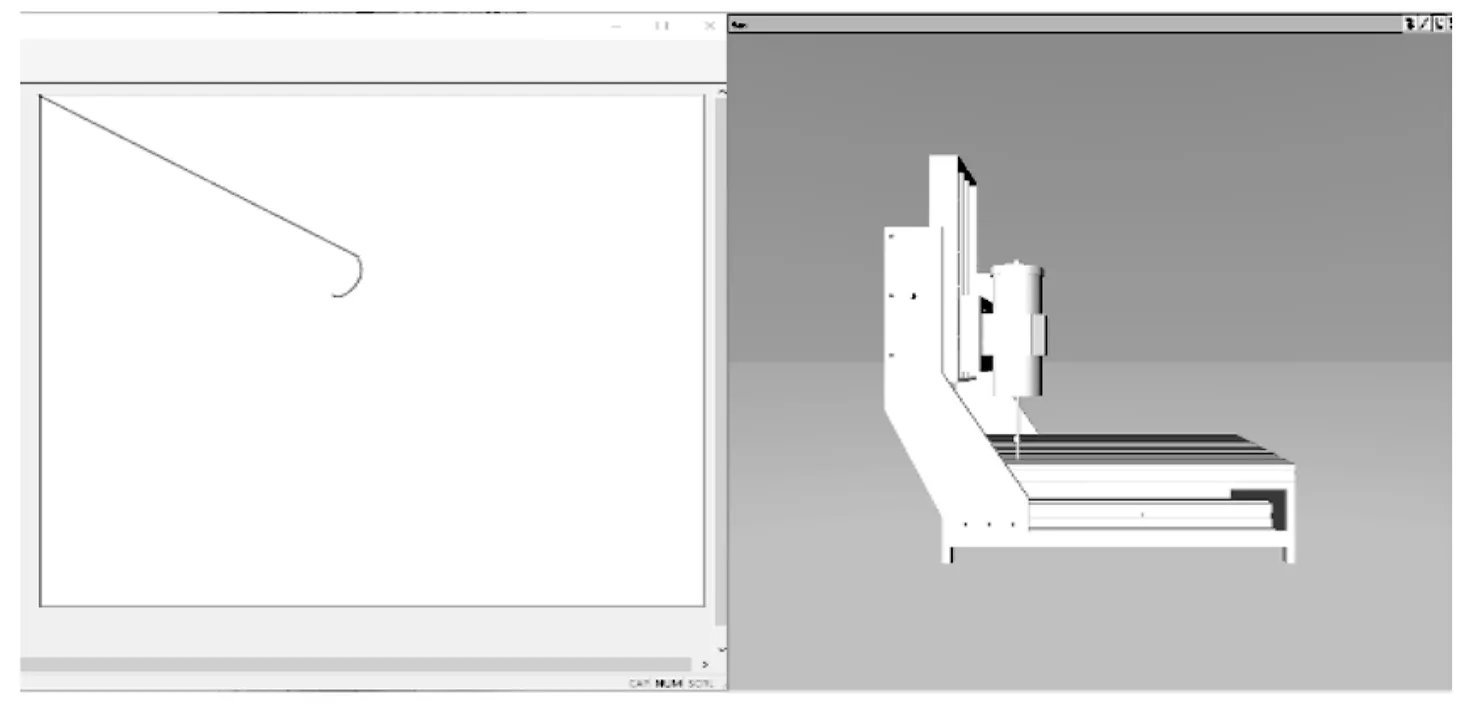
图11 实时监测工作界面
实时监测的实现步骤为: 1)同时启动C++和MATLAB平台,放置在同一界面内,并运行数字孪生程序;2)当两轴雕刻机运行时,上位机根据参考轨迹进行路径规划,运用插补算法计算每个采样时刻的控制指令并下发,由此控制雕刻机的运行状态;3)下位机实时上传两轴的位置、转速等数据信息,并将每个采样时刻的数据保存至本地;4)与此同时,MATLAB对保存的数据文件进行实时读取,并将对应数据的信号传输给VR sink模块,控制数字孪生镜像模型实时运转。
4 实验结果
4.1 实验步骤
4.1.1 建立连接
在无网络状态下,更改本地PC机的IP地址,随后在Network Parameter界面点击Connect按钮,实现PC机和ARM单片机的TCP/IP协议连接,ARM单片机将从CAN总线获得的数据上传至PC机进行处理,同时接收上位机的控制指令,并且通过CAN总线向交流伺服系统和电机发送控制指令。
4.1.2 控制运行
点击Reset按钮对雕刻机复位,点击Straight按钮,接着点击Run按钮开始运行,控制雕刻机刀头画直线并运动至工作台中部,再点击Circle按钮控制其做画圆运动。此时出现图11中空白面板上的轨迹线,与此同时,MATLAB中的孪生镜像也根据读取的本地数据运转,实现和雕刻机实体同步通信。
4.1.3 容错控制
在实际应用场景下,雕刻机在运行过程难免会发生故障,为了更好的模拟雕刻机的运动,控制系统在某一时刻加入一个常值故障信号使雕刻机实际运行轨迹偏离参考轨迹。与此同时,引入容错控制算法,将式(4)中的控制量ui设计为ui=-KCδi+r0+uf+ue,其中uf为系统设定的常值故障,ue为误差补偿估计值。通过估计雕刻机上一时刻的故障值,基于故障估计值设计容错控制协议,补偿故障信号带来的影响,不断修正轨迹点参数,使雕刻机回到正常的运行轨迹。如图12所示,在雕刻机执行画圆指令时,加入常值故障信号,此时可看到实际运行轨迹明显偏离正确轨迹,进行容错控制后雕刻机能够正常完成画圆指令。然而,基于上一时刻故障估计值设计出的容错控制算法并不能很好的应用于当前时刻。因此未来系统可与机器学习的方法相结合,由历史故障信息建立数学模型来预测t时刻的故障信号,进一步提升故障辨识与容错控制性能。

图12 加入故障信号后雕刻机的实际运行轨迹
4.2 结果分析
4.2.1 实时性
实时性是数字孪生平台的一个重要性能之一,实际工业应用中往往需要数字孪生平台具有较高的实时性以方便及时发现并解决故障。本实验的伺服系统工作于速度模式下,并设定采样时间为5 ms。由于CAN总线所连接的通信转接板与伺服器之间的通信时延较短,同时PC上位机的CPU处理速度极快,数据处理和指令生成时间可忽略不计,因此本实验仅考虑数据传输的网络时延[23]。如图13所示,τap为ARM单片机上传数据信息的时刻,τpa为ARM单片机接收控制指令的时刻,τsp为PC上位机接收到数据的时刻,τps为上位机下发控制指令的时刻。则网络时延τ=(τpa-τap)-(τps-τsp)。经测量,本系统在采样周期为5 ms时的网络时延为τ∈(1 ms,4 ms),具有较高的实时性。
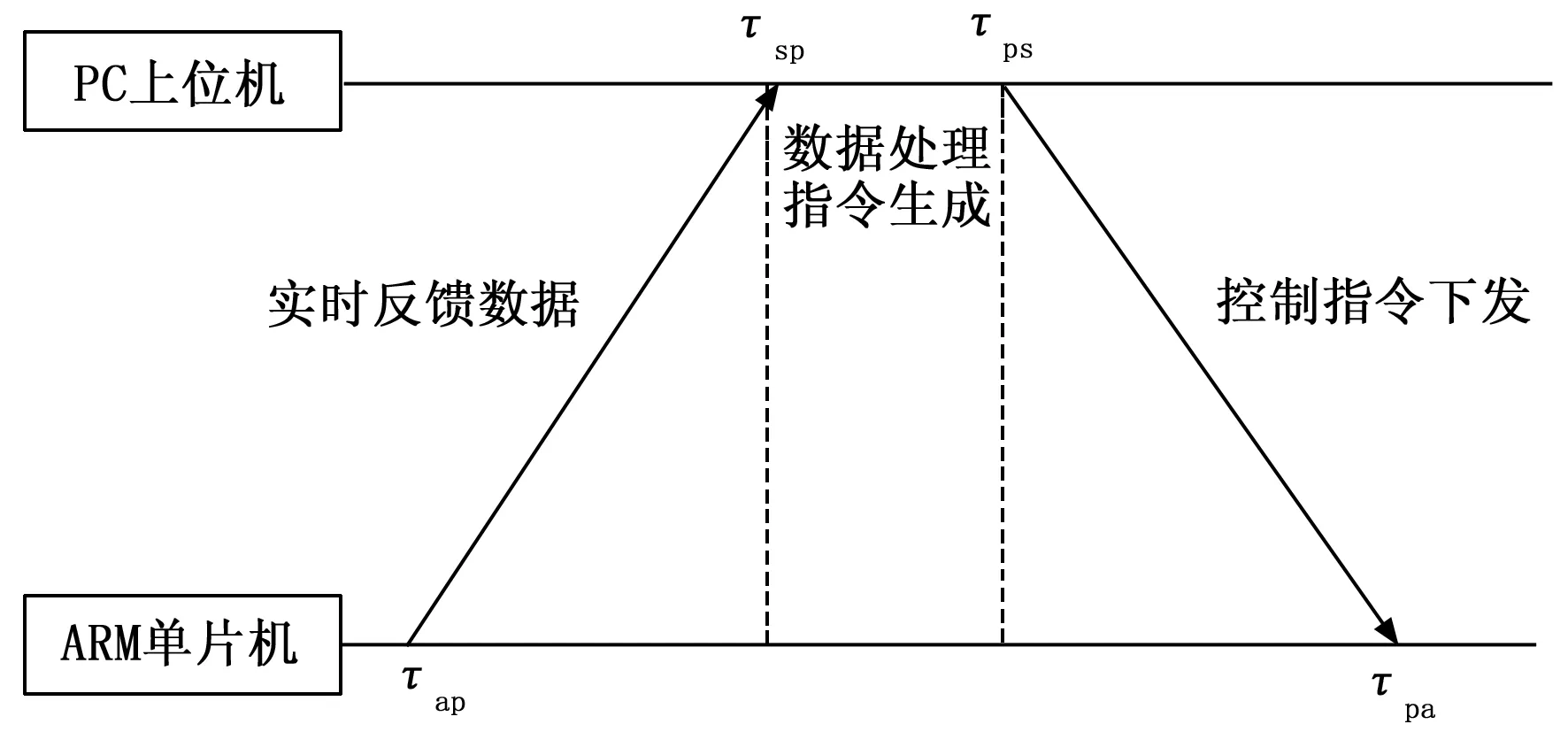
图13 网络时延的测量
4.2.2 精确度


图14 雕刻机实际位置坐标
5 结束语
本文针对企业级两轴雕刻机运动控制系统,设计了一套基于数字孪生的雕刻机人机交互方案,通过搭建与雕刻机高度匹配的数字孪生体来对其进行实时远程监控和虚拟调试功能。经过实验验证,能够实时准确的监测雕刻机的运行状态,二维轨迹与实体运行轨迹一致,坐标误差在可接受范围内,能够有效预测故障发生情况,解决传统工业现场对机床等大型设备实时监测困难,数据呈现单一,硬件摄像头成本较高且效果不佳等问题。此外,设计出的系统可与机器学习等算法相结合,对故障进行辨识和容错控制,能够有效保证工业设备的安全,节省人力物力和财力,具有广泛的工业应用前景。
猜你喜欢
计算机系统应用(2021年11期)2022-01-06
福建中学数学(2021年1期)2021-02-28
小资CHIC!ELEGANCE(2021年44期)2021-01-11
当代党员(2020年20期)2020-11-06
当代陕西(2019年5期)2019-03-21
小康(2018年23期)2018-08-23
21世纪商业评论(2018年3期)2018-03-02
课堂内外(小学版)(2017年3期)2017-04-15
小康(2015年4期)2015-03-31
现代出版(2014年6期)2014-03-20