
伺服零件检测工艺体系建设与实施
2021-10-29 04:09陈胜军马兰姜国明侯云峰张建芳北京精密机电控制设备研究所
航天工业管理 2021年9期
陈胜军、马兰、姜国明、侯云峰、张建芳 /北京精密机电控制设备研究所
目前伺服精密零件加工工序中的检验模式是检验员根据图纸、工艺的要求自行选择检测量仪进行检测,主要以手工检测为主,检测结果受人员影响大,而且检测效率较低。对于尺寸简单、公差要求不严、通用量具能检测的内容,采用人工检测的办法问题不大,但是针对一些结构复杂零件的形位尺寸、需要用精密仪器检测的尺寸等情况时会存在以下问题:检验员选择不同的基准测量,检测结果差异较大;检测仪器设置参数不统一导致检测结果差异较大;可编程自动测量仪器操作复杂,检验员水平参差不齐,自行编制的检测程序没有规范管理且不通用等。为解决这些问题,需要用不同的方法重复测量多遍,有的还需要检测工艺员通过分析找出测量误差,确定可行的检测方法,这些都影响了产品检测效率。而且,问题解决后没有形成规范的检测工艺,花时间研究确定的有效检测方法、测量参数、检测程序没有得到传承,后续批产的零件还会出现同样的问题,影响检测效率;在型号产品种类多、批量大的时候尤为突出,有的甚至成为影响生产效率的瓶颈问题。因此,需要开展新的检验模式研究,从管理创新的角度,需要有明确的检验工艺来指导检验员操作,以确保在零件检验结果准确一致的基础上实现高效。
一、工作策划
根据伺服产品特点和检验要求,项目组将主要完成以下工作:确定检测工艺体系建设的框架;梳理目前检测准确和检测效率等方面存在突出问题的典型零件、典型尺寸,编制各级检测工艺;研究并制定各级检测工艺编写要求、工艺文件管理规定等工艺文件管理模式;研究各级检验工艺在加工检验现场应用的模式等。
二、实施内容
1.零件检测工艺编制需求调研
目前伺服产品型号种类多、零件结构复杂、精度要求高,加工过程中的检验点设置比较多。现有检验工艺员无法做到针对每个零件、每道工序的检验要求编制检验工艺,而且零件长度尺寸的检验方法大部分是通用的,有相关的国家标准规定,可以通过对检验员的日常检验基础知识和技能培训完成大部分产品的工序检验任务。因此,适合加工现场检验的检测工艺是针对典型零件、典型尺寸编制通用性强的检测工艺。比如,阀套内孔圆柱度的检测,虽然各个型号的阀套内孔尺寸不一样,圆柱度要求不一样,但检测方法和操作过程基本一样,因此,编制通用检测工艺对产品检验员就具有较强的指导意义。另外,还有一种影响检测效率的情况就是:被测尺寸多、检测过程复杂的零件,如壳体类零件一般有5~6 道数控铣加工各面的孔系尺寸,需要检测的尺寸多达上百个,因此需要编制通用的检测程序实现快速自动化检测,这样就可以大大减少检验员读图摘录被测尺寸的时间。通过对检测程序合理规范的管理和简单的操作培训,即可使检验班组的检验员能够正确地运行程序,显著提高零件检测效率。
根据对生产现场的检验工艺编制需求调研,项目组针对现有检测中心的各个产品检验专业岗位,编制检验岗位工作指南,对新老员工开展培训,熟悉本岗位的应知应会专业理论知识和岗位技艺诀窍;梳理目前各型号的典型零件、典型尺寸等,编制伺服零件检测通用工艺规范,对精密零件的圆柱度、同轴度、粗糙度、精密孔径、复杂壳体类零件的检验方法,对伺服零件的探伤方法等进行分类和规定;然后在工艺规范的指导下,再针对具体零件的具体尺寸编制零件检测通用工艺规程,细化量化影像检测结果的测力、基准、评定方法等内容,并以图文并茂的方式编制详细的操作步骤,以指导现场检验员开展零件检测任务;对数铣加工的复杂形位尺寸,利用三坐标等复杂精密仪器编制检测程序实现自动测量,以保证测量准确一致并提高检测效率。
总结上述伺服产品特点和检验要求,项目组统一规范了零件检验方法的模式和实施方式,并形成检测工艺体系建设框架如表1 所示。
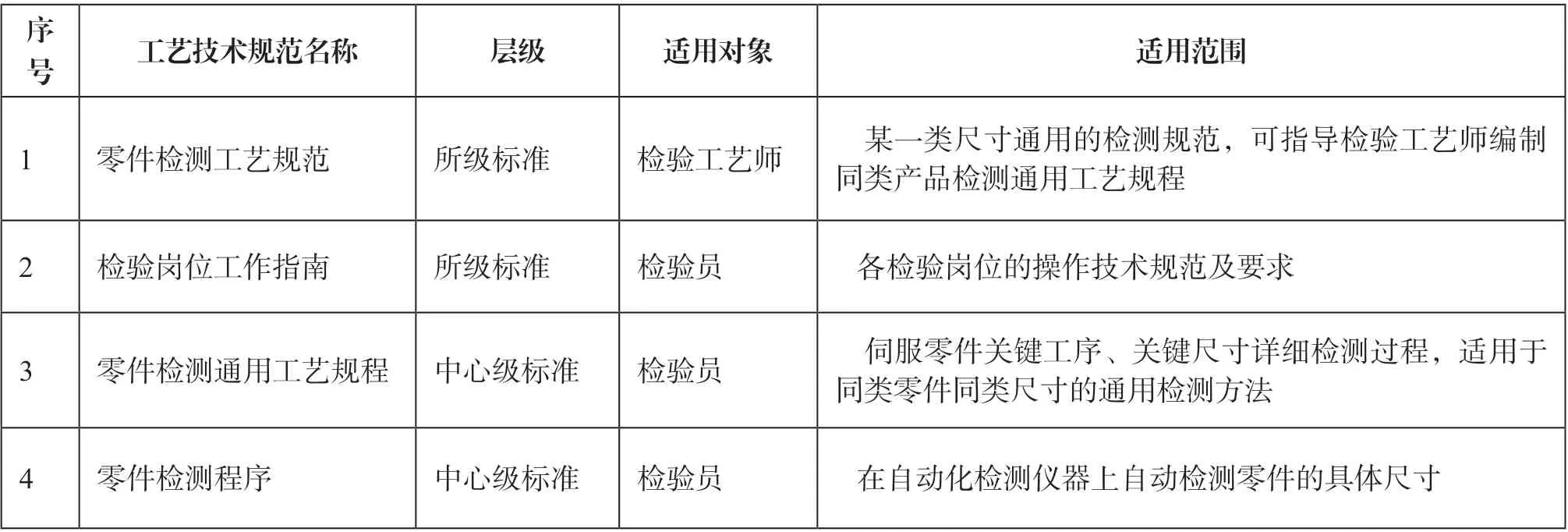
表1 伺服产品检测工艺体系建设框架
2.统一零件检测工艺管理要求
项目组研究了各级检验工艺的应用范围、编制内容、编写要求、实施办法等工艺文件管理模式,制定了零件检测工艺管理要求。
(1)零件检测工艺规范
内容主要包括伺服产品详细检验要求、各种测量方法介绍和选择原则、检测设备指标要求、测力、测量参数设置要求、测量操作过程注意事项、常见问题及解决措施等详细的技术要求。
零件检测工艺规范属于所级标准,发布实施后,需要对检验工艺师进行培训宣贯,在其编制零件相关尺寸的检测通用工艺规程中起到规范、指导的作用。
(2)检验岗位工作指南
内容主要包括岗位应知应会、岗位技艺诀窍和岗位防错要点:应知应会中应规定胜任本岗位必备的产品检验技能和产品质量检验流程管理等相关知识;岗位技艺诀窍中总结归纳了详细的产品检验技术要求、经验和要点;岗位防错要点则用图文并茂的方式将历年产品检验质量问题汇总,对检验员进行防差错提醒教育。
检验岗位工作指南属于所级标准,发布实施后,需要对相关岗位检验员及新到岗的检验员进行培训宣贯,应知应会中的操作文件、技术文件应发放到检验班组现场,并实时查新,及时更新版本。
(3)零件检测通用工艺规程
用文字和图片的方式简单准确表述某一类零件具体尺寸的通用检测方法及操作步骤。内容应包括检验环境要求,检验前准备工作,选用的检测量仪、测头、工装等,应描述详细的安装、校准和检验等操作步骤,将影响测量结果的参数指标具体细化、量化,明确测量基准、评定方法等,并要求有防差错警示等提醒内容。具体格式见表2。
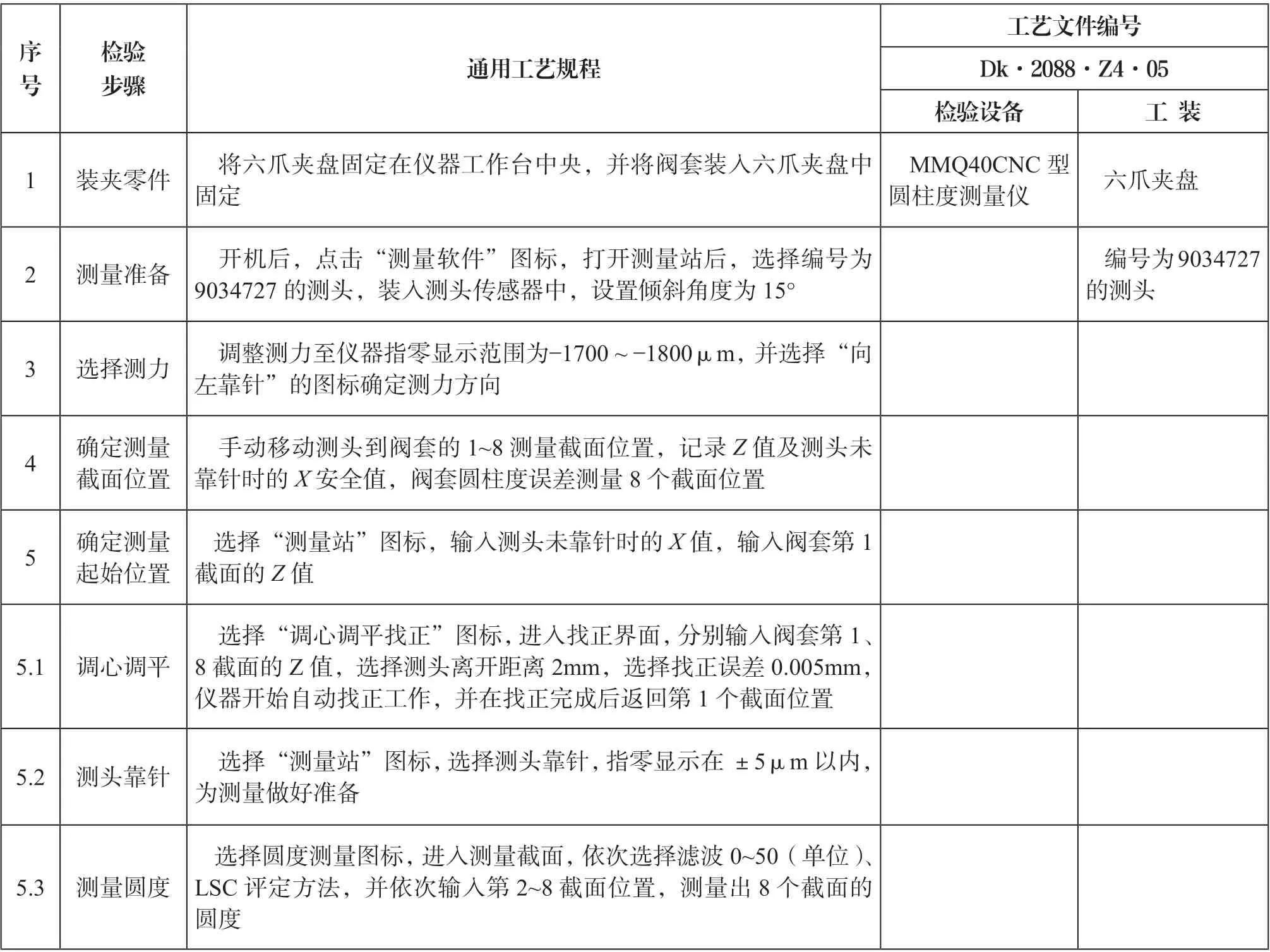
表2 零件检测通用工艺规程(阀套检测通用工艺规程示例)
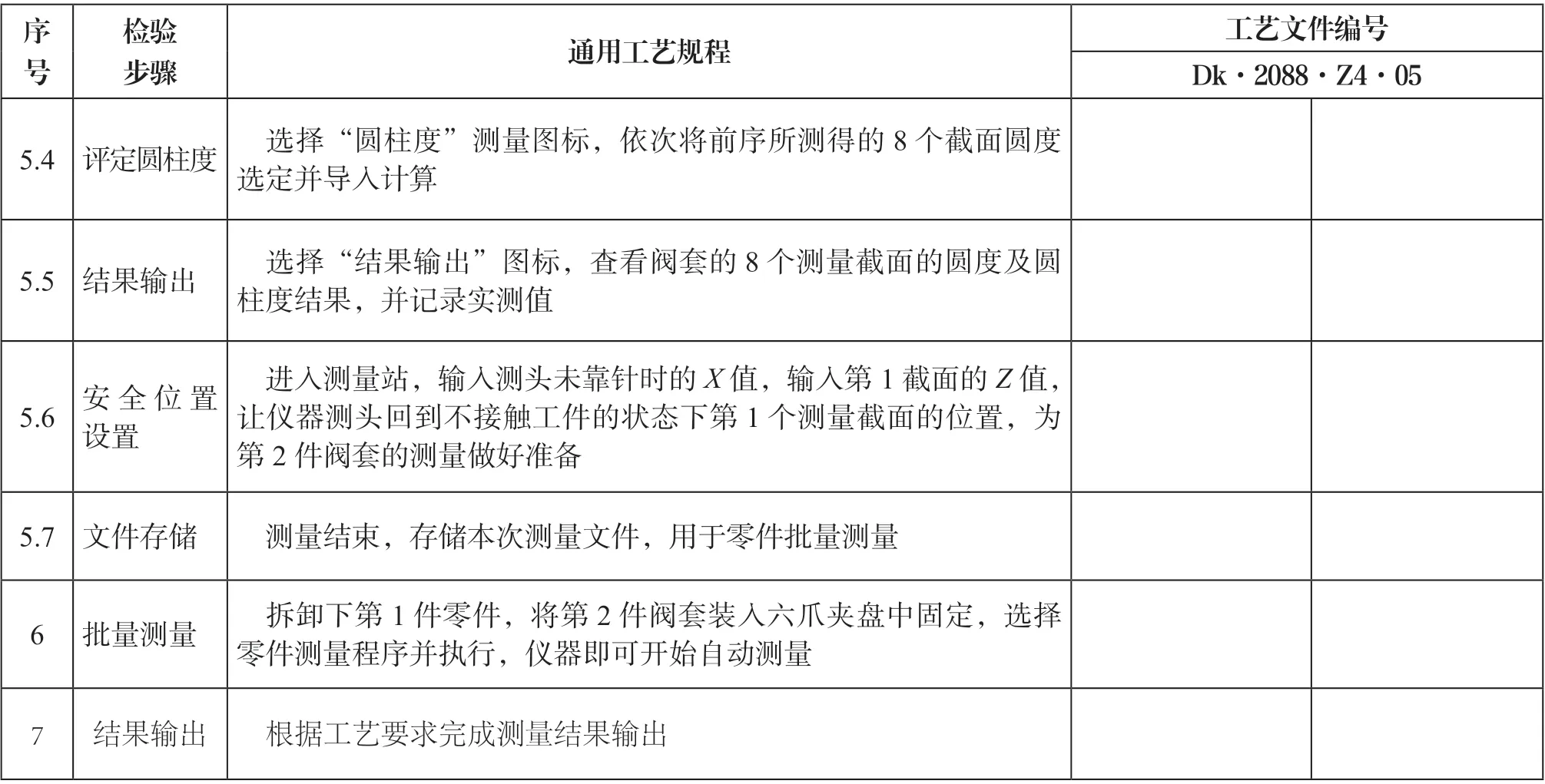
(续表)
零件检测通用工艺规程属于中心级标准,主要用于指导检验现场零件检测,在中心评审通过后,按照工艺处的要求对工艺文件编号、盖章后发布实施,并及时在相关产品检验的现场对检验员进行培训宣贯,并将工艺规程现行有效的纸质版发放到现场应用。
(4)零件检测程序
零件检测程序应由检验工艺师编制,检验员操作应用于具体零件具体尺寸的自动检测。零件检测程序编制过程中应严格执行仪器的操作规程,认真核对图纸、工艺检验要求,编制安全有效的自动检测程序。程序命名规则为图代号+零件名称+工序尺寸,程序要实时查新,确保与加工工艺状态保持一致。
为保证程序安全有效运行,应建立“零件检测程序登记表”,记录零件程序名称、检测内容、选用的测针组合、图示安装方式、手动建立坐标系测量元素、程序运行前安全提醒、检测结果评价等内容,具体格式见表3。
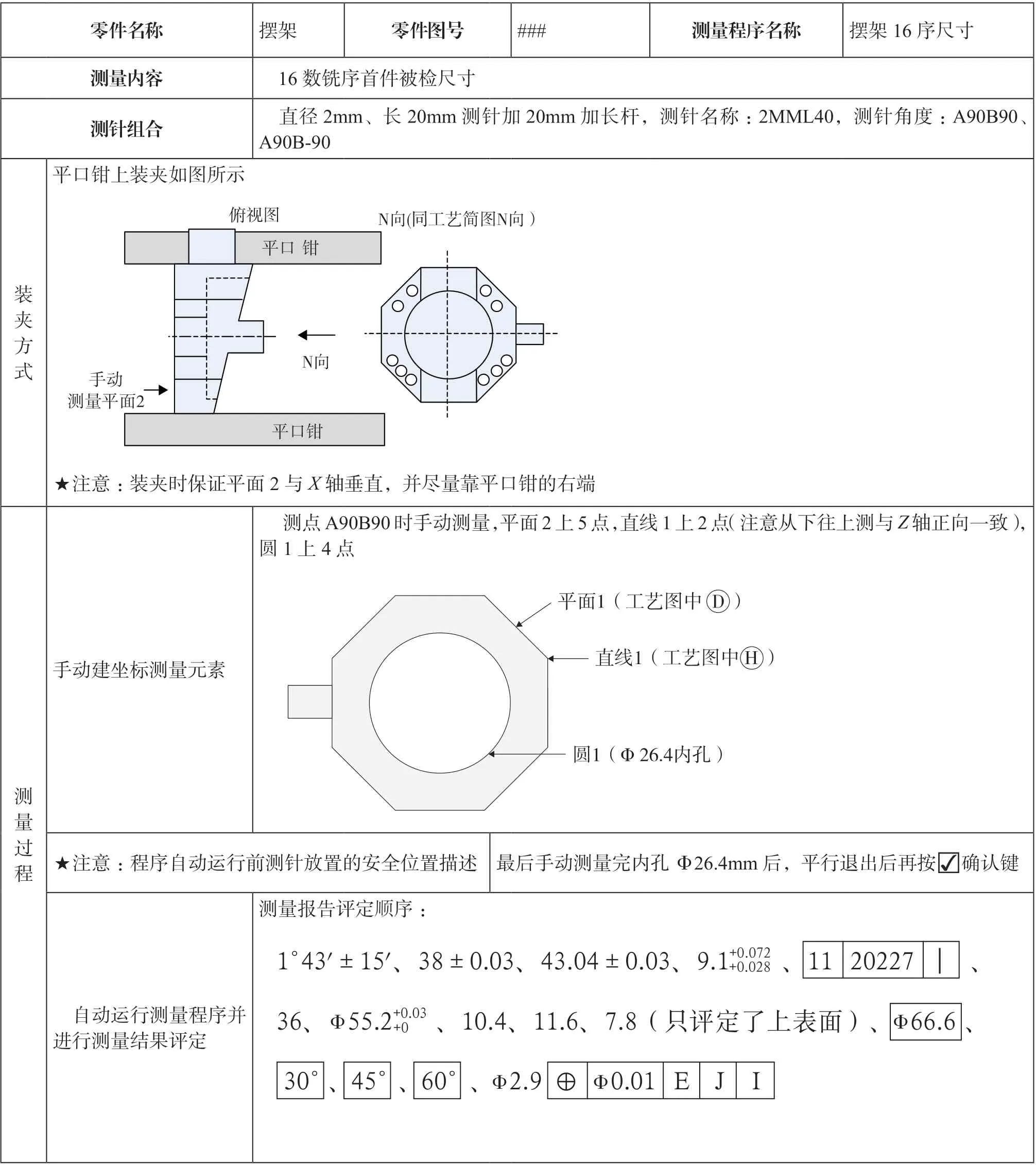
表3 三坐标测量机零件检测程序登记表(示例)
零件检测程序属于中心级标准,主要由检验员执行操作自动检测零件尺寸,程序编制完成后应检查确认运行安全有效后对检验员进行操作培训指导,建立纸质版“零件检测程序登记表”,装订成册放在仪器旁边指导检验员执行操作。
3.各级检测工艺完成情况
为规范、统一伺服产品的检验操作过程,以保证测量结果准确一致,检测中心开展了检测工艺技术体系建设工作:梳理各型号伺服产品的设计要求和检验方法,编制各级检验工艺标准,通过现场培训宣贯、实操讲解的方式,将各级检验技术标准准确落地实施。截至2020 年底,完成了典型零件典型尺寸的检测工艺规范10 份、检验岗位工作指南10 份、典型零件典型尺寸的检测通用工艺规程21份,三坐标等精密仪器零件检测程序41 个。
三、实践效果
伺服产品检测工艺体系的建设,实现了各级检测工艺的编制和实施,在生产现场应用后,实现了统一零件检测方法、设备、基准和评定判断原则,保证了检测结果准确一致,达到了提高检验员工作效率的目的。对复杂零件的自动检测程序进行了有效规范的管理,一线检验班组成员通过简单的培训即可操作复杂的三坐标、形状测量仪等仪器并能够对零件进行快速自动化检测,显著提高了零件检测一致性和检测效率。
四、后续思路
伺服产品检测工艺体系的建设与实施,对生产现场检验产品起到了切实的指导意义,规范了产品检测方法、操作过程,保证了检测结果准确一致,确保了产品检测的可靠性。目前,检验岗位工作指南和典型零件典型尺寸的检测工艺规范已基本汇总编制完成。后续,项目组将在现有检测工艺规范的指导下,继续对批产的零件编制相应的检测通用工艺规程、检测程序,以确保检测效率能适应各型号的批产任务。并且,为适应智能生产线建设的需求,后续还将继续开展数字化检测系统的研究与应用,以实现检验现场图形化引导测量、检测数据自动上传共享与质量分析,已编制的各级检测工艺,如检测通用工艺规程、自动检测程序均能链接到系统中有效应用,以满足伺服产品信息化建设的总体要求。
猜你喜欢
世界汽车(2022年3期)2022-05-23
电子乐园·下旬刊(2022年6期)2022-05-16
China’s foreign Trade(2021年6期)2021-12-26
世界汽车(2020年6期)2020-12-28
电脑爱好者(2020年6期)2020-05-26
人大建设(2019年12期)2019-05-21
瞭望东方周刊(2017年42期)2017-12-05
环球时报(2017-03-30)2017-03-30
中华奇石(2015年7期)2015-07-09
中华奇石(2015年5期)2015-07-09
