
选煤厂自动化控制系统设计与应用研究
2021-10-21 12:30房伟林
机械管理开发 2021年10期
房伟林
(山西汾河焦煤股份有限公司回坡底煤矿,山西 洪洞 041600)
引言
随着经济社会的飞速发展,重工业发展速度较快,煤炭作为工业社会发展的重要能源保障,其需求量不断增大,煤炭采掘工作任务日益繁重[1-2]。选煤工艺作为煤炭采掘工作中的重要环节,直接关系着煤炭的生产产能和效率,现已引起了煤炭行业的广泛关注[3-4]。随着科学技术的进步,选煤工艺不断更新,传统自动控制系统已不能满足当前先进选煤设备的要求,有必要与时俱进[5]。现在选煤厂不断向着智能化、集中化方向发展,尤其是集中控制系统,已成为未来发展的必然趋势[6]。因此针对某选煤厂自动化程度较低、可靠性较差的现状,开展自动化控制系统设计与应用研究工作,对于提高选煤厂的选煤效率和经济效益具有重要的意义。
1 选煤厂概述
该选煤厂生产规模与矿井井形相适应,选用了较为先进的选煤技术,设计年选煤120 万t。目前选煤工艺方法为动筛跳汰入洗块煤,采用重介旋流器入洗原煤,TBS 回收粗煤泥和浮选入洗级细煤泥,主要涉及原煤系统、重介系统、浮选系统、装运系统等。煤矿原煤第一步进入箕斗仓,由给煤机和胶带机转至动筛跳汰工位,完成大块精煤的筛选;其余进入原煤缓冲仓,之后转至重介选煤工位,经重介旋流器筛选出精煤,干燥之后进入精煤仓,中煤转至原煤仓和添煤仓装运;煤泥转至浮选工位继续进行精煤筛选,最终煤泥进行浓缩压滤,得到干燥煤泥进行仓储代售。选煤工艺过程复杂,控制环节较多,当前控制系统未能真正实现自动化,中间环节存在设计不合理的情况,因此,有必要进行自动化控制系统的重新设计。
2 选煤厂自动化系统方案
基于原有控制系统,完成了选煤厂自动化系统方案设计,如图1 所示,主要包括现场控制层、生产监视层和生产管理层。现场控制层主要包括现场仪表、各种传感器、操控部件等,由PLC 经RIO 网络连接各控制站,实现选煤厂的自动控制,实现现场设备的操控与监视功能。生产监视层主要涉及以太网交换机、组态监控工作站、集控中心站、显示系统等,PLC 与上位机配合完成现场选煤设备运行状态的实时显示与远程控制功能,实现自动控制一体化的目标。生产管理层主要包括信息管理服务器、信息终端计算机、交换机等,完成选煤厂控制信息数据的管理,通过网络与自动控制系统之间的通信,实现选煤厂生产过程数据的实时存储,包括产量、成分、设备运行参数等,同时也能够及时掌握现场生产、物流等多种信息,实现选煤厂范围内统一监控的目的,还具有远程办公接口,达到集团实时监控厂房的效果。
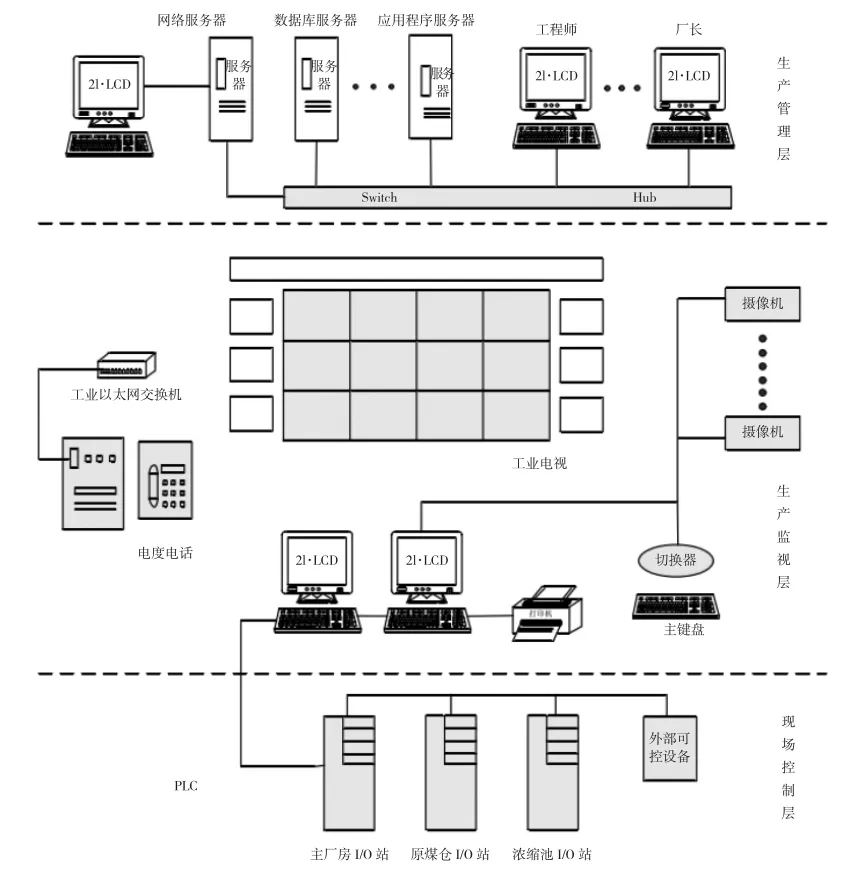
图1 选煤厂自动化系统构架
3 自动化系统设计
3.1 系统控制流程
3.1.1 原煤准备控制流程
原煤准备作为选煤厂开始工作的第一步,系统设计按照逆煤流顺序启动、顺煤流方向停止的原则展开,将主井口原煤运输至缓冲仓过程中的设备启停动作设计成闭锁结构。原煤系统设备启停动作主要受矿井影响,独立于洗煤系统,工作时采煤系统启动,原煤系统也要启动,是原煤存储至缓冲仓内;采煤系统停止工作,要求原煤准备系统停止,以便节约能源;因此原煤准备系统设计时,需要根据煤炭矿井实际工作情况进行启停控制。
3.1.2 重介控制流程
重介控制系统设计按照逆序启动、顺序停止的原则展开,相邻的选煤设备之间互为闭锁,控制系统以旋流器为分点,涉及精煤、中煤和研石等环节。精煤环节需要装车系统进入准备工作阶段,顺序启动胶带机、精煤离心机、精煤脱介质筛、重介质旋流器、原煤脱泥筛、除铁器等设备;中煤环节需要顺序启动转载胶带机、胶带机、中煤离心机、中煤破碎机、中煤脱介筛等设备;研石环节需要顺序启动胶带机、研破碎机、研石脱介筛等设备。通过自动化系统将上述启停环节进行整合,实现集中控制目的。
3.1.3 浮选系统控制流程
选煤厂浮选系统的起始点为浮选入料池,之后涉及浮选、压滤和浓缩等环节,因该部分选煤装置对于煤炭流转影响较小,将其设计成单车启停,但是为了提高控制系统的安全性,各个选煤设备之间需要设计成连锁控制关系,包括加药泵自动化控制,加压过滤机控制、风机控制等。
3.1.4 装车系统控制流程
装车系统作为选煤过程的最后环节,在车皮行至装煤位置时,自动识别车辆信息,放下溜槽,启动皮带机和煤仓闸门开始装车。当装车量达到额定装载量的90%左右时仅开一个仓口即可,通过称重系统控制仓口下放量进行补煤,直到装煤完成。具体的装车系统控制流程如图2 所示,系统中涉及多种信号检测装载,如车号识别仪、光电开关、称重系统、车厢高度检测等,采集得到了的实时数据传输至自动化控制系统并显示于系统人机交互界面中。
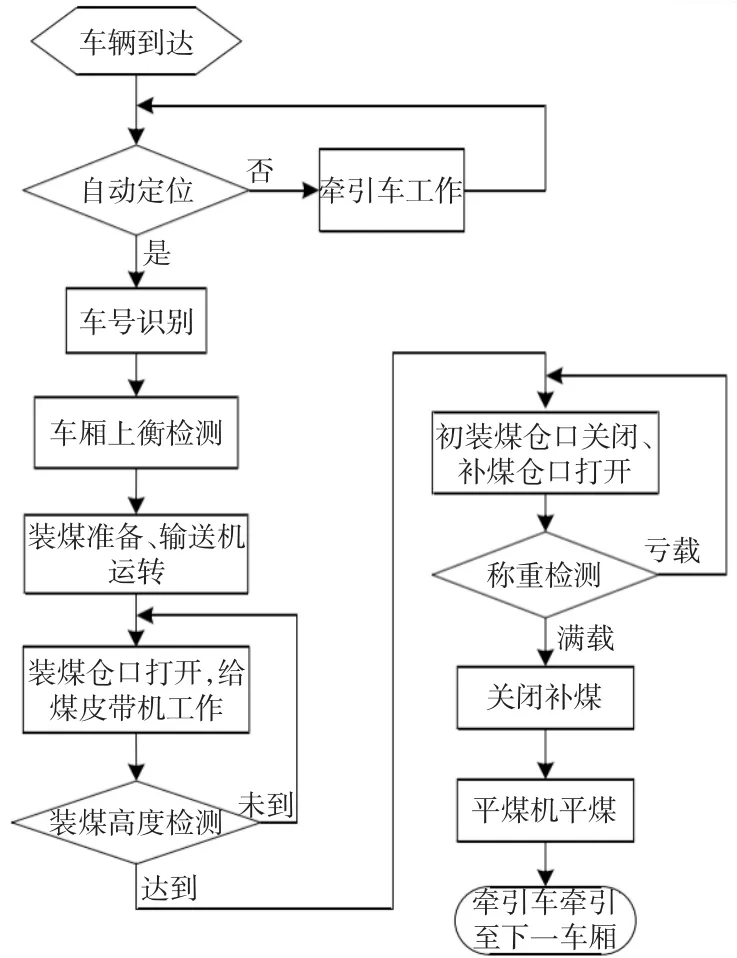
图2 装车系统控制流程
3.2 PLC 选型及架构
自动化控制系统自主井口来煤开始,涉及动筛、选煤、浓缩、压滤及装车等模块组成,结合原有选煤厂工艺流程及设备现在位置,集中控制站设置在选煤厂的电气楼中。控制器选择Schneider Quantum 系列PLC,包括控制主站、原煤仓变电所和浓缩工位配电室分站,PLC 自带以太网通信接口,实现选煤设备参数的实时显示。控制主站与I/O 分站通过RIO 网络构成一个控制层网络,实现系统的自动化控制,上位机监控软件采用与Quantum 系列PLC 配套的Citect 软件实现全厂范围内设备监控。
监控中心主站PLC 自带RJ45 以太网口,与上位机之间的信息通信由EtherNet/IP 通讯协议完成,以此达到实时显示选煤设备运行状态参数的功能。各控制器机架位置增设1 块RIO 通讯模块,以便更好地实现主站与分站之间的系统通信。原煤仓变电所和浓缩工位配电室分站的每个机架各配置1 块140CRA93100 通讯模块,同样采用RIO 通讯协议确保PLC 主站与分站之间的联系。
3.3 关键部件选型
选煤厂自动控制系统中介质泵的控制选择艾默生生产的MegaVert-G0500-06/06C 型变频器,配套选择山西防爆电机集团有限公司生产的型号为YRKK450-8 的电机,以实现选煤量的控制。自动控制系统选择锦州第一开关设备有限公司生产的型号为XGN2-10 的高压柜,其额定电压为6 kV,额定电流为75 A,防护等级为IP3X,额定热稳定电流为4 kA/4 s,额定动稳定电流为10 kA,额定短路开断电流为4 kA,主母线额定电流为1 205 A。
3.4 上位机
上位机作为选煤厂自动控制系统监控选煤设备运行状态参数的窗口,是实现远程监测与控制的纽带。上位机组态设计选择Vijeo Citect 软件,因其与PLC 同属于一个厂家,为变量的导入提供了便利,节约了建立数据库的时间。选煤厂自动控制系统上位机主界面如图3 所示,实现了选煤厂选煤过程的自动化监测与控制。监控界面中通过工艺界面上设备颜色的变化可以监视设备的运行状态,鼠标移动到设备上时显示该设备的名称,获取对应的运行状态参数,供监控人员获取想要的信息,同时,也可以根据实时运行状态实现远程指令的下发,实现选煤厂选煤设备的远程控制。
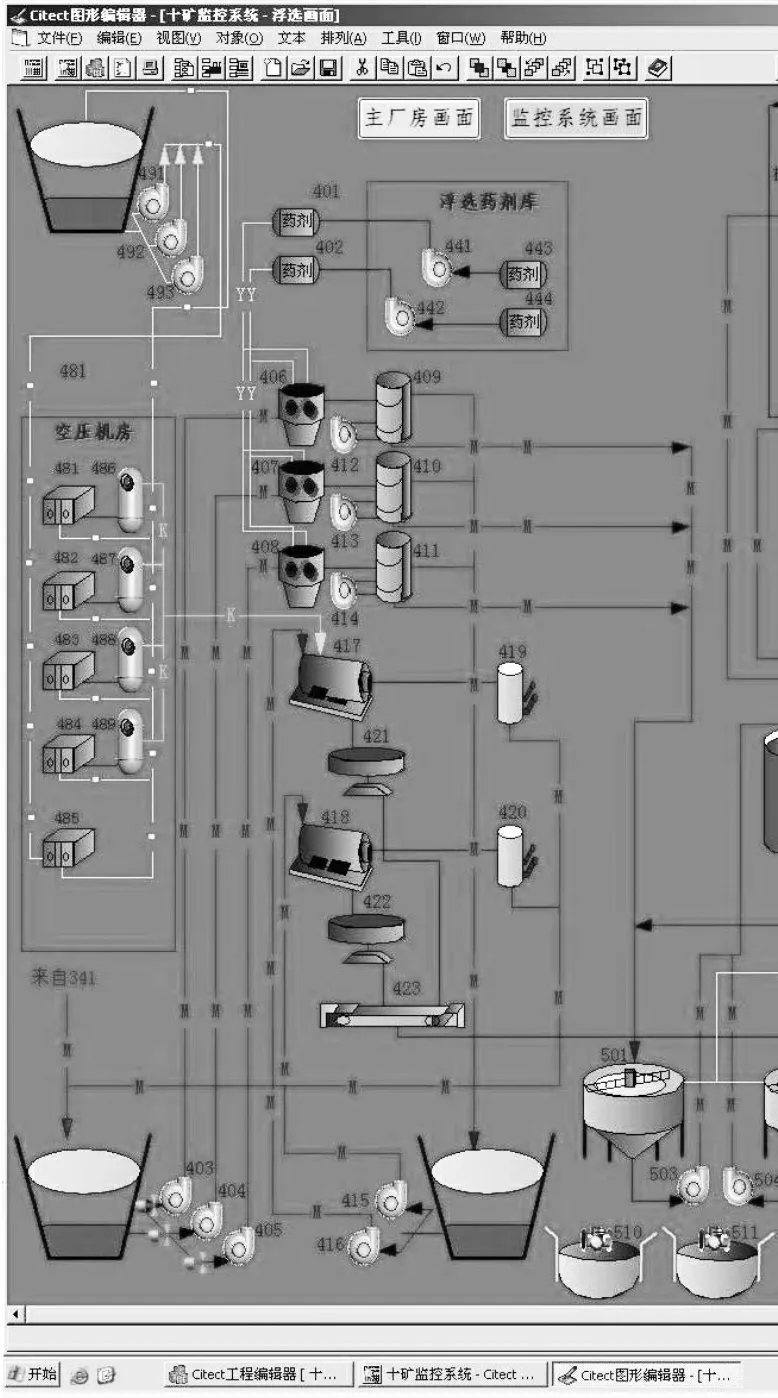
图3 自动化控制系统主监控界面
4 应用效果评价
为了验证选煤厂自动化控制系统设计的可行性,将其投入选煤厂进行施工应用,跟踪记录半年时间内系统的运行情况,结果表明,系统运行稳定可靠,能够满足选煤厂各设备之间逻辑控制的要求。统计结果显示,选煤厂自动化控制系统的投入使用,提高了选煤厂自动控制系统的安全性,未出现逻辑混乱导致的设备停机事故,可减少3~4 名监控系统运维人员,提高了近15%的选煤设备有效利用率,降低了煤炭成本,预计为煤炭企业新增经济效益近100万元/年,取得了很好的应用效果。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
三门峡职业技术学院学报(2019年1期)2019-06-27
新能源汽车报(2019年13期)2019-06-11
现代工业经济和信息化(2016年3期)2016-05-17
电测与仪表(2016年6期)2016-04-11
汽车维修与保养(2015年2期)2015-04-17
淮南师范学院学报(2015年3期)2015-03-22
