某柴油机气门断裂分析
2021-10-20 05:18:58吴士军刘玲史文献汤必强夏伟
内燃机与配件 2021年20期
吴士军 刘玲 史文献 汤必强 夏伟




摘要: 本文针对某柴油机在市场出现的气门断裂故障进行研究,从气门材料、气门锁夹结构、装配过程等方面,确定故障原因为装配过程控制差及气门锁夹结构问题。
Abstract: This paper studies the valve rupture failure of a diesel engine on the market. From the aspects of valve material, valve lock clamp structure, assembly process, etc., determine the cause of the failure as poor assembly process control and valve lock clamp structure problems.
关键词: 气门断裂;分体式;装配过程;失效分析
Key words: valve rupture;separate form;assembly process;failure analysis
中图分类号:TK423.4 文献标识码:A 文章编号:1674-957X(2021)20-0155-02
0 引言
气门与凸轮轴、挺柱、推杆、摇臂、气门锁夹、气门弹簧等零部件形成配气机构(见图1),控制着发动机废气排出和充入新鲜空气或可燃混合气的换气过程。气门作为配氣机构的主要零部件,长时间在高温、高应力及腐蚀环境下工作[1],它的可靠性的好坏直接影响柴油机的使用寿命。气门断裂作为气门失效模式的主要形式之一,它的出现往往会导致发动机整机报废,造成的损失远远超过气门本身的价值[2]。
本文针对某柴油机在市场出现的气门断裂故障进行研究,从气门材料、锁夹结构、装配过程等方面,确定故障原因和优化改进措施。
1 故障描述
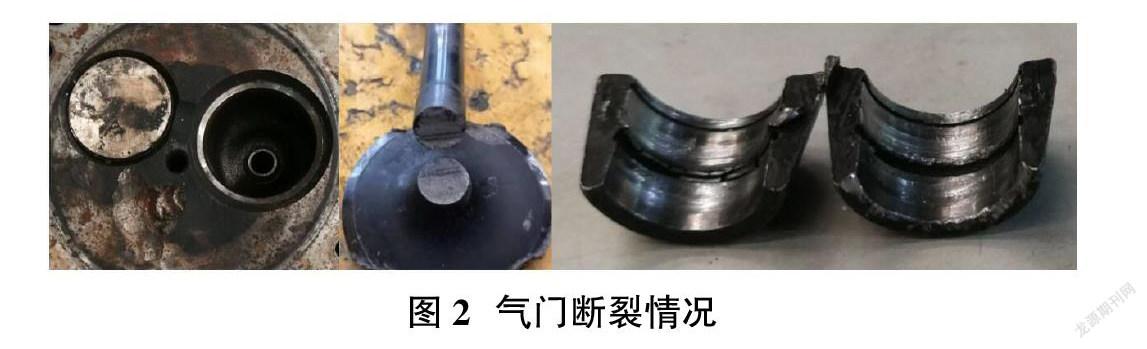
某轻型柴油机在市场上出现多起运行过程中异响、停机后无法起动等现象,拆检后发现进、排气门杆部断裂、弯曲变形,气门锁夹凸起异常磨损,活塞、气缸盖、机体等零部件伴随出现不同程度损伤,气门断裂情况如图2所示。
2 失效原因分析
2.1 气门材料分析
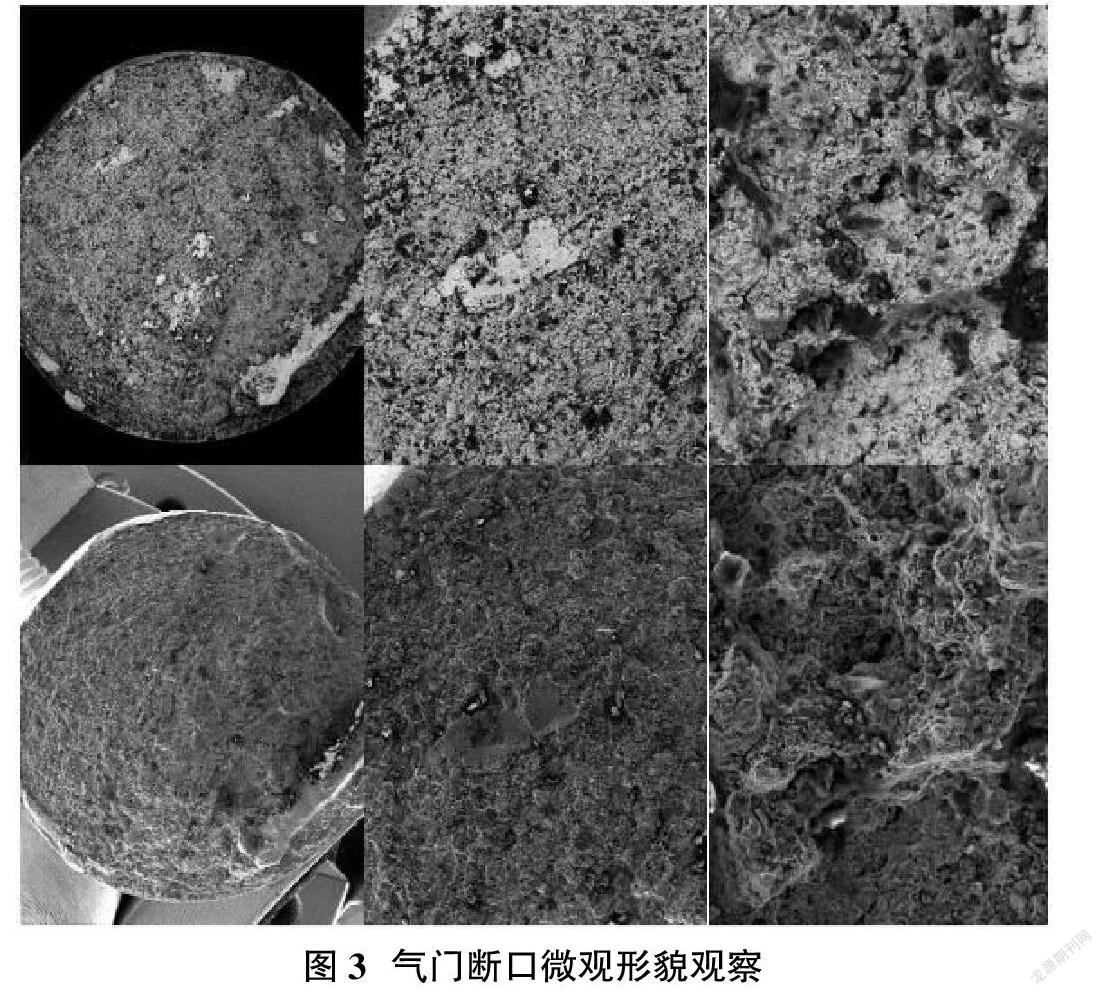
气门断裂位置主要出现在气门杆部,断口形式主要为单向弯曲疲劳断裂。使用扫描电子显微镜[3](SEM)对气门杆部断口进行微观形貌观察。如图3所示,气门断口位置纹线清晰,未发现明显缺陷,局部区域表面覆盖污染物。
对进、排气门盘部及杆部硬度进行测试,进、排气门盘部及杆部硬度均满足设计要求,见表1。
对进、排气门进行抗拉强度检测,进、排气门抗拉强度满足设计要求,见表2。
2.2 气门锁夹结构分析
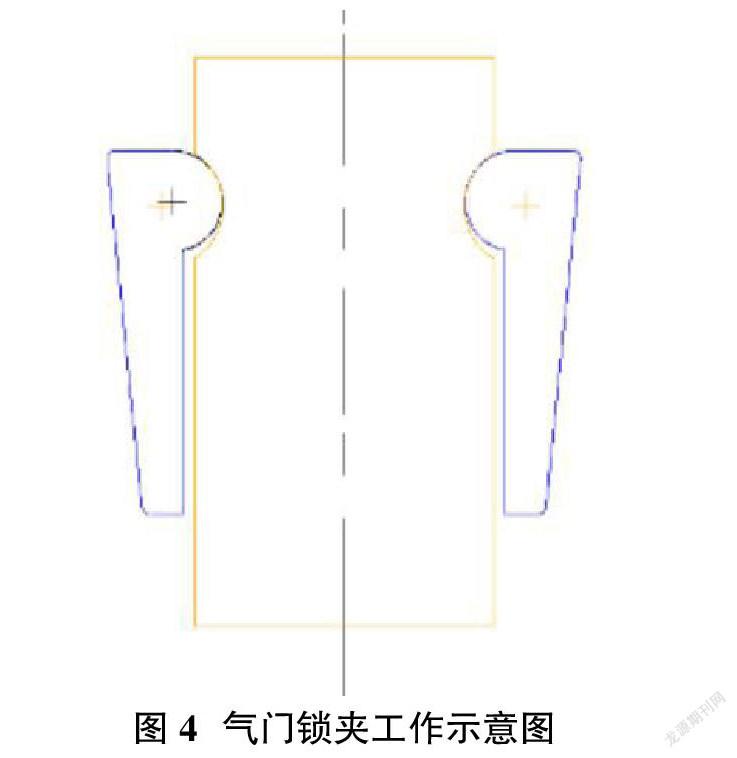
气门锁夹的作用是在气门弹簧力的作用下,把气门弹簧上座、气门锁夹和气门紧紧固定[4]。该型柴油机气门锁夹为整体式结构,锁夹与气门工作形式见图4,对其气门与气门锁夹的设计关键配合尺寸及形式进行分析。
①气门与气门锁夹杆部配合间隙为0.040~0.091mm,肋部配合间隙为0.100~0.400mm,配合间隙属于间隙配合,在工作中,此结构主要依靠肋部摩擦力带动气门运行,肋部受力大,磨损速度快,易造成锁夹失效、气门脱落;
②该整体式气门锁夹硬度设计值为(27~32)HRC,进、排气门硬度设计值(33~40)HRC。气门与气门锁夹配副工作时存在锁夹硬度偏低问题,气门锁夹易发生磨损,当气门锁夹磨损严重后会造成气门脱落,从而引起气门与活塞碰撞、气门断裂等故障。
2.3 装配过程控制分析
装配过程控制的好坏是影响柴油机可靠性水平的重要因素之一。为排查该型柴油机气门断裂是否与装配过程控制有关,对其装配现场进行过程跟踪及分析。
2.3.1 装配过程跟踪
装配过程情况具体如下:
①摇臂总成调整螺钉装配前处于松弛自由状态,调整螺钉拧出长短不一,摇臂总成装配时不会主动调整至最短状态;
②按照工艺规定,活塞装配完成后,2缸、3缸活塞处于下止点位置,1缸、4缸活塞处于上止点位置,直至装摇臂总成前不会再次进行盘车;
③由一缸进气门至四缸排气门方向对气门进行编号,分别为1#、2#、……、8#,摇臂总成装配时,首先调整4#、5#、7#、8#气门间隙,盘车一圈,调整1#、2#、3#、6#气门
间隙。
2.3.2 气门摇臂装配时弯曲的可能性分析
表3为设计尺寸校核结果。装配前调整螺钉未调整时,若调整螺钉比正常状态下多出1牙~2牙(该螺钉规格为M8*1,每牙螺距为1mm),按照正常压缩余隙下计算,一缸、四缸在调整过程中即可发生气门碰顶现象,造成气门受伤或弯曲,气门锁夹因气门弯曲导致局部应力突增而加速磨损。同时由于进气门早开、排气门晚关,一缸气门碰顶现象概率更高。
3 改进与验证
为彻底解决气门断裂故障,提出以下优化措施:
①摇臂总成装配前,保证调整螺钉调整到最短位置;
②调整摇臂总成的装配工艺,先安装中间摇臂座螺栓后安装两端,减少装配应力;
③气门锁夹由整体式结构改为分体挤压结构,提升平顺性,增加杆部摩擦力,减小肋部受力,减小磨损;
④提升气门锁夹硬度,降低气门锁夹与气门硬度差。
验证结果如下:
①为验证新设计气门锁夹的可靠性,进行500h配机耐久验证,气门锁夹及气门杆部均无异常磨损;
②装配厂按照改进工艺措施及新设计气门锁夹装机后,市场未再反馈气门断裂故障。
4 结论
该型柴油机气门断裂故障是多种因素形成的,其主因是生产装配过程控制差及配副配合使用存在不适应性。因此,在产品设计过程中要充分论证设计的合理性及适用性;在生产过程中装配工艺的顺序以及装配的技术必须要科学合理[5],“量身打造”合适的工艺操作文件。
参考文献:
[1]马鸣.某重型天然气发动机进气门头部失效分析[J].柴油机设计与制造,2021(01).
[2]杨挺洁.柴油机气门非质量的断裂分析[J].内燃机,2020(02).
[3]张克辉,曹燕燕,孙兴华,王磊.扫描电子显微镜的最新应用[J].信息记录材料,2020(02).
[4]彭北京.内燃机气门锁紧机构优化分析[J].摩托车技术,2015(03).
[5]丁力.探究柴油机装配过程的质量控制[J].时代汽车,2021 (05):31-32.
猜你喜欢
汽车实用技术(2022年22期)2022-11-30 11:40:14
玩具世界(2022年2期)2022-06-15 07:35:58
中国典型病例大全(2022年12期)2022-05-13 13:56:44
选煤技术(2021年6期)2021-04-19 12:21:58
科技创新与应用(2017年3期)2017-02-18 16:31:25
中国科技博览(2016年13期)2016-07-13 03:09:31
中小企业管理与科技·中旬刊(2016年6期)2016-06-20 14:50:19
工程建设与设计(2016年4期)2016-02-27 10:51:11
科技资讯(2015年8期)2015-07-02 19:29:30
中国高新技术企业(2015年3期)2015-03-26 18:45:43