
片剂包装自动线热收缩包装机的改进与探索
2021-10-15 02:22:05罗清华陈永安程文海李燕温宝莹
机电信息 2021年25期
罗清华 陈永安 程文海 李燕 温宝莹


摘要:根据企业药品包装需求,药品包装后端工序通常需要热收缩中包装后,再进行产品赋码及包装入箱。通过对热收缩包装不良品的调研分析,发现中包装存在数量缺陷,因此提出对药品包装线自动热收缩包装机进行改进,并对改进前后的效果进行对比。经过验证测试,发现改进方案有效解决了热收缩包装码盒过程中的数量误差问题,实现了降低产品包装质量风险及节约成本的目的。
关键词:自动热收缩包装机;接近开关;PLC
0 引言
自动热收缩包装机是药品包装生产线后序产品中包装工序的常用组线设备,其采用收缩薄膜包裹在产品外表面,经过加热,使收缩薄膜收缩裹紧产品,以使产品密封性好[1]、防潮、防撞击,从而保护产品的完整性,另外也可以在产品展销时增加其美感以及价值感。
自动热收缩包装机主要由码盒机构、发热机构、冷却机构以及输送机构组成,其工作原理是利用码盒机构按原设定包装规格堆码产品,然后通过气缸推进裹包膜封切工位,经输送带转移产品至发热烘腔内使膜热收缩,再经冷却段输出产品。包膜在受热状态下,原分子之间不规则排列会发生变化,在红外线等热辐射作用下,塑料分子重新紧密排列,从而使原来的面积大大缩小,使得热收缩膜可以紧附于产品表面,达到包装的目的[2]。热收缩机使用的收缩材料有PE(聚乙烯)、PVC(聚氯乙烯)、PVDC(聚偏二氯乙烯)等[3]。
1 药盒包装工艺流程
自动热收缩包装机的前端可与装盒机、枕包机、称重机等联线生产,后端可与药品赋码生产线、自动装箱设备、打包机等联线生产。对于药盒自动热收缩包装生产线,工艺流程一般为药板经过枕包包装复合膜后,输送至自动装盒机完成装盒,药盒经过称重机传送到自动热收缩机推包机构,设备检测药盒达到一定数量后,推进机构将小盒前推并切膜,将多组药盒包裹住并在后侧完成封口动作,然后包裹在输送带转动下向前移动进入热收缩环节,在热辐射作用下自动收缩完成裹包,在接近物料出口处配有散热风扇,用于冷却包裹后的产品,收缩包装完毕进行下一工序的产品赋码及装箱包装。药盒包装工艺流程如图1所示。
2 热收缩包装不良品的调研分析
2.1 不良品数据统计
在药品包装线自动热收缩工序中,药品需要进行多组热收缩包装成中包装,而中包装数量的准确性是保障包装完整性的关键。广东德鑫制药有限公司中包装数量主要有10盒和5盒两种形式,经调研药品包装车间了解到,装箱工序经常发现有热收缩裹包后的产品存在包盒数量误差,造成裹包产品需要重新返工包装,耗费工时、能耗及材料。通过对现场不同规格产品的中包装不良率进行汇总统计,得出数据如表1所示。
2.2 原因查找
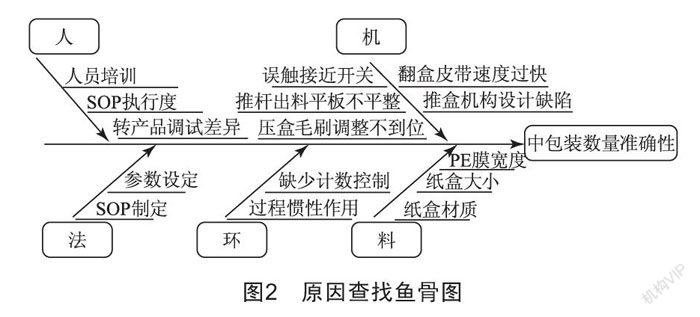
通过对不同规格产品的现场生产观察,发现不良品的出现存在多方面因素,故利用鱼骨图从人、机、料、法、环五个方面查找包装缺陷原因,如图2所示。
2.3 原因分析及解决措施
通过对15个可能的因素进行研究分析,发现其中4个因素对中包装数量准确性影响最大,这4个因素分别为误触接近开关、缺少计数控制、过程惯性作用、纸盒材质,而这4个因素之间存在一定的关联:翻盒到推盒阶段的码盒距离因为密集惯性推力作用及个别包装纸盒材质原因较小,形成了推盒惯性压塑后反弹,导致码盒过程中数量不足,但又推动了前盒,产生了密集前移,触碰原设备的第一个接近开关,PLC上才收到推盒条件的信号。
针对以上4个主要因素导致的包装缺陷进行设备改造,对药盒进入热收缩包裹前的数量进行限制,在原设计的基础上增加一个电感式接近开关,并与原设备第一个开关串联,通过对中包装药盒达到一定数量后的前后工位进行物料检测,前后两个串联式电感式接近开关才能接通信号,PLC指令收集完毕,才能执行下一步指令,由推料气缸进行推盒动作,完成热收缩包装。
3 改进方案设计
改进方案控制流程如图3所示,系统设计包括3个部分:产品检测部分、电气线路部分和执行机构部分。
3.1 产品检测部分设计
原有电感式接近开关安装在码盒的第一个盒子的工位上,利用翻盒输送带的推力惯性及密集码盒原理,视第一盒产品到指定工位为满足推料条件。在此基础上,在设定包装规格的最后一盒产品的工位上串联一个电感式接近开关,用于检测生产线上流过的产品,当流过的中包装数量达到规定值后,同时触碰原设备的第一个接近开关,PLC上才能收到推盒条件的信号。
3.2 电气线路部分设计
两个开关需要串联设计,为了减少对PLC的修改,在PLC的推料信号端引出一个继电器,在繼电器上串联本次改造的前后两个电感式接近开关。当两个电感式接近开关同时接通信号后,再由继电器将检测到的推料条件信号传递给PLC,执行下一步指令动作,启动气缸推杆将小盒前推并切膜。
3.3 执行机构部分设计
在翻盒密集码盒的前部分增加一块挡板,用于安装电感式接近开关,并可调整前后距离,用于检测每次码盒最后一个盒子的工位。通过增加继电器,与设备原有的检测码盒后第一个盒子工位的电感式接近开关进行串联安装。PLC接收到的推料条件信号必须是前后两个工位同时检测到盒子,然后才输出推料指令。
4 改进方案实施效果
4.1 不良率对比
通过对药品自动热收缩包装机码盒机构改进方案进行调试、试运行及效果验证,以保证改进措施的可行性和效果的可靠性。对改进前后同规格产品不良率的数据进行对比,平均不良率下降2.6%,结果如图4所示。
4.2 物耗对比
在改进前后分别连续热收缩包装各3批同规格产品,通过对比可知,改进后PE膜用量每批平均节约1.063 kg,物耗每批平均下降2.49%,如图5所示。
4.3 生产工时对比
同时,在改进前后分别连续热收缩包装各3批同规格产品,通过对比可知,改进后生产工时每批平均节约0.56 h,生产工时每批平均节约2.77%,如图6所示。
5 结语
本文分析了片剂包装自动线热收缩包装机的包装缺陷及其成因,在对其进行改进后,对改进前后产品不良率、热收缩膜包装材料用量及生产工时进行对比,分析验证结果显示改进方案效果显著,有效解决了码盒过程中的数量误差问题,提高了生产的连续性,节约了材料及生产工时,同时由于设备连续运行,设备故障率及能耗也得以降低。
[参考文献]
[1] 宋志峰,郭建英,郑兆顺.热收缩包装机的机械节能控制器设计[J].现代电子技术,2017,40(24):115-117.
[2] 周大鹏.电雷管在线热收缩包膜机的研制[J].煤矿爆破,2018(1):1-2.
[3] 洪亮,苗红涛.收缩包装技术探析[J].包装工程,2008(6):211-213.
收稿日期:2021-07-13
作者简介:罗清华(1982—),女,广东恩平人,制药工程师,药学实验师,研究方向:药学、药物制剂。
