
优化喂料机水平带控制方式
2021-10-13 16:43覃刚冯宇唐光雄姜黎明杨遵伟
科技信息·学术版 2021年11期
覃刚 冯宇 唐光雄 姜黎明 杨遵伟
摘要:喂料机是在制丝车间广泛采用物料输送设备,用于烟草物料的连续均匀输送。在不同的加工工序中,贮存一定量的烟草物料,起到工序间缓冲和调节的作用,从而实现缓存、输送和定量喂料等功能。与限量管和电子皮带秤等设备配合使用,实现对烟草物料的流量调节控制。由于喂料机停水皮带光电开关信号不稳定引起物料中断就会导致电子秤流量波动甚至流量中断,从而影响加香加料精度和产品质量。通过设计喂料机模拟进料控制程序,最终实现在生产过程中即使出现停水平带光电开关故障也不影响生产,并能通过报警信号通知维修人员及时进行故障排除,避免造成更大的影响。
关键词:喂料机、定量喂料、模拟进料、控制程序
喂料机是利用贮料箱与提升带、匀料辊等部件,通过光电管对物料的检测,进行电气控制,利用容积控制实施定量尾料的一种设备[1],它可以连续均匀的输送烟叶、烟丝等物料,实现对制丝生产线前后工序的物料缓冲及均衡物料输送的功能。
喂料机由贮料箱、水平皮带、提升皮带、传动部分、光电检测器等部件组成[2],喂料机的设计功能是输送和定量喂料,如果出现因设备故障原因引起物料中断就会导致电子秤流量波动甚至流量中断,从而影响加香加料精度和产品质量。
1 喂料机问题现状
喂料机的设计功能是输送和定量喂料,如果出现因设备故障原因引起物料中断就会导致电子秤流量波动甚至流量中断,从而影响加香加料精度和产品质量[3]。
随着设备使用年限的增加,在制丝车间叶片加料电子秤前喂料机频繁出现物料中断现象,严重影响加料精度,后经过排查,发现是由于喂料机停水皮带光电开关信号不稳定所致,最终通过更换光电开关和信号线缆后,此类现象暂未出现。但制丝车间喂料机数量较多,此类光电开光信号问题始终不能杜绝。
通过程序解读,喂料机前段光电开关主要有两个光电开关:启提升带和停水平带。
启提升带光电开关功能:
只在每一批次开始时参与切换喂料机预填充和生产状态以及首次提升带动作时使用,提升带启动后仅受三位一体限量管上的高、中、低三个光电开关控制[4]。
停水平带光电开关功能:
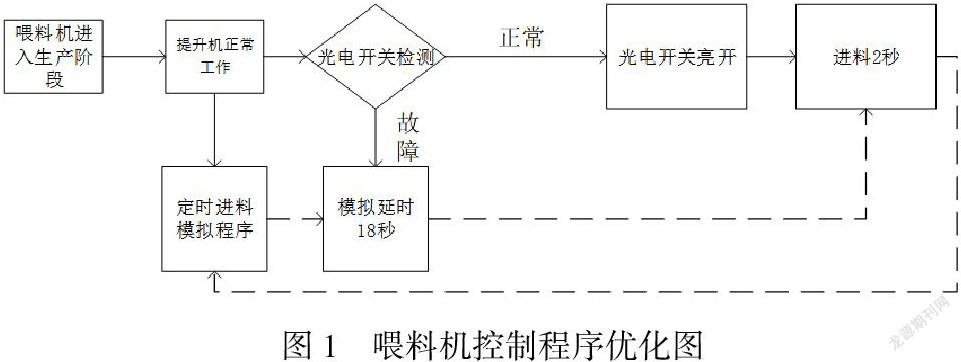
除了作為切换喂料机预填充和生产状态的一个条件外,主要控制喂料机水平带动作。根据程序设计,在生产阶段,当此光电开光亮开1秒后,水平带开始动作,当光电开关被挡住后,持续运行2秒停止。如光电开关故障则水平带将不会动作,引起物料中断。
2 问题分析
根据多次现场跟踪统计,由于光电开关信号性能不够稳定,当停水皮带光电开关出现故障的时候,物料不能及时供给后端工序,导致停机断料,影响制丝产品质量。此次设计主要是要在停水皮带光电开关出现故障的时候保证喂料机的水平带能够正常工作,故主要是在程序上进行优化设计。
3 改进措施
根据多次现场跟踪统计,发现水平带主要是根据喂料机料仓中物料厚度间隔为12-25秒前进2秒。为了不过多的干预光电开关的正常功能,同时也尽可能模拟正常的物料遮挡场景,小组将模拟延迟时间定为18秒。一旦喂料机进入生产阶段,且提升机开始工作,模拟程序立即激活。当光电开关失效后,水平带能够在上一次动作18秒后向前持续进料2秒。同时,如果光电开关信号出现不稳定,模拟进料程序也能实时接管水平带进料功能。
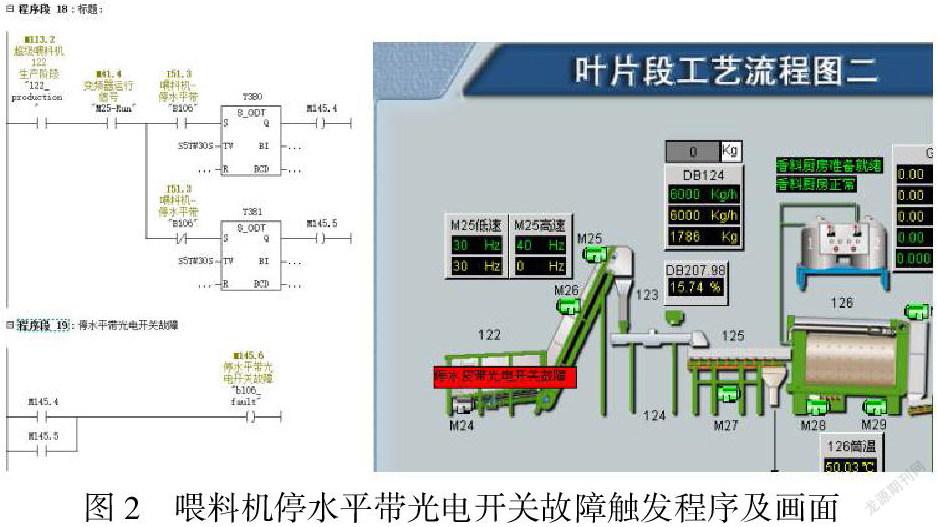
当光电开关出现故障后,即使水平带由模拟进料程序接管,还是应当有相应的警示提醒操作人员和维修人员,从而即使排出故障,恢复正常控制模式。根据前文,程序中设置生产阶段中,在提升机有运行信号时,光电开关状态持续30秒没有改变就输出警告信号,并出现在现场工控机画面上。
4 改进效果
自项目实施以来尚未出现喂料机在生产过程中因光电开关故障引起断料的情况。在生产过程中,维修人员也多次模拟光电开关故障的情况,喂料机能够按照程序设定方式持续工作,满足设定目标。
制丝车间存在多个喂料机系统,根据实际需要可将此喂料机控制方式进行推广,保证生产连续性,提升制丝控制水平。
5 结论
通过喂料机程序设计杜绝了加料前喂料机停水平带光电开关在生产阶段故障时引起的加料工序断料情况发生,保证物料来料流量的稳定性,从而提升叶片加料工序控制水平。
参考文献:
[1]杨杰.橡胶挤出机新型喂料塑化装置的振动特性与流场分析[D].桂林理工大学,2020.
[2]许雄文,邹会彦,王运红.“三位一体”恒流量喂料系统防断流改进[J].设备管理与维修,2020(15):67-68.
[3]闫文选.加香前喂料机控制程序的改进[J].科技与企业,2013(02):124.
[4]胡晓军,陈勇.卷烟厂储仓式喂料机的改进[J].轻工机械,2010,28(02):93-95+99.
