
连铸“三大件”抗氧化的研究和防护
2021-09-18 10:06宋云阶
江苏陶瓷 2021年4期
宋云阶
摘 要 连铸“三大件”抗氧化性能是功能耐火材料在钢厂使用和研究的重点,它影响到耐火材料使用寿命和钢坯质量的优劣。本文阐述了连铸“三大件”的氧化行为,简单介绍了连铸“三大件”的各种氧化防护措施,确定了连铸“三大件”的釉料配方。
关键词 连铸“三大件”;抗氧化;石墨;防护措施;釉料
0 前 言
整体塞棒、长水口、浸入式水口等功能耐火材料统称连铸“三大件”,其材质主要有铝碳质、铝锆碳质、镁碳质、镁铝尖晶石碳质,属于炭素耐火材料,它具有高导热性、高热稳定性、高温条件下较低的线膨胀系数,广泛用于钢铁冶金行业。但是在高温条件下连铸“三大件”易氧化,一旦碳氧化后生成CO、CO2气体从炭材料表面脱出,使得产品表面变得疏松,其高温性能大大降低。因此,着重研究连铸“三大件”的高温抗氧化釉料,从而提高其高温使用性能以及产品的使用寿命。
1 连铸“三大件”的氧化过程
炭材料内部的晶格缺陷,或材料在制备过程中产生的内应力,以及原材料的纯度低,有杂质微粒(Na、K、Mg、S等)的存在,使得炭材料中存在一些活性点部位,容易吸附空气中的氧气,在温度高于370 ℃时开始发生氧化反应。
随着温度升高,450~650 ℃反应速度增大,石墨被氧化的速度加快;大于650 ℃,炭材料表面的石墨被完全反应掉,表面变得疏松、强度变低,经高温钢水冲刷,表层会被冲刷掉,从而降低了连铸“三大件”的使用寿命。连铸“三大件”在烧成过程中密封不好,吸入空气易氧化;钢厂高温烘烤(900~1 100 ℃)以及浇钢过程中钢水温度高(1 500 ℃以上),石墨与空气中的氧气反应被氧化掉。
2 连铸“三大件”的防护措施
使用高纯耐火原料,在配方体系中加入合适的添加剂(金属硅粉、碳化硅粉、碳化硼粉等),从而提高连铸“三大件”的抗氧化性。
连铸“三大件”烧成时的防护大致有:(1)埋炭烧成,在不锈钢罐内先铺一层筛选过的焦炭,再将半成品装入罐中,然后铺一层焦炭,盖好盖子,做好砂封,按升温曲线烧成。(2)不埋炭烧成时加强密封,微正压烧成,利用碳和空气中的氧反应生成CO和CO2气体,钢罐内处于缺氧气氛。烧成到一定温度时,及时关闭排气孔,防止吸入空气被氧化。(3)施釉裸烧法,半成品先加工,表面涂防氧化釉料,干燥后装窑,按升温曲线烧成,升到一定温度时釉料釉化,形成釉膜覆盖层,在砖体表层隔绝空气,阻止石墨氧化。
埋炭烧成工艺能耗高、工作量大、环境差、粉尘多,不利于环保节能,现在连铸“三大件”一般不采用埋炭烧成,根据生产规模、生产条件,大多采用后面两种生产工艺。
连铸“三大件”采用施釉防止氧化大致有四种:浸釉法、刷釉法、淋釉法、喷釉法。按配方配制釉料,加入适量的水,在球磨机中球磨12 h以上,球磨成胶体状,过筛后施釉。浸釉法是将连铸“三大件”浸入釉料溶液中,砖坯表层形成一层釉膜覆盖层,釉层厚度依浸液时间和釉料浓度决定。取出砖坯后,由于下部积釉偏厚,要求修釉。这种方法效率快、釉料厚度均匀,适合小的直孔浸入式水口浸釉;大的砖坯(长水口、塞棒)采用淋釉法,先将砖坯放在支撑架上,装釉料的容器放在高处,通过软管流淌釉料溶液,砖坯表面淋涂的釉层厚薄均匀、效率快,溢出的釉料流入池子里,通过泵抽到上面容器中回用,避免浪费;刷釉法是将釉料溶液用刷子涂抹在砖坯表层,缺点是釉料厚度和均匀度难控制,适合于小批量、小规模生产;喷釉法是通过喷枪将釉料溶液喷涂在砖坯外表面,内腔用滚筒涂釉,釉料附着性好、致密度高。上述防护措施根据生产厂家的生产规模、生产条件采用适合自己的生产工艺进行操作。
3 抗氧化釉料的研制
B2O3釉料的抗氧化性机理是利用B2O3在600~1 000 ℃内的粘度形成易流动的玻璃保护膜,阻挡氧的侵入。但是B2O3在1 000 ℃以上,特别是有水蒸气存在时,容易生成硼酸而大量挥发,这一特点限制了B2O3涂层在更高温度下使用。为此研制开发了一种新型釉料,以B2O3为基料,加入特殊的氧化物(Na2O、K2O、Al2O3、B4C等),该釉料是一种耐高温、长寿命、抗氧化复合梯度釉料。研制开发的釉料在多个钢厂使用下来抗氧化效果很好,连铸“三大件”的使用寿命大大提高了。
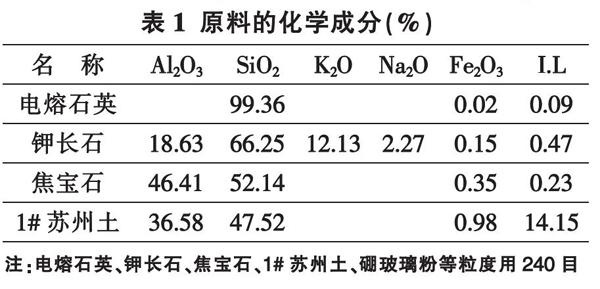
(1)原料
主要原料采用:电熔石英、钾长石、焦宝石、1#苏州土、硼玻璃粉等,其化学成分如表1所示。
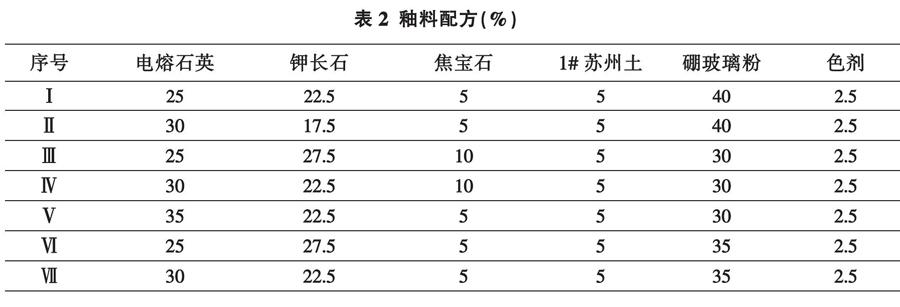
(2)原料配比
通过大量试验,并且在多个钢厂使用下来,采用Ⅶ号釉料配方,连铸“三大件”的抗氧化效果很好,产品的寿命得到提高,釉料试验配方如表2所示。
目前,好多生产厂家使用的进口釉料价格在4万元/t以上,价格昂贵、生产成本高,采用我们自己研制的Ⅶ号釉料,成本约2 600元/t,完全能替代进口釉料,节约成本。
(3)制備工艺
釉料制备工艺流程:原料称重→配料→装入球磨罐加入适量的水→球磨12 h→过筛→施釉→干燥
(采用裸烧工艺方案,施釉后按裸烧的升温曲线烧成),釉料制备过程中按配方配料,以料:球石:水=1:2:0.7的比例装入球磨罐中,在球磨机中球磨12 h,釉料的细度用240目筛筛分,施釉厚度0.3~0.5 mm。
4 结 论
(1)掌握连铸“三大件”的氧化过程,采用适当的抗氧化防护措施,避免产品在烧成过程中和钢厂烘烤及浇钢过程中氧化,提高产品的使用寿命。
(2)研制开发的高温抗氧化釉料不仅能提高连铸“三大件”的抗氧化性能,还可以节约生产成本。
参 考 文 献
[1]魏明坤,肖辉,梁爱民.炭材料的高温抗氧化研究进展[J].江苏陶瓷,2003(1):24-27.
[2]徐利华,刘红建,朱戈.无铅、无硼金属釉的制备研究[J].江苏陶瓷,2013(5):15-16.
猜你喜欢
疯狂英语·新阅版(2021年8期)2021-09-10
时代英语·高二(2021年4期)2021-07-29
佛山陶瓷(2020年12期)2020-02-21
保健与生活(2019年13期)2019-08-27
佛山陶瓷(2019年5期)2019-07-01
佛山陶瓷(2019年5期)2019-07-01
时尚北京(2016年12期)2017-01-16
电子技术与软件工程(2016年20期)2016-12-21
佛山陶瓷(2014年7期)2014-08-22
