
飞机活塞杆硬质阳极氧化层镜面加工技术的改进
2021-09-18 05:28王泽亮郭立宇仇红伟
成组技术与生产现代化 2021年2期
王泽亮,郭立宇,仇红伟,赵 爽
(1.大连长丰实业总公司 机械加工车间,辽宁 大连116033;2.沈阳理工大学 装备工程学院,辽宁 沈阳 110159)
铝合金硬质阳极氧化后具有良好的绝缘、耐磨、耐腐蚀性能,被广泛应用于先进飞机制造领域[1-2]。某型飞机活塞杆硬质阳极氧化层粗糙度需达到近似镜面要求[3-4](Ra为0.2 μm以下),经过硬质阳极氧化,铝合金表面粗糙度一般会下降一到两个等级。储荣邦等的做法提高了零件硬质阳极氧化前的粗糙度等级[5]。时春燕等对轧制成形与挤压成形2A12铝合金的金相组织结构、成分进行了研究,发现用轧制成形2A12铝合金制备的硬质阳极氧化膜综合性能优异[6]。
目前,关于硬质阳极氧化层镜面加工的研究文献较少。本文拟对某型飞机上所用铝合金活塞杆制造中的质量问题进行分析,重点解决其硬质阳极氧化层镜面加工难题。
1 硬质阳极氧化层镜面加工尺寸超差和表面质量问题
随着某型飞机修理工作的展开,其活塞杆的需求量激增。2019年,该活塞杆的生产成品率仅为69.62%。较低的成品率不仅造成了严重的资源浪费、零件的供应不足,也严重制约了飞机修理进度。该活塞杆结构中有一段长度375 mm、直径40 mm的外圆表面(图1)。该段外圆表面需要经过硬质阳极氧化处理,使其最终粗糙度Ra达到0.1~0.2 μm。可采用抛光的方式使硬质阳极氧化表面达到镜面效果。

图1 活塞杆结构
该活塞杆的加工过程主要分为外形尺寸加工、表面处理和硬质阳极氧化层镜面加工3个阶段。
2019年某企业活塞杆的制造报废情况如表1所示。

表1 2019年某企业活塞杆制造报废情况
从表1可知,活塞杆制造报废情况主要是硬质阳极氧化层镜面加工尺寸超差(报废占比50%)和表面不满足硬质阳极氧化要求(报废占比33.33%)。这两项问题造成的报废占比之和高达83.33%。
2 加工尺寸超差问题的解决
2.1 加工尺寸超差问题分析
由于活塞杆为铝合金,其表面镀层的厚度较薄,不便于磨削加工[7-9],故需要采用抛光方式来提高其表面质量。加工时,将工件安装好,手持砂纸按压工件外圆进行抛光(图3)。这种加工方式存在抛光力大小难以保持一致、进给不连续、工件受力不均匀等缺点。
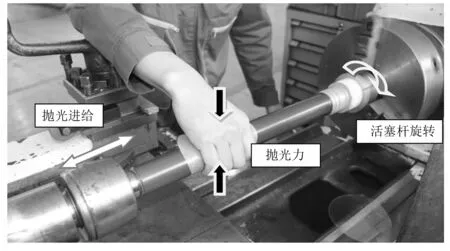
图2 硬质阳极氧化表面手工抛光示意图
2.2 加工尺寸超差问题的解决措施
对传统的手工抛光方式进行分析,寻找工装设计思路,保留优点,改善缺点。首先确定手工抛光工艺要点,包括抛光接触面的面积(指手持砂纸的面积)、抛光力(由手臂按压产生)、进给量(根据手感掌握)3个方面;然后利用机械结构实现上述工艺要点,并在设计时尽量避免手工抛光存在的缺点。本文根据文献[10-11],设计了一种外圆浮动抛光装置(图3)。

1.抛光头;2.芯轴;3.壳体;4.扭塞;5.定位套;6.弹簧;7.螺栓;8.衬套;9.抛光纸图3 外圆浮动抛光装置
外圆浮动抛光装置的抛光头为弧形凹面,其弧度略大于活塞杆外圆弧面,其形状近似于手工抛光的手掌,有利于保证工件受力的均匀。抛光装置中弹簧可提供较均匀的抛光力。将工装安装在抛光装置的刀架上,结合设备功能实现均匀进给。
抛光头的材质选取非常重要。本文考虑到钢的硬度过大,铝材容易被研磨,木质材料在冷却液作用下寿命较短;因此选取材质较软、韧性较强、耐高温的聚四氟乙烯材料来制作抛光头。工装其余结构采用钢质材料,抛光纸选用带背胶的高目数砂纸[12-14]。
3 未满足硬质阳极氧化要求问题的解决
3.1 氧化要求问题分析
活塞杆原材料为2D70铝合金,硬质阳极氧化表面处理前常有的白色氧化斑块,在处理后容易出现小凹坑而无法彻底去除,使硬质阳极氧化层无法达到要求的镜面效果。在活塞杆外形加工过程中,冷却液(它包含冷却原液和水)和空气共同影响工件表面质量。可通过试验,分析冷却原液、水和空气3种因素造成工件表面白色氧化斑块的情况。三因素包括冷却原液、水、空气;二水平为有和无。
将冷却液滴在工件表面上,通过涂抹凡士林的方式隔绝空气,试验时间13 d(由活塞杆外形加工周期约为13 d而定)。三因素二水平试验安排与结果如表2所示。

表2 三因素二水平试验安排与结果
分析可知,在冷却液和空气共同作用下,工件表面发生氧化而腐蚀,导致其表面处理未能满足要求。
3.2 氧化要求问题的解决措施
首先使用煤油对工件进行清洗,去除冷却液残留;然后用软布擦干;最后涂抹凡士林,以隔绝空气。
4 改进效果
改进后,硬质阳极氧化层镜面加工实现了从传统手工抛光到机械抛光的技术跨越。本文提出的飞机活塞杆硬质阳极氧化层镜面加工技术改进方法具有很高的可操作性,使活塞杆的加工过程变得轻松、便捷。经测试,采用技术改进方法后,硬质阳极氧化层表面粗糙度Ra达到了0.1 μm 的镜面效果。
改进后某企业活塞杆制造报废情况如表3所示。

表3 改进后某企业活塞杆制造报废情况
分析表3可知,通过制定改进措施解决了硬质阳极氧化层镜面加工尺寸超差及表面不满足硬质阳极氧化要求问题,攻克了某型飞机活塞杆硬质阳极氧化层镜面加工难题。经过一段时间的跟踪统计发现,活塞杆制造成品率已从69.62%上升到了93.33%。
5 结束语
针对某型飞机活塞杆制造成品率低这一问题,采用外圆浮动抛光装置使硬质阳极氧化层镜面加工的抛光过程变得连续,抛光效果得到显著改善。同时,该抛光装置可根据需要选择不同的抛光砂纸,具有较高的推广价值。在活塞杆外形加工后,可用煤油清洗活塞杆表面并涂抹凡士林,以确保硬质阳极氧化表面处理前的活塞杆表面质量,为后续镜面加工做好准备。
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
数学小灵通·3-4年级(2022年5期)2022-06-01
快乐语文(2021年34期)2022-01-18
石材(2020年11期)2021-01-08
制造技术与机床(2019年12期)2020-01-06
VOGUE服饰与美容(2019年10期)2019-12-02
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
石油沥青(2019年2期)2019-04-28
