中硼硅玻璃与药用玻璃瓶生产
2021-09-15 08:03王明瑞
新材料产业 2021年4期
王明瑞

2020年,新冠疫情肆虐全球,阻止疫情最有效的解决方法无疑就是注射疫苗。我国新冠疫苗的储藏和推广使用受到原材料短缺、冷链运输设备不足等因素制约,因此在疫苗上市前,出现疫苗容器严重紧缺情况。目前,中国无法稳定量产可以满足国际标准的高质量药用玻璃。因此,有专家说“装疫苗的玻璃瓶的产量,比疫苗还困难![1]”中国科学技术高度发展,制造盛放疫苗的瓶子真的有那么困难吗?
1 药用玻璃概述
玻璃,是很奇妙的混合物,是多种金属、非金属氧化物未结晶而冷却的形态,形成玻璃态后,就会变硬变脆。以金属铁为例,熔融后迅速冷却可制得金属玻璃,硬度大,但是比较脆。
1.1 玻璃分类
1.1.1 根据氧化物组成分类
玻璃根据氧化物组成,可以细分为钠钙硅系玻璃(Na2O·CaO·6SiO2)、硼系玻璃(添加B2O3)、铅系玻璃(添加PbO2)和纯石英玻璃(SiO2)等。钠钙硅系玻璃常用作建筑玻璃;硼系玻璃则多用于制作化学实验容器,耐热的玻璃杯;加铅后的玻璃有质感、更加透彻,可用来制作工艺玻璃制品或者高档酒杯;最高档的是石英玻璃,可以制作高档玻璃制品,各种镜片,甚至天文望远镜等[2]。
1.1.2 根据颜色分类
玻璃根据颜色可分为普通玻璃、超白玻璃(无色玻璃)、有色玻璃、变色玻璃、彩虹玻璃[3]。普通玻璃中存在少量亚铁,呈现浅绿色。超白玻璃是高透明玻璃,是高品质、多功能的新型高档玻璃。变色玻璃是以稀土元素氧化物为着色剂的有色玻璃。彩虹玻璃是加入大量氟化物、少量的敏化剂和溴化物制成高级玻璃。有色玻璃最为常见,在熔制玻璃时加入0.4%~0.7%的玻璃着色剂,得到各种颜色的玻璃:氧化亚铁(FeO)或氧化铬(Cr2O3)产生绿色,氧化钴(Co2O3)产生蓝色,二氧化锡(SnO2)或氟化钙(CaF2)产生乳白色,铀(U)化合物产生黄绿荧光。玻璃有时会跟酸碱发生反应,颜色会发生改变。
1.1.3 根据使用领域分类
根据使用功能的不同,玻璃可以分为普通玻璃與特种玻璃。特种玻璃中包括防护玻璃、微晶玻璃、玻璃纤维、玻璃丝、玻璃纸。随着科技发展,高科技生产的新玻璃有强大的使用功能,在光学、信息学、生物医学、能源、环保领域可以发挥不可替代的作用。例如光电子信息玻璃材料、生物与医用玻璃材料、能源玻璃材料、智能玻璃材料、生态环境材料等[4]。
1.2 药用玻璃分类
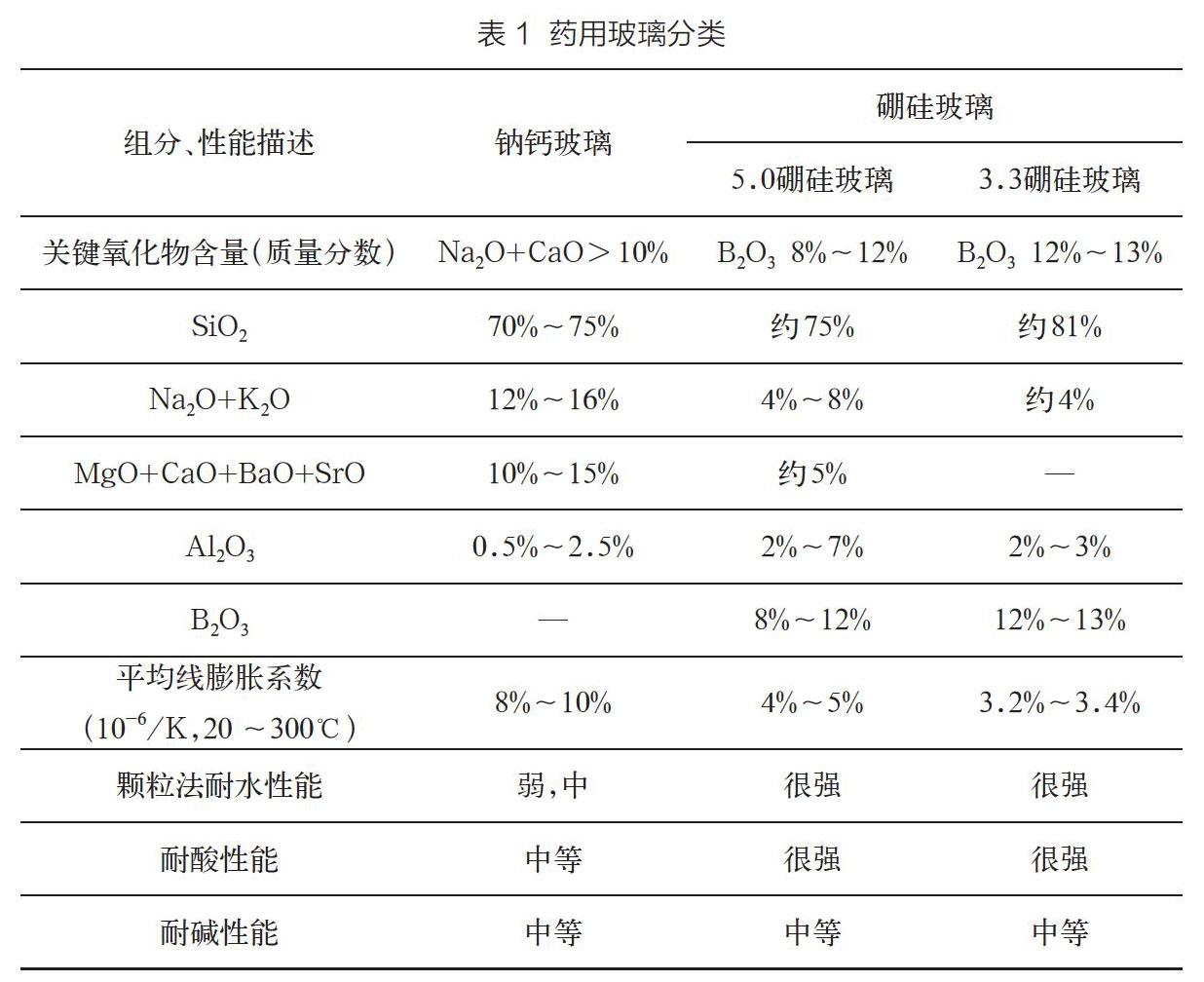
大输液(如生理盐水等)一般是用医药塑料容器灌装。在无菌区内使用吹灌封技术直接将药品灌装在刚刚成型的塑料容器内,然后再做终端灭菌后送到医疗机构使用。小容量的(100mL以下)注射药品一般灌装在玻璃容器内,因为玻璃容器相对更加稳定,较难与药品发生相互反应。目前药用玻璃瓶依旧是主流,药用玻璃用于注射用制剂和生物制剂等产品包装,因此玻璃的化学稳定性直接影响药品质量。药用玻璃按化学组成和产品性能分为硼硅玻璃、钠钙玻璃。硼硅玻璃又可分为3.3硼硅玻璃、5.0中性(硼硅)玻璃。药用玻璃分类详见表1所示[5]。
1997年,国际标准化组织发布的ISO 12775《正常大规模生产的玻璃成份分类及其试验方法》中定义硼硅玻璃(包括中性玻璃)含三氧化二硼(B2O3)大于8%。按照此国际标准,我国药用玻璃瓶行业多年来广泛应用的B2O3含量6%左右的玻璃材质〔α=(6.2~7.5)×10-6/K〕,不能称为硼硅玻璃。这类玻璃在我国已生产使用多年,因此B2O3的含量符合5%~8%的玻璃被规定为低硼硅玻璃。简单理解就是达不到标准的低标产品。
2 药用玻璃性能
2.1 药用玻璃使用情况
在药典中,药用玻璃被划分I类、II类、III类,I类高品质硼硅玻璃适用于注射剂类药物包装,III类钠钙玻璃用于口服液和固体药物的包装,不适用注射剂类药物。常见的药用玻璃瓶使用情况如图1所示。从成本上分析,钠钙玻璃低于低硼玻璃,低硼玻璃低于中硼玻璃;性能正好相反。国内药用玻璃使用仍以低硼硅玻璃和钠钙玻璃为主。
2.2 药用玻璃性能分析
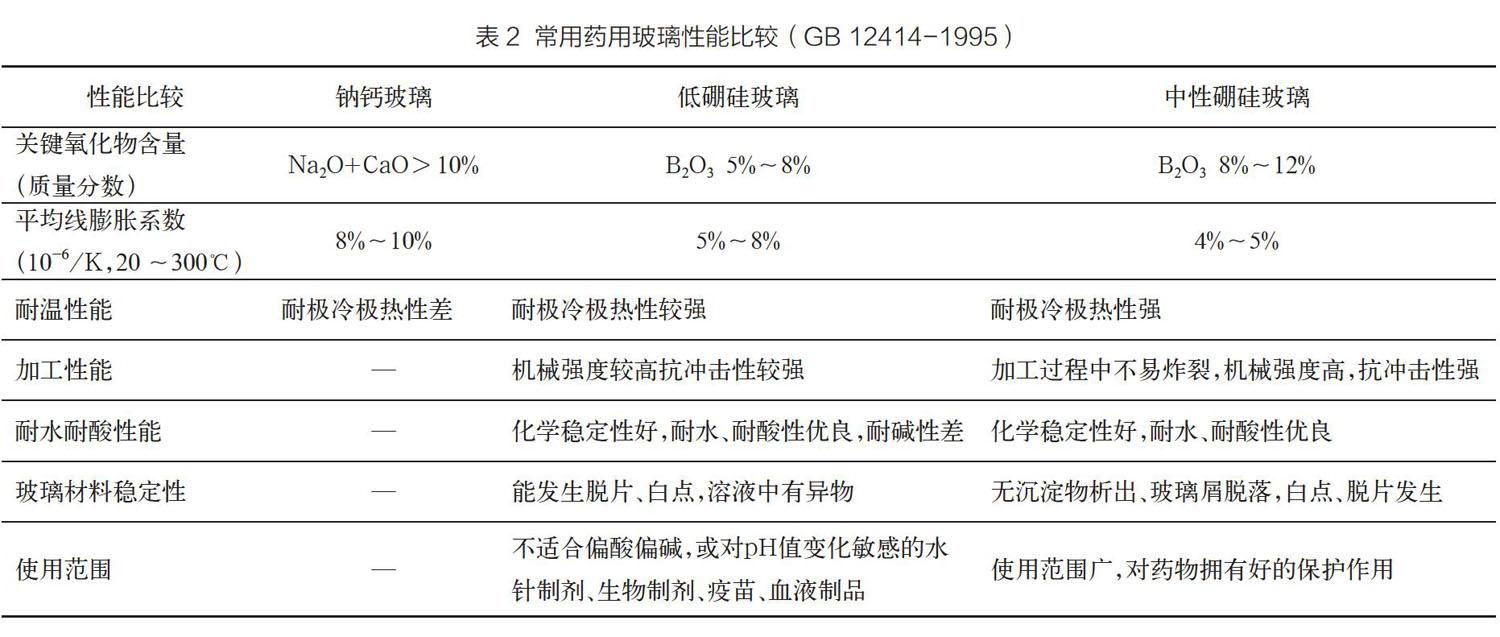
药用玻璃的耐水性是非常重要的参数。在特定条件下单位质量玻璃析出碱的量,用消耗的0.02mol/L的VHCl来表示。玻璃表面析出碱的量越少,耐水性等级越高,对水性药物影响就越小。简单理解就是材料性质越稳定,玻璃耐水性越好,就不容易和接触到的溶剂发生化学变化,保存的疫苗也就越安全可靠[6]。常用药用玻璃性能比较见表2。
管制技术在玻璃管加热熔断时,硼硅酸玻璃中的硼酸钠(NaBO3)会蒸发,从玻璃中逸出。加入药物或疫苗液体后,硼就可能溶解在药物中。同时,玻璃瓶加工成型时最脆弱的部位会被腐蚀,玻璃中的金属也会溶解,玻璃表面形成一层腐蚀层,这层玻璃头皮屑会随着时间脱落,悬浮在药液里,对人体健康造成潜在危险[7]。
3 药用玻璃瓶制造
3.1 玻璃瓶制造技术
3.1.1 人工吹制
人工吹制玻璃是一项古老的工艺。基本工序为挑料→小泡→大泡→吹成型→定型,以及在炉前热加工包括:切口→扩口→磨口→烘口整形→退火等步骤。由于人工吹制过程会耗费大量人工,并且产品标准化程度低,现在使用较少,主要用来制造艺术品。
3.1.2 模制工艺
目前,生产医药玻璃瓶主要是模制工艺和管制工艺。模制工艺是让玻璃液通过专用模具一次成型。一般包含装料→瓶口成型→吹成型坯(压成型坯)→型坯翻送→吹气成型多步工艺。这种制作具有工艺步骤少、难度低的特点,但医药玻璃瓶的瓶壁较厚,适合来制作输液瓶、口服液瓶等较大的瓶子。
3.1.3 管制工艺
医药玻璃瓶在运输的颠簸过程中容易破損,通常使用管制工艺。管制工艺步骤复杂,生产难度大,需要先后经历2次成型工艺。首先,要把熔化状态的玻璃液拉成细长管状,拉出直径和厚度均匀的中空管子;用火焰烤管子,通过精切、圆口,完成一次成型。然后,对玻璃管进行再加工,经历加热制颈、制底等工序,最终二次成型。通过管制工艺生产出来的瓶子相对更薄,厚度均匀,容量小,较为美观。目前,包括疫苗在内的许多生物制剂药瓶一般采用管制工艺(见图2)。
3.2 中硼硅玻璃市场及展望
3.2.1 制造工艺
中硼硅玻璃熔点高,而且液态时粘度高。因此。无论是压模、拉管或成型难度都远高于普通玻璃。
中硼硅玻璃的模制技术相对简单,近年来,国内医药玻璃已经实现了技术突破,中硼硅模制瓶整体价格将会进一步下降。在管制工艺方面,中硼硅玻璃前段窑炉拉管技术,基本被海外垄断。德国肖特集团(SCHOTT)、美国康宁(CORNING)公司、日本电气硝子(NEG)株式会社3家公司垄断了中性硼硅玻璃的生产,仅此3家公司的市占率就达到了80%。其中德国SCHOTT年产量达25万t,占据了全球一半的市场份额[9]。国内虽然有近百家从事药用玻璃包装的公司,但在进行中硼硅玻璃管的自主研发过程中,依然没有完全解决气泡线、结瘤和外径稳定性等问题,因此也没有能实现中硼硅管制瓶的量产。目前,国内多数企业主要是从外企手里购买已成型的玻璃管,再进行二次成型过程。
3.2 市场发展
质量提升与技术革新,离不开高成本投入和高消费能力支撑。改革开放初期,我国造不起,也用不起中性硼硅玻璃。但在实际生产中出现了中硼硅玻璃的全面缩水版——低硼硅玻璃。它的耐水性较好,但与中硼硅玻璃相比,热膨胀系数大,容易破碎,从而产生炸裂纹与玻璃屑。在同等条件下,碱的析出量是中硼硅玻璃2倍多。这种玻璃瓶只适合储存一些对化学稳定性要求不高的普通的抗生素粉针剂和口服液等药品。长期以来,我国低硼硅玻璃产量不足,但是够用。可以说,低硼硅玻璃推动了我国药品玻璃行业的迅速发展,实现了第一波国产化。
市场需求决定产业发展。国内低硼硅玻璃管价格约为6 000~7 000元/t,
而中性硼硅玻璃管价格约为27 000元/t,
是国内低硼硅玻璃的3.9~4.5倍。如果采用中性硼硅玻璃包装,药用瓶的成本就要达到0.15元。目前临床95%的小容量注射剂,每支价格只有0.1~0.2元,低的可能只有几分钱(维生素B6注射剂招标价格就大约是0.06元)这给制剂企业带来一定的成本压力,因此下游制剂企业采用中性硼硅玻璃的意愿较小。
目前,美国、欧洲均已经强制要求所有注射制剂和生物制剂的包装材料必须使用中硼硅玻璃。中国药用玻璃年用量大约为30万t,中性硼硅玻璃使用量仅占药用玻璃市场总份额的仅有7%。未来的5~10年,将会有30%~40%的药用玻璃瓶由低硼硅玻璃升级为中硼硅玻璃,每年有9万~12万t的需求。管制瓶的需求量明显高于模制瓶。
3.3 未来展望
玻璃易碎,天然就近选择市场。中国广阔的市场,吸引众多药玻企业投入研发,一旦国产药玻技术突破,实现量产,加上成本优势,从进口转向国产是必然趋势。国家发展和改革委员会已将一级耐水药用玻璃列入《产业结构调整指导目录》中的鼓励类[8];中国医药包装协会鼓励中性硼硅玻璃的推广使用。国家药品监督管理局依据国际标准,提升国家标准,提高药企需求,倒逼药玻企业技术改造升级。随着我们改善生活品质和卫生保健意识的增强,相信多方共同努力,在不远未来,高质量的中性硼硅玻璃将必然逐步取代低硼硅玻璃,成为药用包装的主要选择材料。
10.19599/j.issn.1008-892x.2021.04.014
基金项目:2020年度开封市政府决策研究课题(KFKTB2020-12:构建开封市现代产业体系及壮大主导产业的思路与对策研究);开封市2020年科技发展计划项目(2002006)。
参考文献
[1] 汪诘.生产疫苗玻璃瓶比生产疫苗更难吗?寻找真相并不容易[EB/OL].(2020—07—15).https://www.thepaper.cn/newsDetail_forward_8280422.
[2] 汪欢,游茜,伍晓春.材料世界的明星——百变玻璃[J].化学教育(中英文),2017,38(21):1—5.
[3] 袁怡松.颜色玻璃(一)──基本原理[J].玻璃与搪瓷,1996(4):54—57,61.
[4] 王德宪.功能玻璃现状及发展前景[M]//中国科学技术协会、吉林省人民政府.新世纪 新机遇 新挑战——知识创新和高新技术产业发展(上册).中国科学技术协会、吉林省人民政府:中国科学技术协会学会学术部,2001:1.
[5] 正常大规模生产合成的玻璃成分分类指南及其试验方法:ISO 12775-1997[S].
[6] 国家质量监督检验检疫总局,中国国家标准化管理委员会.药用玻璃及其玻璃容器碱溶出量试验方法:GB/T 4771-2015[S]. 北京:中国标准出版社.
[7] 国家技术监督局.药用玻璃管:GB/T 12414-1995 [S].北京:中国标准出版社.
[8] 国家发展和改革委员会.《产业结构调整指导目录》鼓励类——新型药用包装材料与技术的开发和生产[Z].2019-10-30.
猜你喜欢
林业科技(2022年2期)2022-04-27
动漫界·幼教365(小班)(2021年8期)2021-07-21
科学与财富(2021年35期)2021-05-10
科学与财富(2021年33期)2021-05-10
发明与创新·小学生(2019年6期)2019-06-30
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
小资CHIC!ELEGANCE(2017年30期)2017-11-11
青年与社会(2016年18期)2016-10-25
少儿科学周刊·儿童版(2015年5期)2015-08-17