
多功能S Zorb吸附剂FCAS-MF在汽油吸附脱硫装置的工业应用
2021-09-15 00:46龚剑洪夏登刚王文寿黄喜阳
石油炼制与化工 2021年9期
徐 莉,孙 钢,林 伟,龚剑洪,夏登刚,宋 烨,王文寿,黄喜阳
(1.中国石化石油化工科学研究院,北京 100083;2.中国石化长岭分公司)
随着人们对环境保护的日益重视以及环保法规的日益严格,对汽油质量的要求也更为苛刻,我国车用汽油标准也在不断升级。2016年12月23日环境保护部、国家质检总局联合发布《轻型汽车污染物排放限值及测量方法(中国第六阶段)》,即轻型车国Ⅵ排放标准。新的汽油标准要求大幅度降低硫含量及烯烃含量,而我国高辛烷值汽油资源不足,需要在实现超深度脱硫的同时提高产品汽油辛烷值。中国石化的催化裂化汽油吸附脱硫(S Zorb)技术是目前国内汽油质量升级的关键技术之一[1-2],该技术具有脱硫深度大、辛烷值损失低的特点[3-5],国内已建成38套工业装置,总加工能力超过40 Mt/a,是中国汽油质量升级的关键技术之一。
S Zorb技术脱硫过程需要在临氢状态下进行,在脱硫的同时原料汽油中的烯烃会不可避免地发生加氢反应,使产品汽油的辛烷值降低。我国成品汽油组成与欧美发达国家不同,催化裂化汽油约占成品汽油总量的2/3左右,缺少高辛烷值的重整汽油和烷基化汽油,因此我国对提高产品汽油辛烷值的需求非常迫切。汽油组成包括芳烃、烯烃和饱和烃等,其中,饱和烃又分为异构烷烃、正构烷烃和环烷烃。烃类辛烷值由高到低的顺序为:芳烃>烯烃>异构烷烃>环烷烃>正构烷烃。因此,要想提高汽油辛烷值,就需要提高汽油中芳烃、烯烃和异构烷烃含量,减少环烷烃和正构烷烃含量。脱硫过程中将烯烃或者烷烃转化为异构烃或者芳烃是改善产品汽油辛烷值的较好途径。目前普遍接受的烷烃异构化和芳构化反应机理是Mills等提出的双功能反应机理。双功能催化剂需要具有两种不同的催化性能,包括酸性和金属性能,分别起异构化和加氢脱氢作用,常用的金属有贵金属、Ni等。贵金属Pt具有较强的脱氢活性,将Pt负载在具有一定量强酸中心和合适孔道结构的分子筛上,制得的催化剂具有较好的催化正构烷烃异构化反应性能[6-7]。Roldn等[8]考察了正庚烷在不同分子筛负载Pt的催化剂上的异构化反应性能,结果表明,正构烷烃的转化率主要取决于分子筛的酸性。Raybaud等[9]研究发现,异构化的选择性与分子筛酸性无直接关系,而与分子筛的孔道结构有关。
为满足超深度脱硫过程中降低辛烷值损失的要求,中国石化石油化工科学研究院(简称石科院)开发了多功能S Zorb吸附剂FCAS-MF。在保证吸附剂具有高脱硫活性的情况下,优化吸附剂的结构组成,结合对催化材料的研究,开发出与金属活性中心有较好协同作用的酸性材料,在S Zorb工艺过程中可促进汽油烯烃和烷烃的异构化反应,在满足脱硫率要求的同时,可进一步降低烯烃含量,满足国Ⅵ标准汽油的调合需求。
中国石化长岭分公司(简称长岭分公司)有两套S Zorb装置,在其2号S Zorb装置上进行了FCAS-MF工业应用试验。该装置于2016年10月16日建成投产,目前装置运行情况良好,可稳定生产硫质量分数小于10 μg/g的产品汽油。以下介绍FCAS-MF吸附剂的特点及工业应用情况和效果。
1 FCAS-MF吸附剂特点及性能指标
在对原用吸附剂FCAS-R09的生产工艺及应用情况进行分析的基础上,基于密度泛函理论的量子化学方法,对汽油临氢异构化反应化学进行深入研究,揭示异构化和裂化反应的本质差异,发现提高临氢异构化选择性的关键在于优化碳正离子中心碳原子的缺电子特性和其β位碳原子的电子偏离程度。通过对不同过渡金属的电子性质分析,结合沸石材料的结构特点,设计合成出封装金属的沸石材料,精细调控弱酸中心/强酸中心比例,实现对烯烃定向活化、加氢异构化的催化材料开发,构建稳定的沸石封装金属材料,提高烃组分反应路径的选择性,在促进烯烃异构化反应发生的同时抑制裂化反应的发生。在FCAS-MF研发过程中解决了以下两个技术难题:①构建新催化材料与S Zorb活性组元的协同作用,通过对各活性中心的精准控制,解决汽油脱硫过程中降烯烃和提高辛烷值的矛盾;②开发具有稳定层状结构的基质和复合氧化物黏结剂,在保证吸附剂反应性能的同时,提升吸附剂活性稳定性及磨损强度。
FCAS-MF可同时超深度脱硫、降烯烃、改善辛烷值,生产符合国Ⅵ标准的高品质汽油。该吸附剂还采用了石科院新开发出的工业制备流程,改进了吸附剂的工艺制备技术。
FCAS-MF与FCAS-R09的技术性能指标对比见表1。由表1可知,采用新制备技术生产的FCAS-MF的磨损指数等物化指标均与FCAS-R09相似,且粒度分布更集中,可更好地满足流化床工艺对吸附剂物化性质的要求。本次工业应用所用吸附剂均由中国石化催化剂有限公司南京分公司生产,各批次均经石科院检测,符合S Zorb吸附剂出厂质量指标要求。

表1 FCAS-MF与FCAS-R09的技术性能指标对比
2 工业应用
在多功能吸附剂FCAS-MF工业应用过程中,分别于使用前及FCAS-MF占系统藏量40%时进行了空白标定及总结标定。空白标定时长岭分公司2号S Zorb装置中使用的吸附剂为FCAS-R09,该吸附剂也是目前S Zorb工业装置中广泛使用的吸附剂。总结标定过程中装置使用的吸附剂为FCAS-MF与FCAS-R09的混合吸附剂,其中FCAS-MF在反应-再生系统中的质量分数约为40%。
2.1 工艺参数
空白标定及总结标定的主要工艺参数平均值见表2。在空白标定时装置进料量保持在143 t/h左右,反应温度为433 ℃左右,反应压力为2.58 MPa左右,再生压力为0.17 MPa,再生温度正常,再生风流量随原料汽油硫含量变化进行调整。总结标定时反应压力稍有提高,为2.61 MPa左右,装置进料量为141 t/h左右,反应温度为428 ℃左右,再生压力为0.14 MPa,再生温度正常,再生风流量也随原料汽油硫含量变化进行调整。长岭分公司2号S Zorb装置的原料/产品换热器有结垢现象,换热器差压升高较快,换热效率逐渐下降,会影响装置运行。空白标定及总结标定过程中装置运行情况均良好,随原料汽油性质等波动,装置的各项反应、再生工艺参数稍有调整,基本相当。
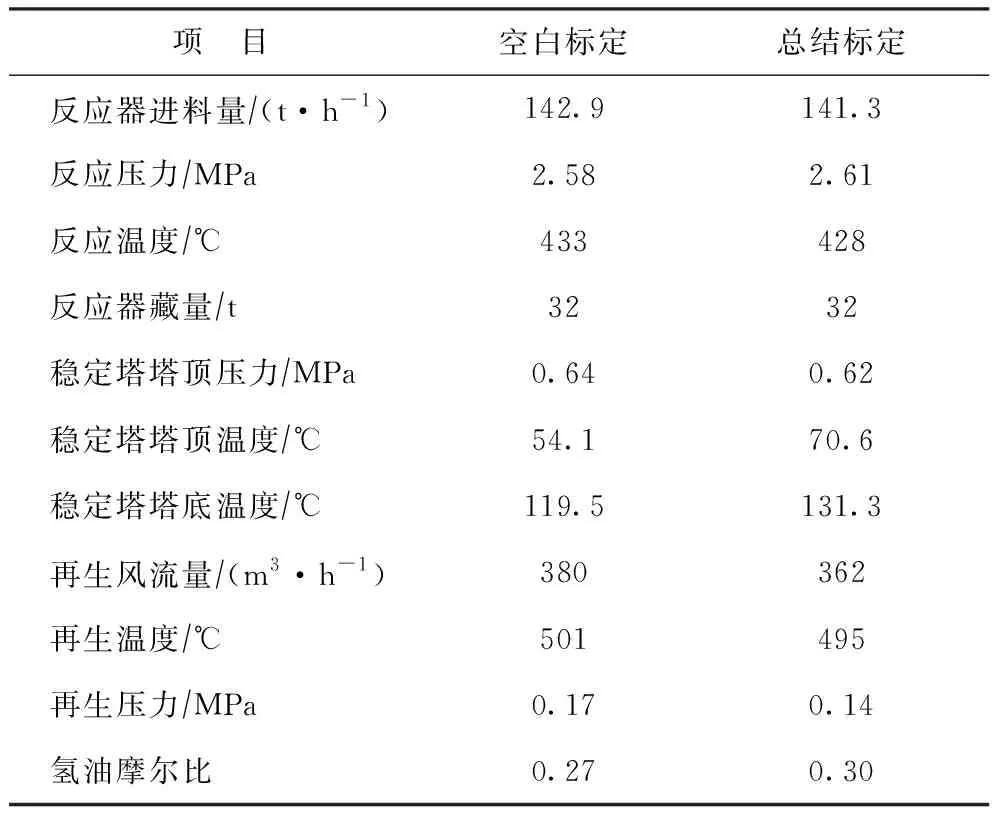
表2 空白标定和总结标定的主要工艺参数
2.2 原料和产品性质
两次标定时原料汽油均为长岭分公司催化裂化重汽油与中国石化巴陵分公司(简称巴陵分公司)催化裂化汽油的混合油,氢气均为连续重整装置副产的氢。原料汽油性质随两套催化裂化装置原料情况及装置操作情况变化而波动,生产过程中原料汽油硫含量的波动给操作调整带来一定的难度,也会给产品汽油的辛烷值和硫含量带来一定的影响。空白标定和总结标定的原料及产品汽油主要性质的平均值见表3。
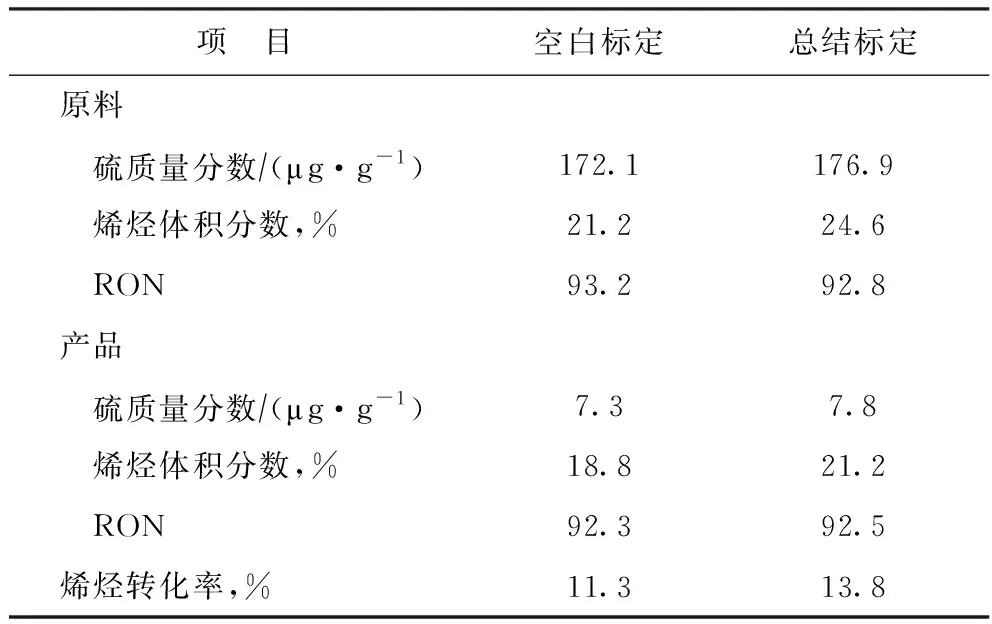
表3 空白标定和总结标定的原料及产品汽油性质
由表3可知:空白标定和总结标定中原料汽油的平均硫质量分数分别为172.1 μg/g和176.9 μg/g,产品汽油的平均硫质量分数分别为7.3 μg/g和7.8 μg/g,脱硫率分别为95.8%和95.6%;与原料汽油相比,产品汽油的烯烃体积分数分别降低了2.4百分点和3.4百分点,研究法辛烷值(RON)损失分别为0.9及0.3。
与FCAS-R09相比,FCAS-MF具有相当的脱硫活性及稳定性,具有更好的降烯烃性能及辛烷值保留能力,在S Zorb工艺条件下,产品汽油的硫质量分数小于10 μg/g,烯烃转化率增加2.5百分点,RON损失减少0.6。
2.3 硫化物类型变化
通常S Zorb原料汽油中所含的硫化物种类主要有硫醇、硫醚、噻吩、各种取代噻吩(C1-噻吩、C2-噻吩、C3+-噻吩)及苯并噻吩等,在相同的工艺条件下不同类型硫化物的反应速率不同。硫化物脱除从易到难的顺序为硫醇和硫醚>苯并噻吩>噻吩>C1-噻吩> C2-噻吩>C3+-噻吩[10]。
空白标定和总结标定的原料和产品汽油中硫化物类型分布见表4。原料汽油的硫化物中噻吩及各种取代噻吩比例较高,在71%以上,有时接近80%,且30%左右是最难脱除的C2-噻吩及C3+-噻吩,因此该S Zorb装置运行时需要具有较好脱硫活性的吸附剂,并选择适宜的工艺参数。使用FCAS-MF与FCAS-R09时均可实现汽油的深度脱硫,产品汽油中硫质量分数均可降至10 μg/g以下。由表4可知,采用两种吸附剂时,经过吸附脱硫反应后得到的产品汽油中硫化物类型分布相近,产品汽油中90%左右的硫化物为取代噻吩类。
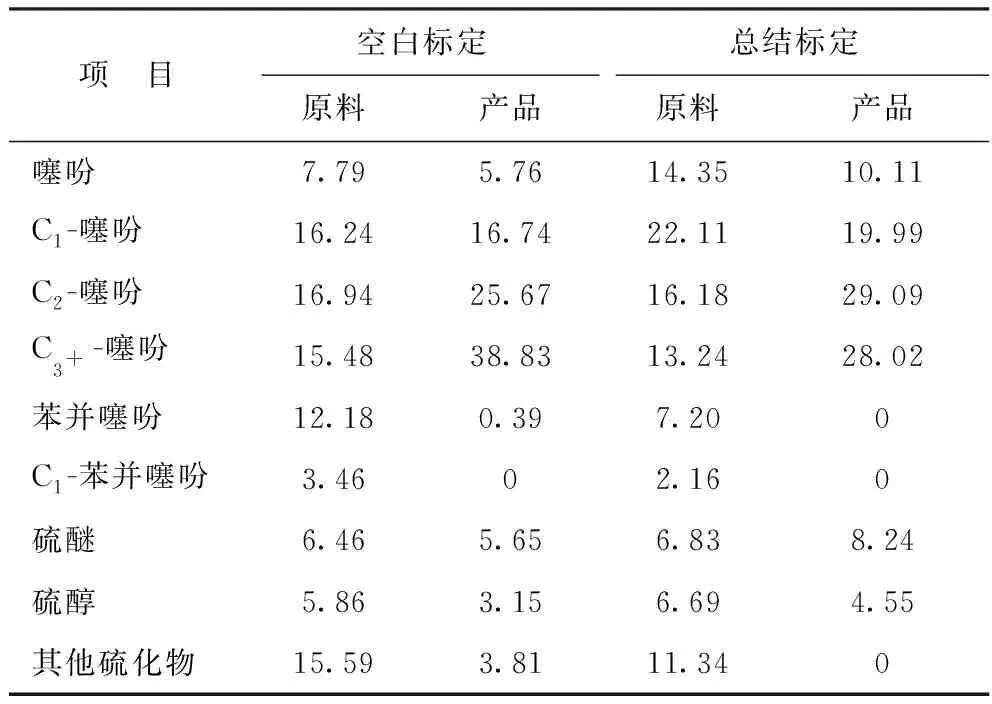
表4 空白标定和总结标定的原料及产品汽油中硫化物类型分布 w,%
2.4 烃类组成变化
在采用S Zorb工艺进行汽油深度脱硫的过程中,除发生脱硫反应外,还会发生烃类的化学反应,尤其是会发生烯烃的加氢饱和反应,这类反应的发生也是引起产品汽油辛烷值损失的最主要原因之一。表5为空白标定和总结标定的原料及产品汽油的烃类组成。

表5 空白标定和总结标定的原料及产品汽油的烃类组成 φ,%
从表5可知,与空白标定相比,总结标定时系统中加入FCAS-MF,经过吸附脱硫反应后,烯烃含量降幅更大,异构烷烃和芳烃含量增幅也更大。使用FCAS-R09时,S Zorb工艺中烯烃主要发生加氢饱和反应生成正构烷烃;而FCAS-MF吸附剂由于具有适宜的酸中心,与吸附剂上脱硫活性中心Ni相互协同,形成了双功能催化剂活性中心,降低了S Zorb工艺条件下异构化反应决速步骤的反应能垒,促进烯烃异构化和芳构化反应的发生。因此,在使用FCAS-MF时烯烃主要转化为异构烷烃和芳烃,从而在保证高脱硫活性的情况下实现保留辛烷值的目标。
2.5 吸附剂性质变化及消耗
空白标定和总结标定时待生剂和再生剂的主要物化性质分别见表6和表7。由表6可知,空白标定和总结标定时,待生剂比表面积分别为17.3 m2/g和23.2 m2/g,孔体积分别为0.065 cm3/g和0.081 cm3/g,可见随着FCAS-MF的加入,吸附剂的比表面积和孔体积明显增加。长岭分公司2号S Zorb装置吸附剂上硫、碳含量一直较低,空白标定和总结标定时待生剂上硫质量分数分别为4.60%及4.72%,碳质量分数分别为1.08%及0.75%,两次标定时吸附剂上硫、碳含量基本相当。空白标定时待生剂中细粉含量较高,待生剂平均粒径仅为36.3 μm,随着新吸附剂的补充加入,待生剂平均粒径增加到60.4 μm。空白标定时吸附剂中硅酸锌含量较高,其质量分数为16.3%,随着新剂的加入,吸附剂中的硅酸锌质量分数降低到15%以下,可进一步提高脱硫活性。

表6 空白标定和总结标定的待生剂性质
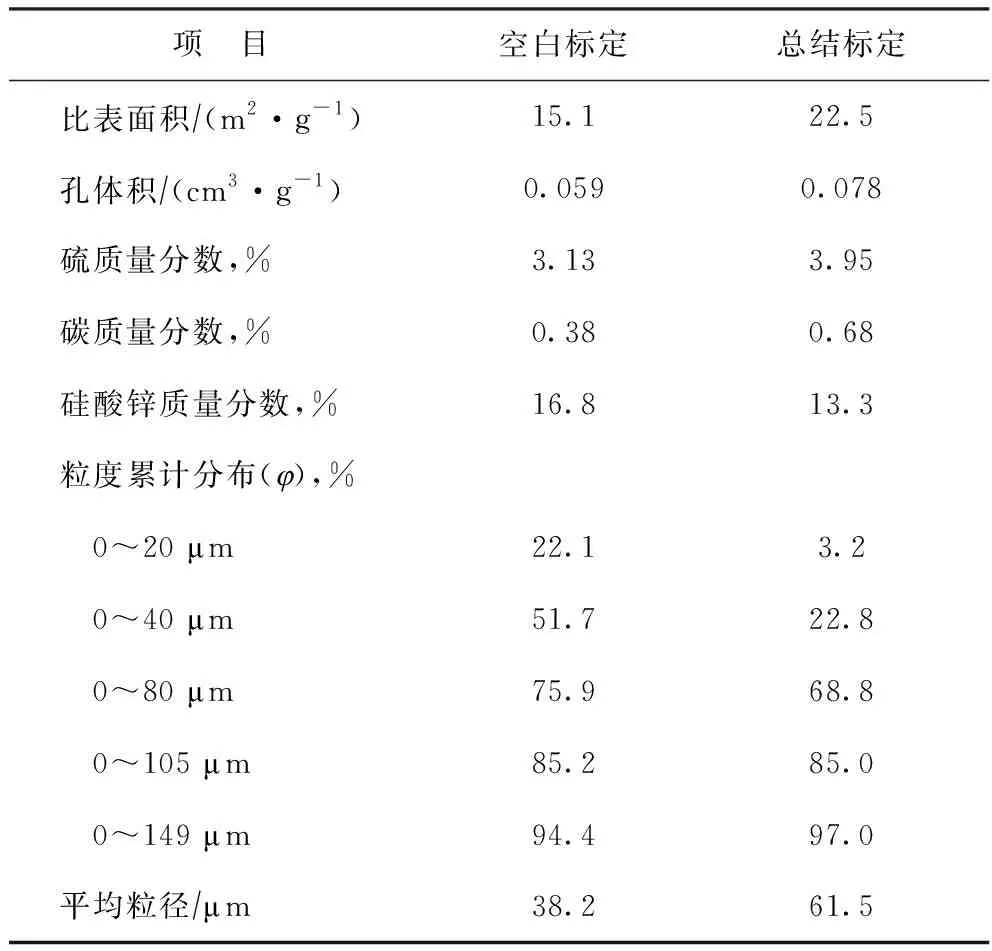
表7 空白标定和总结标定的再生剂性质
由表7可知,再生剂变化情况与待生剂相同,随着FCAS-MF的加入,吸附剂的比表面积和孔体积明显增加,吸附剂中硅酸锌含量减少,平均粒径增加。
空白标定与总结标定时吸附剂的消耗量相当,吸附剂单耗均为0.03 kg/t,低于设计单耗(0.06 kg/t)。
2.6 物料平衡
空白标定和总结标定的装置物料平衡数据列于表8。由表8可知,装置的两次标定过程中均基本上可实现物料平衡,且使用FCAS-MF前后液体产品(汽油)收率基本相当。

表8 空白标定和总结标定的装置物料平衡数据
3 装置运行数据统计和分析
3.1 原料及产品汽油硫含量
2019年11月1日至2020年6月11日期间长岭分公司2号S Zorb装置原料及产品汽油中硫含量变化情况见图1。由于该装置为长岭分公司催化裂化重汽油与巴陵分公司催化裂化汽油直接混合进料,原料汽油的性质随催化裂化装置加工原料及装置操作情况的变化而变化较大,导致产品汽油硫含量存在一定的波动。而且S Zorb装置调整需要一定的时间,有时遇到原料汽油硫含量突变的情况,导致产品汽油硫含量产生较大波动。

图1 S Zorb装置原料及产品汽油硫含量变化●—原料; ▲—产品
由图1可以看出:长岭2号S Zorb装置原料汽油硫含量波动较大,原料汽油硫质量分数变化区间为95~445 μg/g,2019年11月1日至2020年2月18日(FCAS-MF使用前)的平均值为224 μg/g,产品汽油中硫质量分数平均值为5.3 μg/g;而在2020年3月23日至2020年6月11日FCAS-MF工业应用过程中,原料汽油中硫质量分数的平均值为182 μg/g,产品汽油中硫质量分数的平均值为4.6 μg/g。可见,多功能吸附剂加入后未影响装置脱硫能力,可稳定生产硫质量分数小于10 μg/g的产品汽油。
3.2 辛烷值损失
2019年11月1日至2020年6月11日期间长岭分公司2号S Zorb装置产品汽油辛烷值损失情况见图2。由图2可知:随着原料波动及装置操作参数调整等,产品汽油辛烷值损失也有一定的波动;自2019年11月1日至2020年2月18日(FCAS-MF使用前)产品汽油RON损失平均值为0.96;2020年3月23日至2020年6月11日FCAS-MF工业应用过程中产品汽油的RON损失平均值为0.61。可见,使用FCAS-MF后,产品汽油RON损失明显减小,平均减小了0.35。
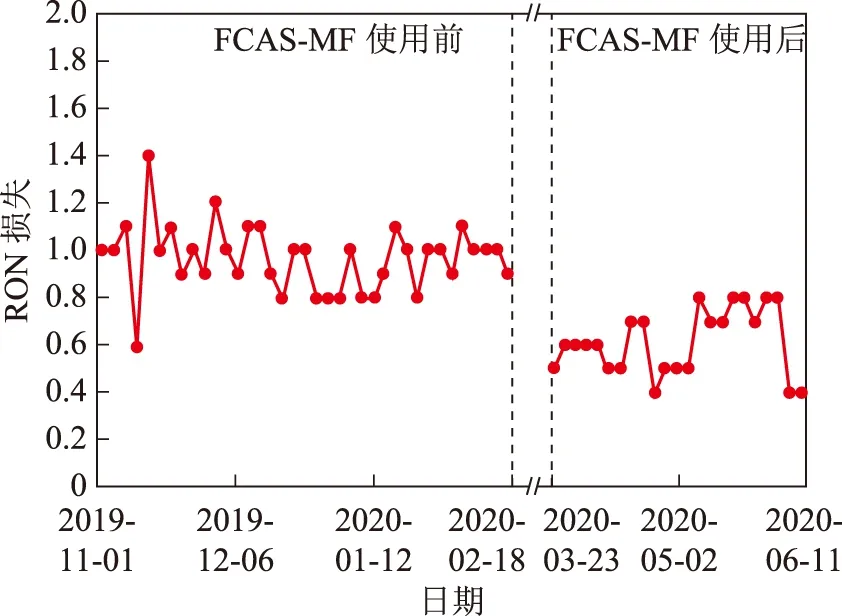
图2 S Zorb装置产品汽油辛烷值损失情况
4 结 论
石科院研究开发的多功能S Zorb吸附剂FCAS-MF具有优化的结构组成,脱硫活性高,在汽油S Zorb脱硫过程中可促进汽油烯烃和烷烃的异构化反应,在满足脱硫率的同时,可进一步降低汽油烯烃含量,产品汽油满足国Ⅵ标准汽油的调合需求。
FCAS-MF在长岭分公司的工业应用已取得较好结果,工业应用期间,生产装置运行稳定,产品汽油质量合格,辛烷值损失明显降低。在装置工况相近的情况下,FCAS-MF与原用吸附剂FCAS-R09具有相当的脱硫反应活性及稳定性,流化性能更优,可更好地满足工业装置生产需要。与FCAS-R09相比,FCAS-MF具有更好的降烯烃性能及辛烷值保留能力,在S Zorb工艺条件下,产品汽油硫质量分数小于10 μg/g时,烯烃转化率增加2~3百分点,RON损失减少0.3~0.6。
猜你喜欢
武汉工程大学学报(2022年4期)2022-08-26
科学家(2022年4期)2022-05-10
石油炼制与化工(2021年3期)2021-03-23
西北农林科技大学学报(自然科学版)(2021年1期)2021-03-04
软件(2020年3期)2020-04-20
化工设计通讯(2020年8期)2020-01-12
化工时刊(2020年11期)2020-01-12
石油炼制与化工(2020年9期)2020-01-05
商品与质量(2019年44期)2019-11-28
分析化学(2017年12期)2017-12-25
