稳定杆连杆球头销装配断裂分析及改善
2021-09-14 02:42王泉胜柴明军章云峰
内燃机与配件 2021年17期
关键词:摩擦系数
王泉胜 柴明军 章云峰







摘要: 在装配过程中,因过高的螺纹拧紧扭矩导致稳定杆连杆球头销断裂,通过建立预紧力与等效应力的关系式,绘制不同摩擦系数下的预紧力-扭矩图及关联的等应力曲线,以此找出正确的紧固扭矩,达到最佳的装配质量,并为类似部件及螺栓产品设计及装配工艺设计提供参考。
Abstract: In the process of assembly, the ball head pin of stabilizer rod connecting rod was broken due to excessive screw tightening torque. By establishing the relation between pretightening force and equivalent stress, the pretightening force-torque diagram and the associated isometric stress curve under different friction coefficients were drawn, so as to find out the correct fastening torque and achieve the best assembly quality. It also provides reference for the design of similar parts and bolts and assembly process design.
关键词: 球头销;预紧力-扭矩图;等效應力;摩擦系数
Key words: ball pin;preloading force-torque diagram;equivalent stress;friction coefficient
中图分类号:U469.1 文献标识码:A 文章编号:1674-957X(2021)17-0039-03
1 概述
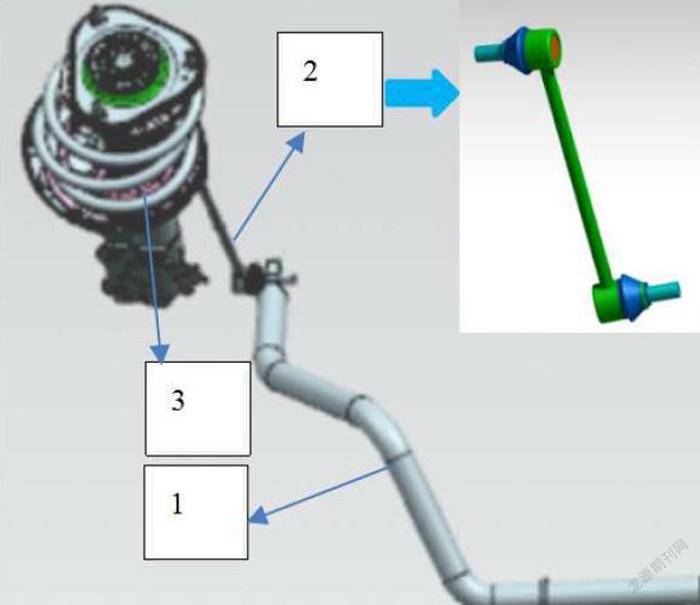
稳定杆连杆球头总成是汽车底盘稳定系统的重要组成元件,与稳定杆一起在汽车行驶过程中保持车辆稳定性、舒适性发挥重要的作用。稳定杆连杆球头总成通常通过球头销螺纹一端连接在稳定杆上,另一端连接在悬架上,如图1稳定杆连杆球头总成安装位置中标记2所示。在稳定杆连杆球头总成螺纹装配时采用的是扭矩法进行控制。通常扭矩法控制因其操作简单和易于监测而被广泛采用。但长期发现,稳定杆连杆球头总成在基于扭矩法控制装配过程中存在扭矩扳手力矩打不响,随即出现球头螺纹滑牙,螺纹拉伸甚至断裂的情况,质量隐患很大。故对稳定杆连杆球头销的螺纹断裂分析及改善有十分必要的现实意义。图2是出现在某汽车厂在装配车间装配稳定杆连杆球头总成时,扭矩扳手力矩打不响,不断拧紧过程中,球头销螺纹断裂。现场反馈当时扭矩扳手设定值为80N·m。稳定杆连杆球头总成的球头销螺纹规格M10X1.25-6g,材质为40Cr,材料调质硬度为(28-34)HRC,螺纹强度参照国家标准GBT3098.1-2010,规定的9.8级要求。本文通过此案例的断裂分析,确定过大的扭矩是导致过载应力的主要来源。同时螺栓的预紧力-扭矩力矩图能帮助我们设计螺栓时的紧固扭矩[1],故基于预紧力-扭矩图,结合摩擦系数的影响,并在预紧力-扭矩图上进一步绘制等应力曲线,以此找出最佳的紧固扭矩,给类似部件的螺纹设计、装配工艺设计以及许用力矩校核提供参考。
2 球头销螺纹断口分析及结果
对上述稳定杆连杆球头总成在装配时发生球头销拧断,对断裂件进行如下检测分析:
①对断裂件进行拼接,进行宏观评价,如图2球头销断裂示意图右图所示,对断裂件进行拼接,很明显观测出断裂区存在颈缩变形。而根据材料力学可知当应力到达强度极限后,使局部横截面收缩,形成了所谓的颈缩现象。[2]②断口电镜观测微观形貌,检测设备为扫描电子显微镜FEI inspect s50。通过观测,如图3断口SEM形貌所示,断口1区2区3区微观整体呈现韧窝形貌,断面区域未发现明显疏松缺陷。③断口附近材料金相显微组织观测,检测设备为金相显微镜ZEISS Axio Imager A2m,进行500X倍显微观测,如图4显微组织(500X,4%硝酸酒精溶液浸蚀)所示,检测结果为调质回火索氏体1级。④对螺纹进行脱碳检测,检测设备为金相显微镜ZEISS Axio Imager A2m,进行100X显微观测,图5脱碳形貌(100X,4%硝酸酒精溶液浸蚀)所示,通过观测,螺纹没有发现脱碳层。⑤对球头螺杆部硬度检测,检测值为31.5HRC。⑥对断裂球头销进行化学成分检测,所有元素均符合GB/T3077标准的40Cr钢的要求。
综合以上检测,可以得出以下两点结论:①从宏观形貌、扫描电镜微观形貌可以判断本案断裂为典型的塑性断裂,断裂过程中为经受较大应力后发生屈服变形,最后因过载断裂;②从金相显微组织、螺纹脱碳、硬度、化学成分等检测结果可以判定球头销材质符合技术要求及GBT3098.1-2010,规定的9.8级相关要求。
3 球头销紧固过程的应力与校核
针对球头销装配过程产生的较大应力并出现屈服现象,对此需要进行受力分析与校核。对失效件进行模型建立,如图6稳定杆连杆球头总成装配连接所示,稳定杆连杆球头销穿过稳定杆?准10.5通孔,与M10X1.25锁紧螺母螺纹紧固。在拧紧过程中设定需要施加紧固扭矩Tf,在弹性区内紧固扭矩Tf与预紧力Ff有如下关系式[3]
球头销螺纹摩擦系数μs及支撑面摩擦系数μW按实测值,实测数据见表1球头销螺纹摩擦系数,中1号件与2号件为表面涂防锈油状态,与断裂件出厂状态一直,故可以按1号件测试数据,其余与尺寸有关的参数根据图6稳定杆连杆球头总成装配连接图中的设计尺寸。
球头销(螺栓)在与螺母拧紧时,螺纹的牙根处除受拉应力σf的影响外,还要受螺纹副的螺纹阻力矩Ts引起的剪切应力τ的影响。球头销的材质属于延性材料,可根据剪切应变能学说[4],有
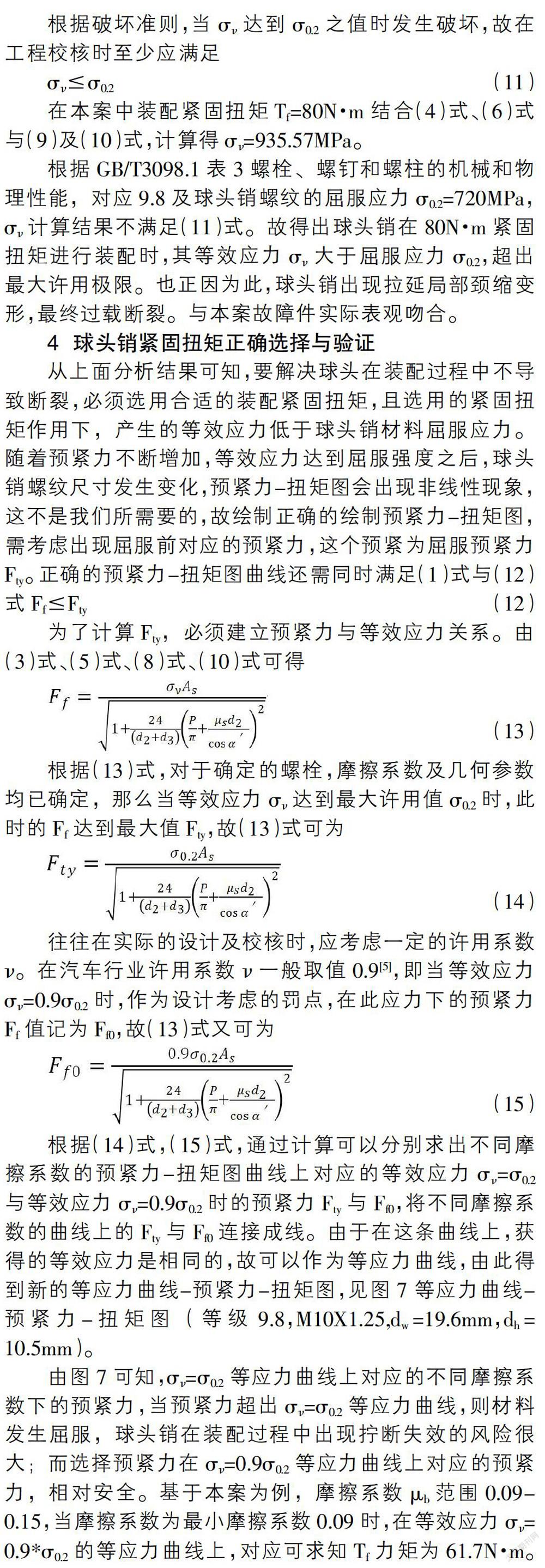
在本案中装配紧固扭矩Tf=80N·m结合(4)式、(6)式与(9)及(10)式,计算得σν=935.57MPa。
根据GB/T3098.1表3螺栓、螺钉和螺柱的机械和物理性能,对应9.8及球头销螺纹的屈服应力σ0.2=720MPa,σν计算结果不满足(11)式。故得出球头销在80N·m紧固扭矩进行装配时,其等效应力σν大于屈服应力σ0.2,超出最大许用极限。也正因为此,球头销出现拉延局部颈缩变形,最终过载断裂。与本案故障件实际表观吻合。
4 球头销紧固扭矩正确选择与验证
从上面分析结果可知,要解决球头在装配过程中不导致断裂,必须选用合适的装配紧固扭矩,且选用的紧固扭矩作用下,产生的等效应力低于球头销材料屈服应力。 随着预紧力不断增加,等效应力达到屈服强度之后,球头销螺纹尺寸发生变化,预紧力-扭矩图会出现非线性现象,这不是我们所需要的,故绘制正确的绘制预紧力-扭矩图,需考虑出现屈服前对应的预紧力,这个预紧为屈服预紧力Fty。正确的预紧力-扭矩图曲线还需同时满足(1)式与(12)式Ff?燮Fty(12)
为了计算Fty,必须建立预紧力与等效应力关系。由(3)式、(5)式、(8)式、(10)式可得
根据(13)式,对于确定的螺栓,摩擦系数及几何参数均已确定,那么当等效应力σν达到最大许用值σ0.2时,此时的Ff达到最大值Fty,故(13)式可为
往往在实际的设计及校核时,应考虑一定的许用系数ν。在汽车行业许用系数ν一般取值0.9[5],即当等效应力σν=0.9σ0.2时,作为设计考虑的罚点,在此应力下的预紧力Ff值记为Ff0,故(13)式又可为
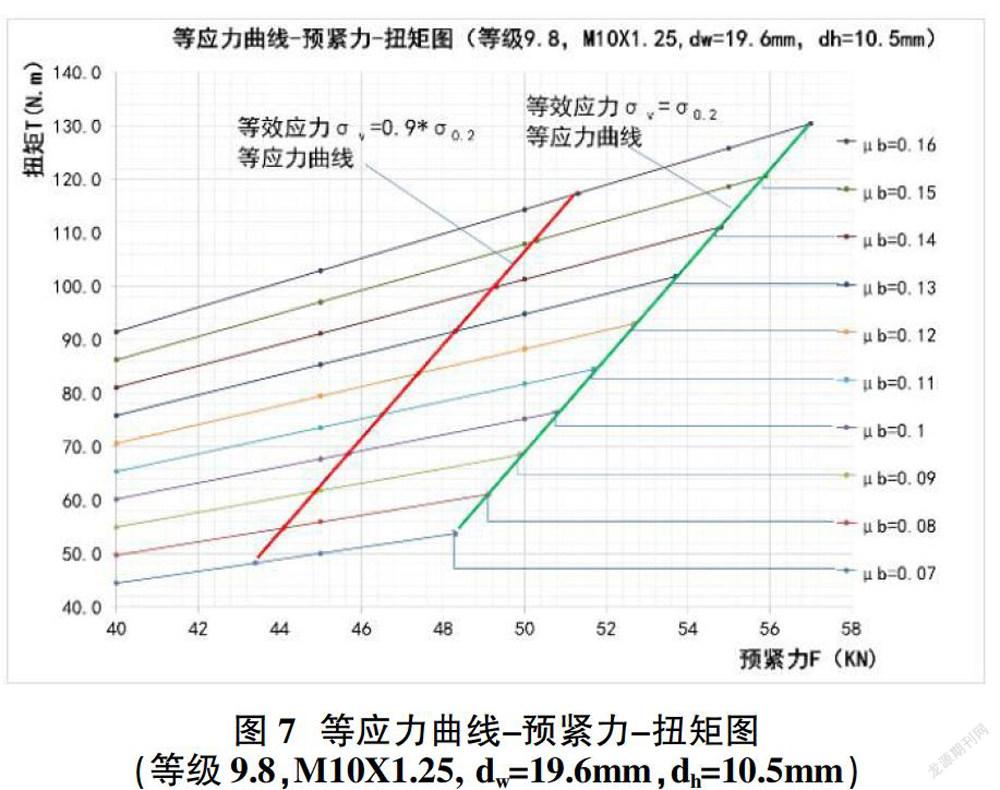
根据(14)式,(15)式,通过计算可以分别求出不同摩擦系数的预紧力-扭矩图曲线上对应的等效应力σν=σ0.2与等效应力σν=0.9σ0.2时的预紧力Fty与Ff0,将不同摩擦系数的曲线上的Fty与Ff0连接成线。由于在这条曲线上,获得的等效应力是相同的,故可以作为等应力曲线,由此得到新的等应力曲线-预紧力-扭矩图,见图7等应力曲线-预紧力-扭矩图(等级9.8,M10X1.25,dw=19.6mm,dh=10.5mm)。
由图7可知,σν=σ0.2等应力曲线上对应的不同摩擦系数下的预紧力,当预紧力超出σν=σ0.2等应力曲线,则材料发生屈服,球头销在装配过程中出现拧断失效的风险很大;而选择预紧力在σν=0.9σ0.2等应力曲线上对应的预紧力,相对安全。基于本案为例,摩擦系数μb范围0.09-0.15,当摩擦系数为最小摩擦系数0.09时,在等效应力σν=0.9*σ0.2的等应力曲线上,对应可求知Tf力矩为61.7N·m。在等效应力σν=σ0.2的等应力曲线上,对应可求知最大紧固力矩Tfmax为68.6N·m。当摩擦系数为最大摩擦系数0.14,在等效应力σν=0.9*σ0.2的等应力曲线上,对应可求知Tf力矩为99.9N·m。很显然,按Tf=99.9N·m时设计紧固力矩时,对于较小摩擦系数的螺纹来说,其等效应力σν已经远远超出材料屈服应力σ0.2,故在实际装配工艺设计时,应按最小摩擦系数进行计算。在本案中可以进行规整Tf=60N·m作为装配工艺紧固扭矩规范的基准。按拧紧精度Ⅰ级,扭矩离散度±5%[6]计算扭力公差值为±3N·m,故本案拧紧工艺设计值为Tf=60N·m±3N·m。经5+50+200台试装及6个月观察跟踪,没有发现该稳定杆连杆球头总成装配时出现力矩打不响及断裂的事故。证明装配紧固扭矩规范有效。从图7又可知,摩擦系数对紧固力矩影响非常大。摩擦系数波动范围越小,拧紧扭矩选定后,那么获得预紧力波动范围就小,显然越有利于拧紧质量的一致性与可靠性的控制。这也需要以实际装配要求对摩擦系数及波动范围进行合理限定。
5 总结
对稳定杆连杆球头销装配的断裂分析及最后的纠正措施实践,可以作出以下总结:①结合等应力曲线的预紧力-扭矩图能直观准确的对紧固扭矩作出选择或评定,可以为类似部件及普通紧固件产品设计及螺纹装配工艺设计提供参考;②设计或校核紧固扭矩时应以摩擦系数在波动范围区间的最小值进行计算;③摩擦系数对紧固扭矩影响较大,在设计螺纹摩擦系数时范围需要限定,且越小越好。
参考文献:
[1]刘建文.螺栓预紧力─扭矩图及其应用[J].汽车工艺与材料,2001(7):5-8.
[2]许本安,李秀治著.材料力学[M].上海交通大学出版社,1984.
[3]螺纹紧固件紧固通则:GB/T 16823.2-1997[S].1997.郭可谦 高素娟等譯著山本晃著.螺纹联接的理论与计算[M].1984.
[4]管月芹,陈铄.螺栓装配过程中拧紧扭矩的计算与应用[J].客车技术,2017(2):44-46.
[5]汽车用螺纹紧固件紧固扭矩:QC/T 518-2013[S].
2013.1150Journal of Software 软件学报,2003,14(1).
猜你喜欢
科学与财富(2022年5期)2022-07-04
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
数字技术与应用(2018年1期)2018-03-29
科技创新与应用(2018年2期)2018-01-19
中国现代医生(2017年32期)2018-01-05
农业与技术(2017年21期)2017-12-12
农业与技术(2017年5期)2017-04-11
江苏农业科学(2016年9期)2016-11-28
消费者报道(2016年5期)2016-11-18
润滑油(2015年1期)2015-06-30