悬浮改性PTFE原料及其制品的热分析
2021-09-13 09:20宋敏彦陈嘉言杜丽君
有机氟工业 2021年4期
宋敏彦 陈嘉言 沈 青 杜丽君
(上海华谊三爱富新材料有限公司,上海 200241)
0 前言
结晶高聚物的物理和化学性质与结晶度、结晶形态及结晶在材料中的织态有关,而这些结构的变化又取决于加工成型的条件。了解聚合物加工条件、结构和性质的相互关系,就可以在一定范围内改变结晶聚合物的性能。以聚四氟乙烯为例,其熔点为327 ℃,若缓慢冷却,其结晶度可达70%及以上,若进行淬火,其结晶度只有50%[1],不同结晶含量的产品具有不同的性能。不同结晶度(经密度法测得)的PTFE大致有3种应用:膜用制品,PTFE制品相对分子质量高,其结晶度为62%~65%;模压制品,PTFE制品相对分子质量中等,其结晶度为70%~72%;浸渍或涂层用乳液,PTFE制品相对分子质量低,其结晶度达80%~85%。结晶度高于85%的PTFE制品就会非常脆[2]。作为工程材料的PTFE有一些缺点, 如强度低、 抗蠕变性差、 不耐磨、 很难加工及制品存在空隙等。通过在聚合体系中加入微量的改性单体,改变分子结构,从而改进其加工性能,可有效改进PTFE悬浮树脂的抗蠕变性和可焊接性等。
随着我国PTFE应用领域的不断开发,PTFE产品在高端应用领域如5G、半导体制造、新能源工艺中也发挥着重要作用。聚四氟乙烯的悬浮产品一般进行模压烧结,由此来制片。由于切片制造业的发展,对大尺寸的PTFE烧结制品的需求进一步增加。在加工中会遇到各种问题,如聚四氟乙烯的导热性能较差,淬火时只有制品的表面能够快速冷却,大尺寸制品或较厚的制品内层冷却会比较慢,并且结晶程度会更高。结晶度越高,密度也越高,所以在淬火大尺寸制件时其内部结晶度一般会更高,也就是说制品内部的密度更高,相应的收缩率也会更大,导致在制品的内部有裂纹产生。测定淬火程度最简单的方法是测试其密度,好的烧结制件烧结后淬火工艺合适时制品的结晶度为50%,相应的密度标准约为2.15 g/cm3[2]。
不同结晶度的PTFE制品具有不同的力学性能,结晶度高的制品晶粒较大,硬度和脆性大,拉伸屈服应力大,而结晶度小的制品则与之相反。结晶度是决定PTFE制品力学性能的重要指标,一般用密度法和DSC法测定结晶度。PTFE 结晶度的大小可以通过其烧结时的冷却速率来控制,也可以通过改变其分子链结构,降低其分子链的规整性来控制。本文所述的改性聚四氟乙烯 ( m-PTFE) 是在聚四氟乙烯主链上引入少量的全氟烷基乙烯基醚共聚单体,从而破坏了PTFE 主链的规整性,聚合物的结晶度明显降低。研究了不同结晶度(DSC法)的非改性和改性聚四氟乙烯的性能,通过对PTFE原料和制品进行DSC、TG和SEM分析,为生产原料和制品的批次稳定性控制及产品加工应用等方面提供帮助。
1 试验部分
1.1 试验原料
悬浮PTFE原料:非改性PTFE—FR104、改性PTFE(m-PTFE)—FR106,平均粒径均为25 μm,上海华谊三爱富新材料有限公司。
1.2 试验设备与仪器
差示扫描量热仪,204F1 NETZSCH,德国耐驰仪器制造有限公司;热重分析仪,TG209F1 NETZSCH,德国耐驰仪器制造有限公司;扫描电子显微镜,S-4800 Hitachi,日立集团;液压机,HGB-70,江苏尚科氟塑机械科技有限公司;烧结箱,151B,杭州卓驰仪器有限公司。
1.3 m-PTFE(FR106)的制备
共聚改性用第二单体的加入量通常不大于聚合物总质量的1%,根据共聚动力学的要求, 改性用单体全氟烷基乙烯基醚可在聚合开始前全部加入, 也可在聚合开始前加入一部分, 在聚合过程中与TFE一起连续加入另一部分。m-PTFE的后处理工艺与非改性PTFE相同。
1.4 PTFE制品的制备
压制前原料在23~25 ℃存放2 d,在温度25 ℃、湿度≤65%的环境下称取PTFE 原料。在30 MPa压力下,用Φ265 mm的模具冷压成型,压制高度为50 mm,双向保压6 min,所得坯料静置2 h后置于烧结炉中进行烧结,程序为从室温以30 ℃/h的升温速率升温至390 ℃,保温时间为9 h,降温速率为25 ℃/h,冷却至室温。m-PTFE的烧结温度为375 ℃,其余流程相同。
需要说明的是,PTFE制品的烧结条件随制品尺寸的大小而变化。一般烧结温度为360~390 ℃,最短的烧结时间为1 h,厚度每增加10 mm,烧结时间要增加1 h。
1.5 分析测试
DSC测试条件:温度240~380 ℃;升温速率10 ℃/min、冷却速率10 ℃/min,观察熔融和结晶过程;测试气氛为N2,40.0 mL/min;测试坩埚Al,密闭;样品质量8.0~12.0 mg。DSC根据结晶聚合物在熔融过程中吸收的热量来测定其结晶度,是目前测定聚合物结晶度最便捷、最常用的手段。DSC法测定的结晶度(Χc)由式1计算得到[3]。
Xc=△Hm/△Hm0×100%
(1)
式中:△Hm为样品中结晶部分的熔融焓,J/g;△Hm0为样品100%结晶时的熔融焓,J/g。
PTFE的△Hm0为82 J/g(各类文献报道的数据不同)[4],m-PTFE的△Hm0为120 J/g。
SEM测试条件:PTFE原料和制品涂导电胶表面喷金后,通过在5 kV的低加速电压下操作的扫描电子显微镜,观察PTFE原料和制品的SEM表面形貌。
TG测试条件:测试气氛为N2,40.0 mL/min;从室温升温至约800 ℃;升温速率10 ℃/min。
2 结果与讨论
2.1 悬浮PTFE原料和制品的DSC分析
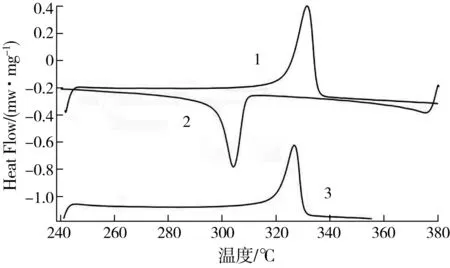
DSC分析是对粉末颗粒形态的PTFE原料样品进行类似于在烧结炉中烧结的热处理,以及对相同烧结程序的PTFE制品内部取出的样品进行分析。图1和图2分别为FR104原料和FR106原料的DSC曲线。图3和图4分别为FR104制品和FR106制品的DSC曲线。
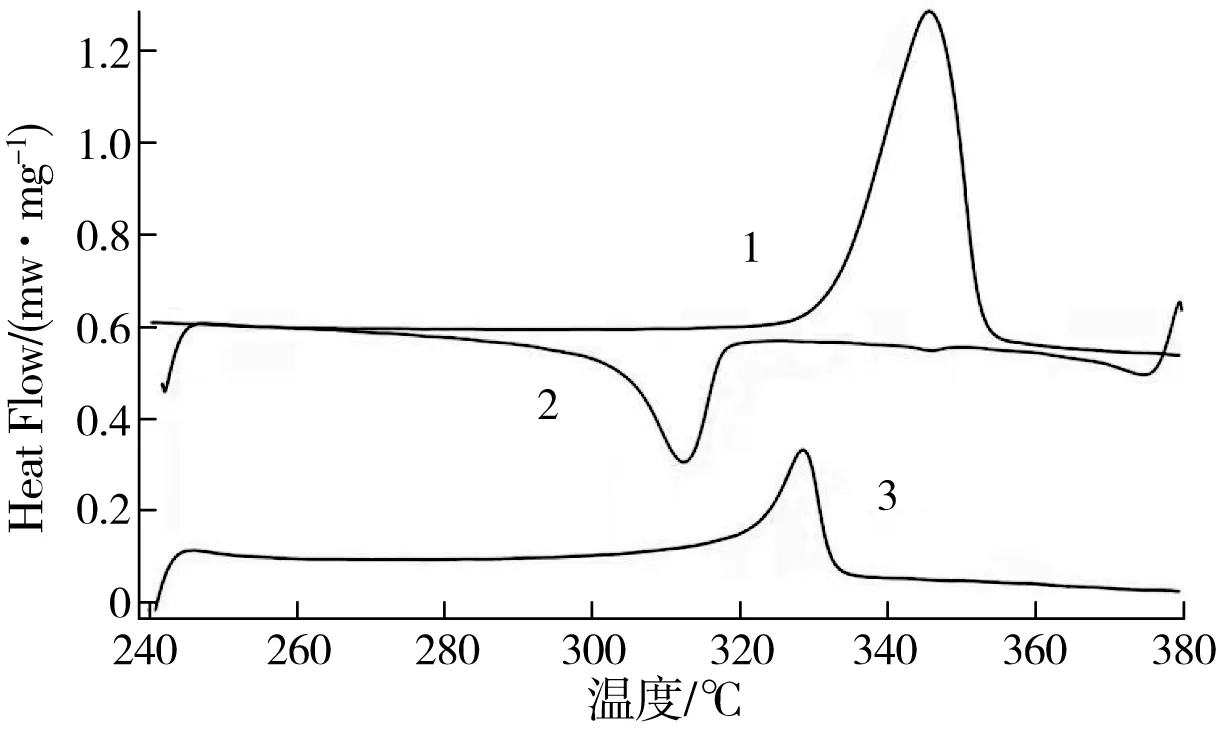
1—一次熔融曲线;2—冷却曲线;3—二次熔融曲线图1 FR104原料的DSC曲线
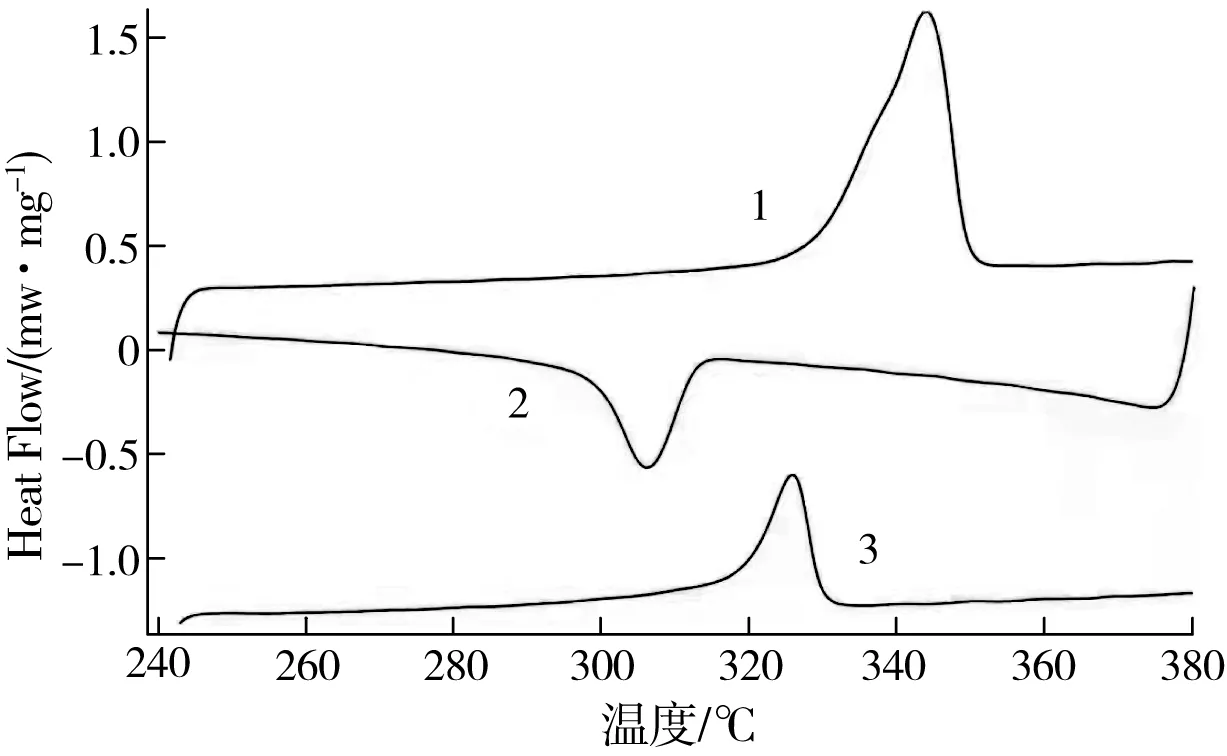
1—一次熔融曲线;2—冷却曲线;3—二次熔融曲线图2 FR106原料的DSC曲线
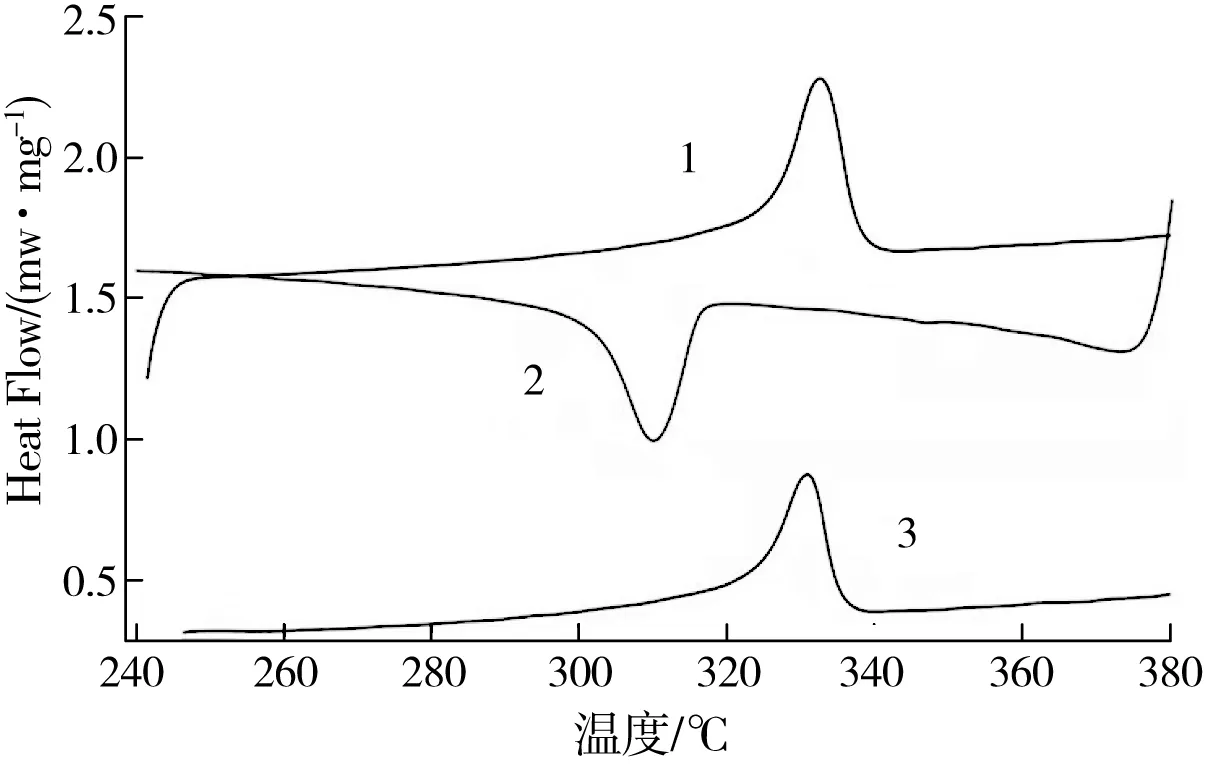
1—一次熔融曲线;2—冷却曲线;3—二次熔融曲线图3 FR104制品的DSC曲线
1—一次熔融曲线;2—冷却曲线;3—二次熔融曲线图4 FR106制品的DSC曲线
如果升温速率恒定,曲线记录的是热功率之差随温度的变化关系。曲线峰向下表示放热,向上表示吸热,根据设置不同有时会相反。表1 为PTFE样品的DSC数据。

表1 PTFE样品的DSC数据
DSC 曲线最终表明,PTFE 的第一次熔融是不可逆的。这种行为类似于具有延伸链结构的线性聚乙烯,也会不可逆地熔化并在冷却时通过结晶形成折叠链结构。随后折叠链结构的熔化和重结晶是可逆的。在加工中烧结时间更长对△Hm熔融焓的影响可归纳为3个方面:1)由于热降解导致的链断裂,有利于PTFE结晶得到更高的熔融焓值;2)剩余“母相”消失,作为PTFE结晶的核,从而增加熔融焓值;3)原料样品的空隙具有较大自由表面形成“突出粒”的晶体结构,从而增加熔融焓值,使原料的结晶度也随之升高[1]。由表1可知,PTFE原料的一次△Hm一般比PTFE制品要大,经过烧结的PTFE制品一次△Hm会更低。烧结是熔融的过程,会减少样品的孔隙率, PTFE样品粒子空隙间表面的晶体结构也会相应减少,从而降低结晶度。
图1和图2中PTFE原料的Tm1比Tm2高很多。PTFE原料DSC曲线的Tm1在330 ℃左右时,说明相对分子质量较低,为3.0×105~1.0×106,并且随着相对分子质量的增加(相对分子质量至1.0×106以上),Tm1也升高。当相对分子质量较高,在5.0×106左右时,Tm1则超过340 ℃[5]。第二次熔融焓是在DSC分析中的冷却步骤后测定的,这说明除了烧结时间外,冷却速率也是影响PTFE结晶度的重要因素。如果烧结后冷却速率一样,制品的结晶度则取决于相对分子质量,随着相对分子质量的增大,结晶度下降。
DSC曲线中结晶峰的面积增大表示PTFE相对分子质量降低,意味着△Hc与相对分子质量成反比。在加热速率为5~35 ℃/min时,△Hc与加热速率无关;在冷却速率为4~32 ℃/min时,△Hc与冷却速率无关。通过△Hc表征相对分子质量最终都要根据端基分析得到的数据进行校准[6-7]。由表1中FR106原料的△Hc可知,其比FR104原料的相对分子质量略低,Tm1也略低,这符合SUWA等的结论。PTFE的熔融温度取决于微晶尺寸,从这个角度来看,PTFE的熔融温度取决于相对分子质量[5]。从结晶峰的半峰宽可知,FR106原料的相对分子质量分布略窄,其加工性能更佳。高分子材料的相对分子质量越大,则结晶度越小,但FR106原料100%结晶时的熔融焓更大,受冷却速率影响更明显,试验数据显示其结晶温度也比普通PTFE更低。由表1可知, FR106原料的相对分子质量和结晶度比FR104原料更低。
FR104原料的结晶温度比熔点低,一般在315 ℃±5 ℃,FR106原料的结晶温度更低。PTFE原料和制品都可以用DSC法检测。如果非改性PTFE样品的DSC一次和二次熔融曲线类似,峰值都在327 ℃左右时,说明样品为烧结过的PTFE制品[8],改性PTFE样品的峰值略低。从DSC曲线和表1数据可以看出,PTFE 原料的熔融温度和结晶度均高于其制品。另外,通过DSC曲线可以判断PTFE制品的烧结程度。如果PTFE制品一次升温曲线出现类似原料的双峰(△Hm较高),则说明PTFE制品的烧结程度过低。
2.2 悬浮PTFE原料与制品的TG分析
在氮气气氛中,用热重法对PTFE原料和制品的耐热性能进行了分析。图5和图6分别为FR104原料和FR106原料的TG曲线。图7和图8分别为FR104制品和FR106制品的TG曲线。
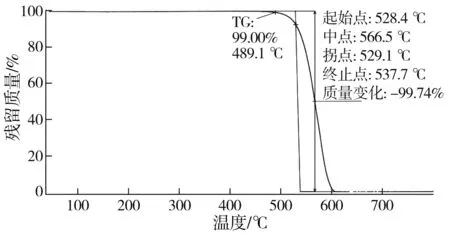
图5 FR104原料的TG曲线

图6 FR106原料的TG曲线
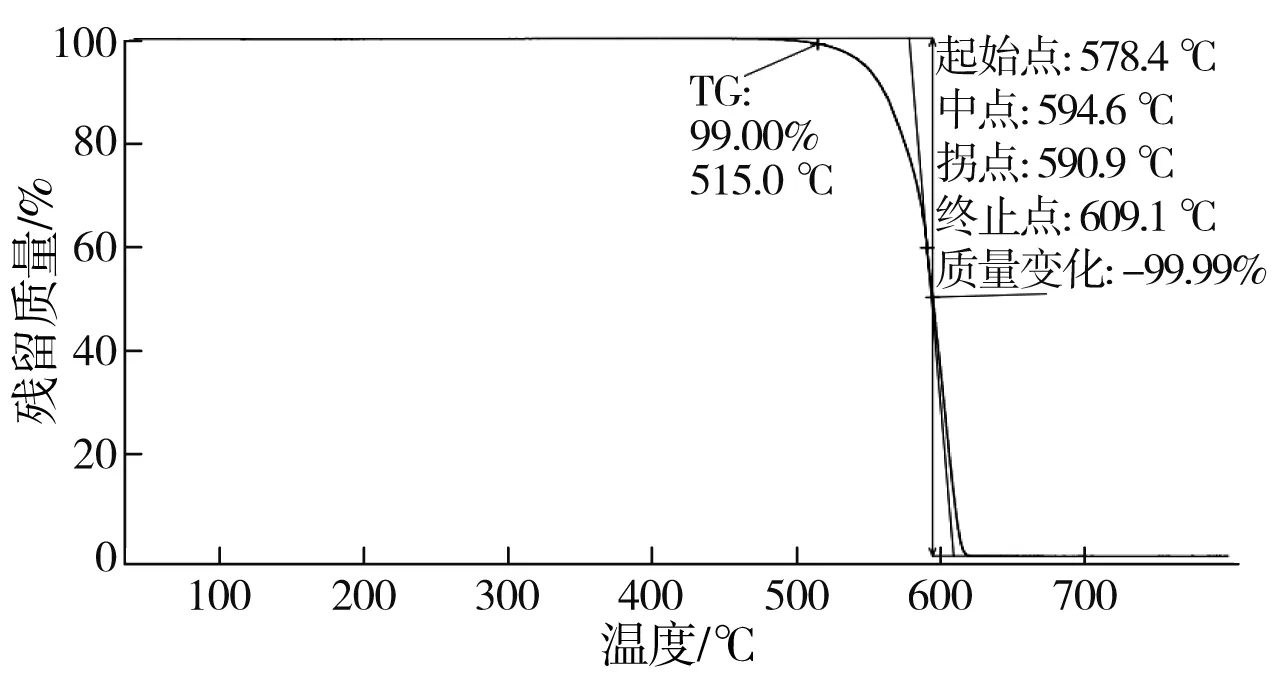
图7 FR104制品的TG曲线
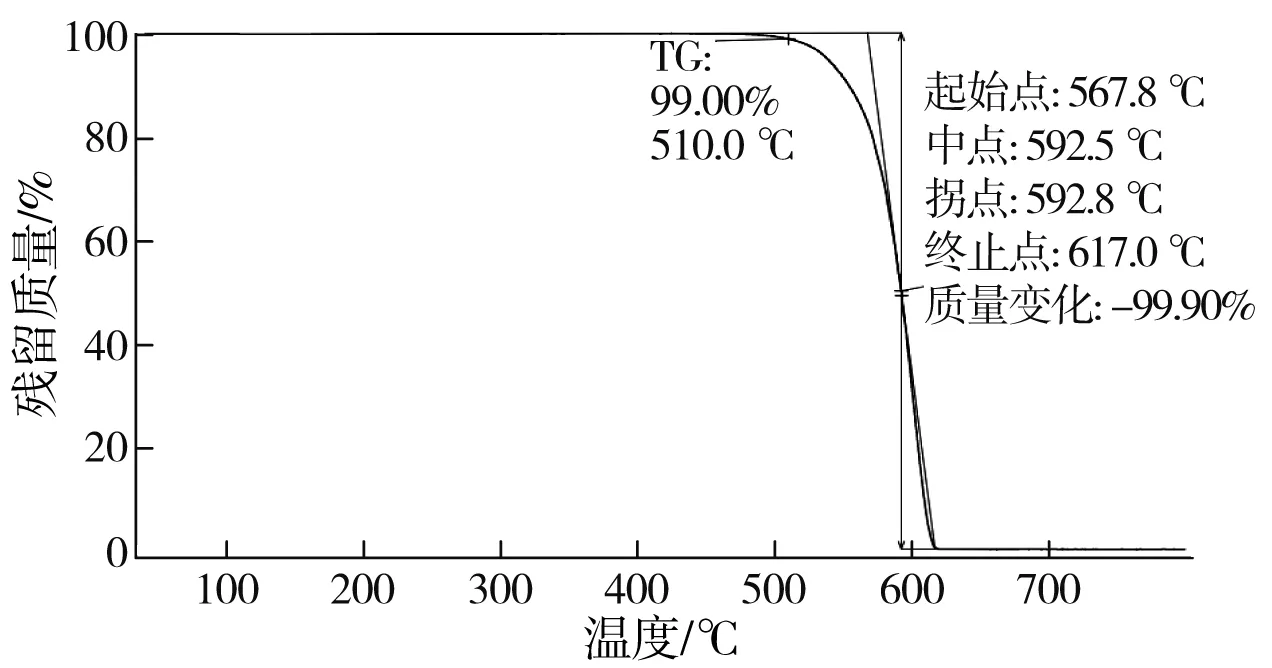
图8 FR106制品的TG曲线
TG曲线显示,FR104原料从室温至489.1 ℃失重1%,表明聚四氟乙烯树脂的耐热性能良好,至528.4 ℃时出现大规模裂解;至566.5 ℃ 时,整个裂解过程的质量损失率为50%左右。
表2 为PTFE样品的TG数据。
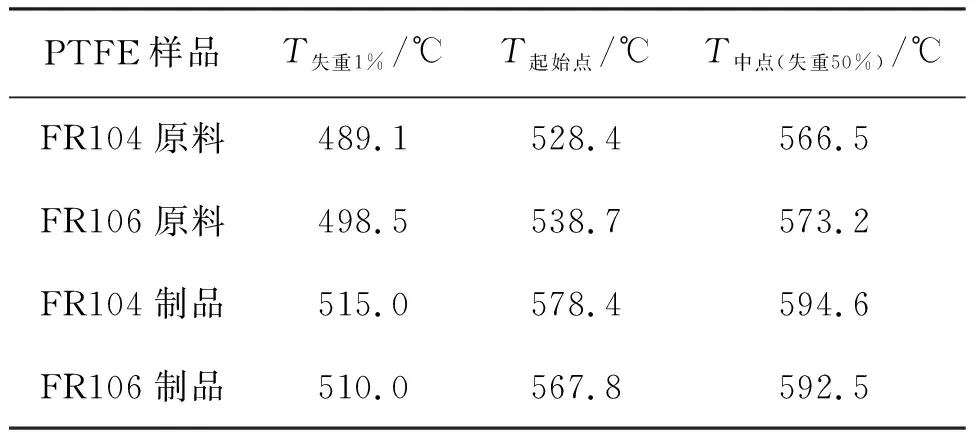
表2 PTFE样品的TG数据
由表2可知,FR106原料的热分解温度比FR104原料高9~10 ℃,表明FR106原料具有更好的耐热性能,可以在高温下保持其本身固有的物理和化学性能。TG曲线显示,FR104制品从515 ℃开始发生热解,至578.4 ℃时出现大规模裂解;至594.6 ℃ 时,整个裂解过程的质量损失率为50%左右。
由表2还可知,FR104和FR106两种制品的热分解温度比原料要高些,说明原料经历过烧结过程后使PTFE粒子熔结成整体。另外,FR106制品的热分解温度比FR104制品要略低些,在实际操作中改性原料大型制品的加工成型温度也低些,在加工和性能上有自己的优势,如抗蠕变性和可焊接性等。
2.3 悬浮PTFE原料、制品的SEM分析
对热处理前后的PTFE样品都做了扫描电镜形貌分析。图9为FR104原料在热处理前后的电镜形貌图,图10 为FR106原料在热处理前后的电镜形貌图。
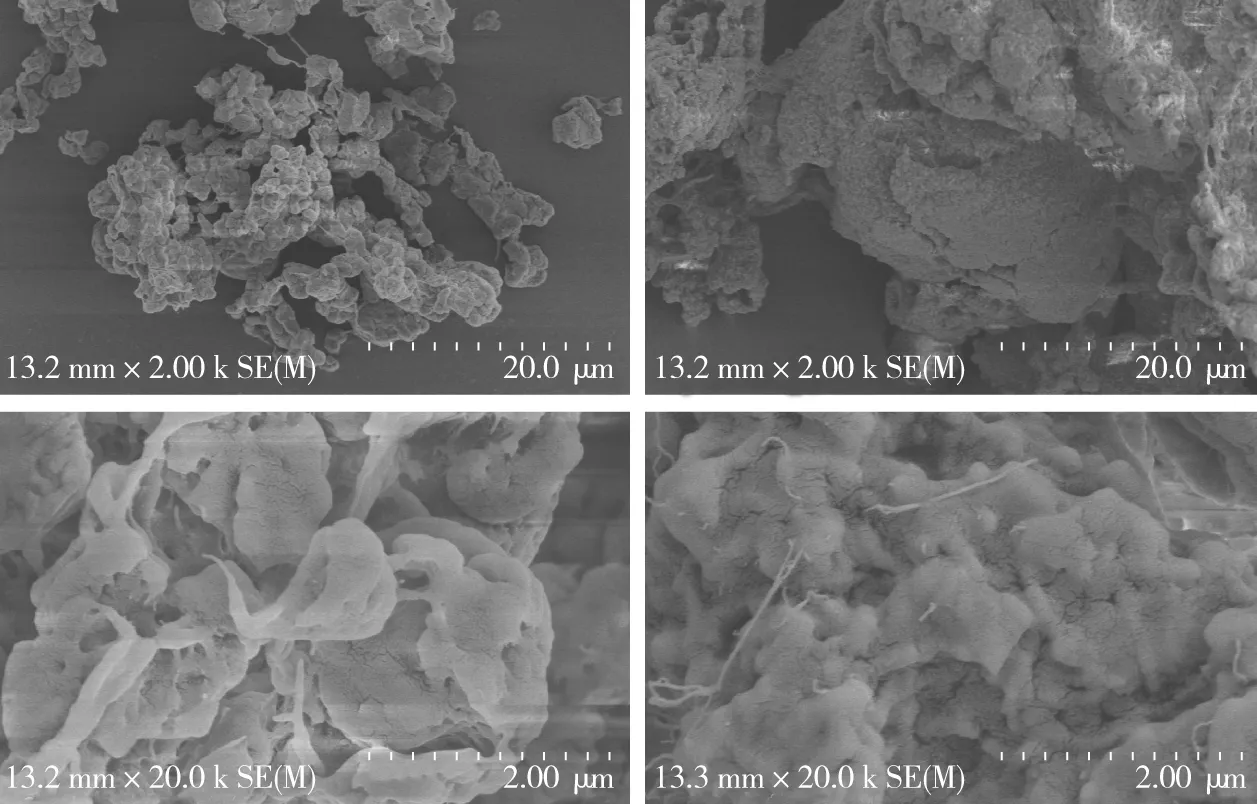
热处理前 热处理后图9 FR104原料的电镜形貌图
热处理前 热处理后图10 FR106原料的电镜形貌图
由图9和图10可见,未经过热处理的PTFE原料,粒子松软,表面粗糙。图9中热处理前FR104原料为椭圆形或长条形态粒子,有部分纤维化,属于复杂形状的粒子;图10中热处理前FR106原料球状粒子偏多,有少量纤维化,在聚合中加入少量的改性单体可以显著提高粉料的流动性。
热处理后的电镜形貌显示样品相当于进行了热处理和冷却的过程,热处理过程中温度升至342 ℃以上时,PTFE的晶相消失,呈无定形状;温度升至360~380 ℃时,PTFE颗粒膨胀熔结成一体,并消除了颗粒间的空隙。通常PTFE 重结晶以片晶为主[9],不同于聚三氟氯乙烯(PCTFE)形成球晶结构。图9和图10中原料热处理后有不同程度的无规则片状层次感。
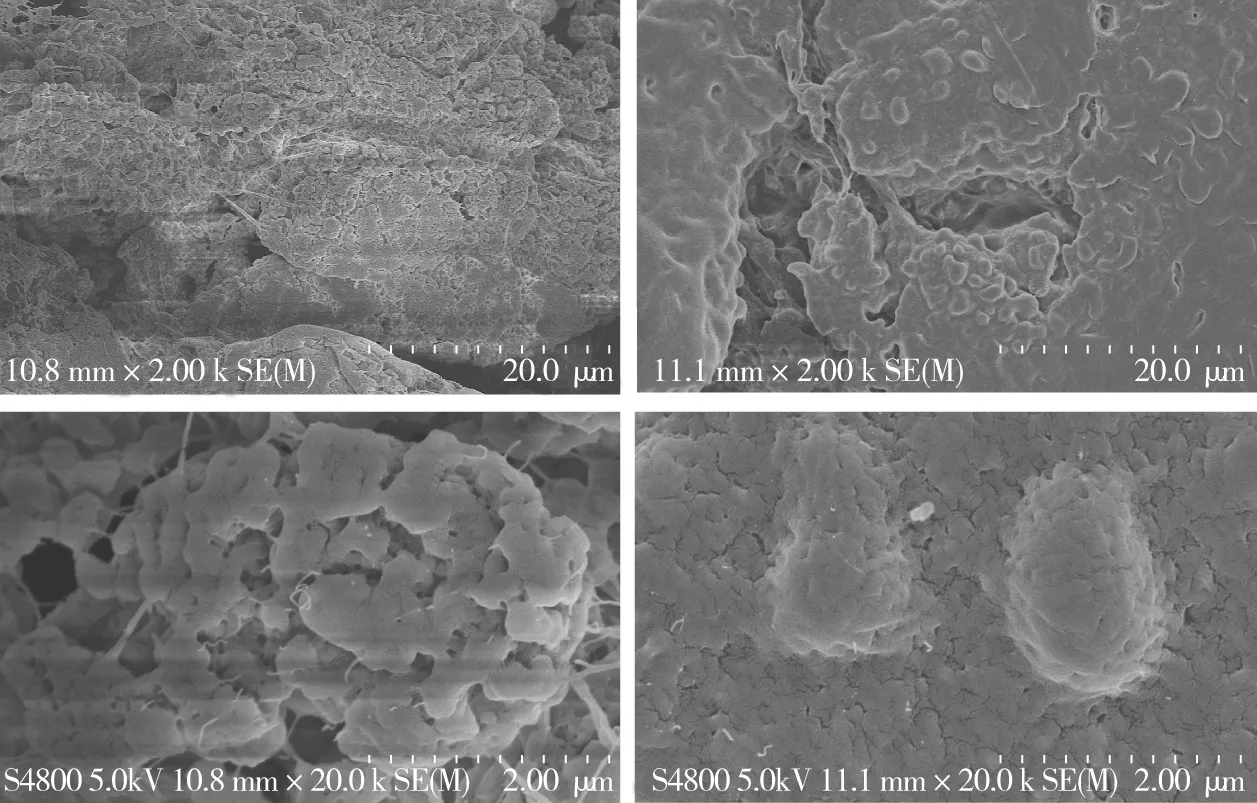
图11为FR104制品在热处理前后的电镜形貌图,图12 为FR106制品在热处理前后的电镜形貌图。
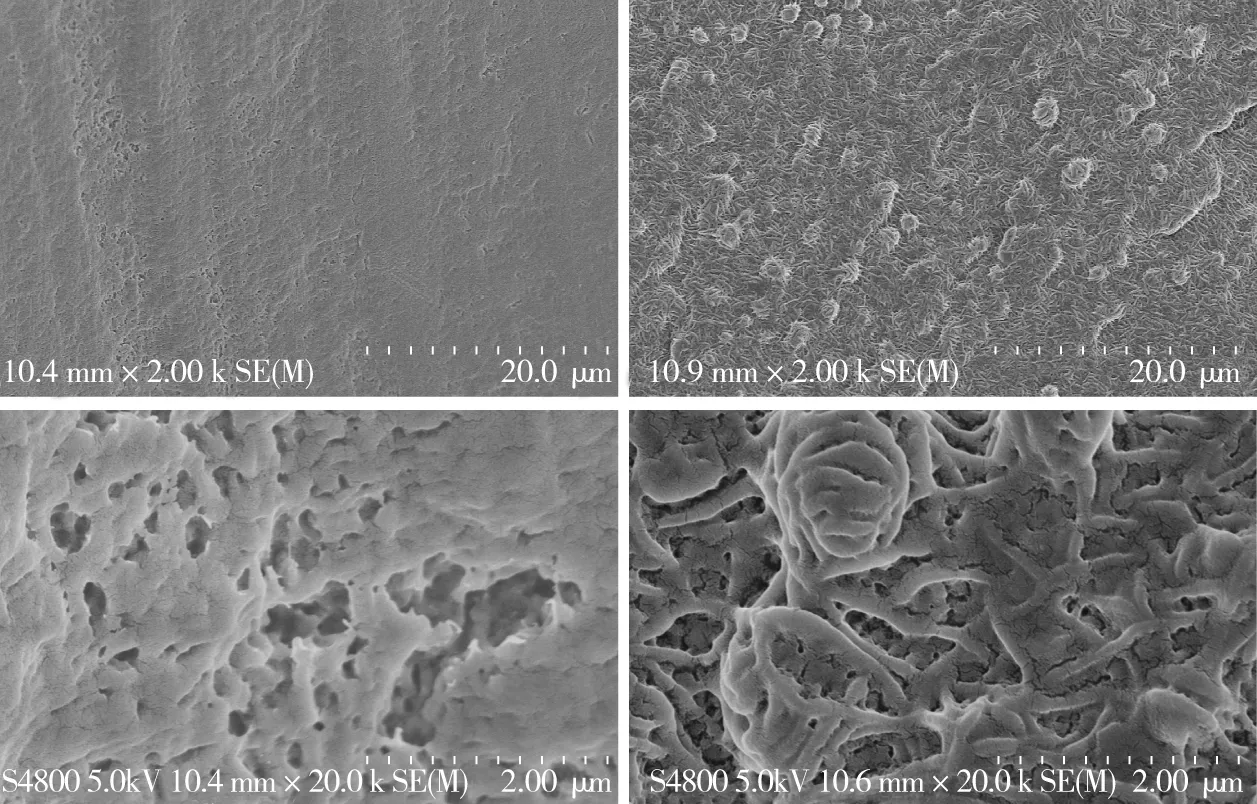
热处理前 热处理后图11 FR104制品的电镜形貌图
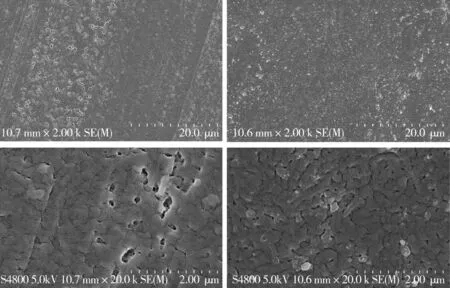
热处理前 热处理后图12 FR106制品的电镜形貌图
图9、图10中PTFE原料样品的孔隙率很大,结团呈不规则排列;图11、图12 中PTFE制品相对原料孔隙率更小,排列整齐。图11、图12中热处理后的样品由于多经历一次热处理,烧结时间更长,分子链降解的程度略大,分子链段更短。短链分子相对长链分子更容易活动,分子之间结晶也更容易,晶体排列得也更密集。由图11和图12可见,热处理后的PTFE制品孔隙率更低。图11 中FR104制品热处理后主要呈现两种形貌:一是表面均匀分散的小突出物或称之为球晶;二是网孔状缠绕结构。球晶的大小和数量与温度有关,这是其DSC曲线中△Hc增加的主要原因。另外,网孔状缠绕结构只在较高温度条件下产生[1]。由于PTFE制品的烧结时间不同,相应的晶体排列、孔隙率和电镜形貌也有所不同。
PTFE原料与制品烧结前后的结晶形态和SEM形貌都不同。前者是在聚合反应过程中形成的, PTFE分子链呈伸展链带状结构,因此,PTFE原料结晶度很高(见表1)。随着 PTFE 从原料经熔融重结晶形成坯料,与PTFE原料相比,其制品结晶度随之下降,导致熔融温度也随之降低[10]。后者是在熔融重结晶过程中形成的, PTFE 分子链重新排列形成片晶,导致PTFE制品结晶度大幅下降。
3 结论
1)关于FR104与FR106原料
(1)通过DSC分析,结晶热△Hc与相对分子质量成反比,由FR106原料的△Hc可知, FR106原料的相对分子质量比FR104原料略低,Tm1也略低,这说明醚改性的PTFE有较好的颗粒熔结性,避免了悬浮PTFE细粉造粒会部分降低制品的致密性、渗透性和力学性能等影响;
(2)FR106原料的结晶度比FR104原料更低;
(3)FR106原料的热分解温度比FR104原料要高些,表明FR106原料具有更好的耐热性能;
(4)从DSC曲线可知,FR106原料的相对分子质量分布略窄,加工性能更佳。
2)关于PTFE原料与制品
(1)DSC显示,FR104原料的结晶温度比熔点低,一般在315 ℃±5 ℃左右,FR106原料的结晶温度更低,在312 ℃左右。通过DSC可以看出,PTFE 原料的一次熔融温度和结晶度均高于其制品;
(2)通过DSC曲线可以判断PTFE制品的烧结程度是否合适;
(3)TG数据显示,PTFE制品的热分解温度比其原料要高些,说明经过烧结后的制品耐热性和强度更高;
(4)TG数据显示,FR106制品的热分解温度比FR104制品要略低些,在实际操作中FR106原料大型制品的加工成型温度较FR104原料更低;
(5)通过DSC与SEM可知,PTFE 分子链呈伸展链带状结构,因此,PTFE原料结晶度高;而PTFE制品是在熔融重结晶过程中形成的,PTFE分子链重新排列形成片晶,导致结晶度大幅下降。
在聚合反应中引入全氟烷基乙烯基醚得到改性PTFE,PTFE原有的优异性能几乎不受影响,很多性能如抗蠕变性、渗透性、耐开裂和可焊性等都得到了明显的改观,尤其是在对安全性和可靠性要求更高的如设备制造、电子工业等工程领域,其优势更加明显。由于醚改性的PTFE有良好的可焊性,所以适用于制造不规则形状结构件、用于盛装高纯化学品的无缝零件与容器等。因此,研究PTFE制品结构与性能之间的关系,优化制品加工工艺,在5G、半导体和新能源等应用领域开发性能优良的中高端产品仍是今后努力的方向。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
中国特种设备安全(2019年2期)2019-04-22
中成药(2017年6期)2017-06-13
核技术(2016年4期)2016-08-22
中国塑料(2015年7期)2015-10-14
江苏农业科学(2015年1期)2015-04-17
新疆钢铁(2015年3期)2015-02-20
中成药(2014年7期)2014-02-28
中国兽药杂志(2012年4期)2012-11-06
中国麻业科学(2011年5期)2011-12-05