
条烟输送动力头改进研究
2021-09-12 16:00陈佰虎郭跃平
科技尚品 2021年7期
陈佰虎 郭跃平
摘 要:为解决条烟输送故障率高,维修时间长,出现故障后影响大的问题,通过对条烟输送系统进行优化,将原来的一个电机带动7线动力头改为单道单电机,将主动链轮改为组合式链轮,将主轴改为U形槽安装。通过优化,降低了条烟输送线的故障率和故障维修时间,减少了条烟输送对生产的影响。
关键词:条烟输送系统;动力头;单电机
中图分类号:TH138.9文献标识码:A文章编号:1674-1064(2021)07-011-03
DOI:10.12310/j.issn.1674-1064.2021.07.006
条烟输送系统主要用于连接条包机和装封箱机,满足条烟近距离或远距离输送的要求[1]。该系统实现了条烟自动输送、集中装封箱功能[2],条烟自动输送对节约人力、提高生产效率和产品质量都具有重要意义[3]。为此,设计了单电机单道条烟输送系统,新系统故障率低,故障维修时间短,设备使用运行效率高。
1 问题分析
1.1 存在的问题
条烟输送系统在输送烟条的过程中,一方面由于条盒包装质量问题,如条盒走偏、透明纸没包好或无透明纸小盒烟散落在输送线上,都会造成正常运行的条盒速度放慢,使后面的条盒逐渐累积在动力头接口处,造成堵塞[4];另一方面,由于过渡板变形,推烟杆在打开或关闭时未完全推到烟条及断链带等机械问题也会造成堵塞,当每条出现故障时,整条线都得停下来,需要等故障排除后其他线才能恢复运行。
1.2 原因分析
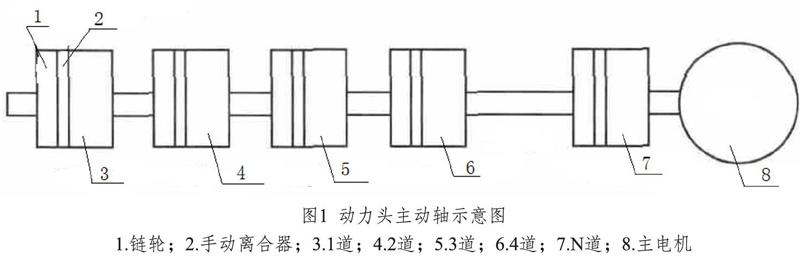
传统条烟输送动力头为一个电机同时驱动多条输送通道,只要某一道堵烟,堵烟检测就会激发动力头停机,需要处理堵塞的烟条后,动力头才能运行。而输送线一般都处理高空,在维修平台处理一次堵烟需要2min~3min,非维修平台处理一次堵烟需要5min~10min,在这个过程中未堵烟的道也被连带停机。条烟输送履带由一小块链板连接起来,每块链板长38.46mm,一条200m长的履带由5 400块链板连接而成,每块链板之间会存在微小的间隙。当设备停机时,履带会往后缩,由于每道的间隙拉力不一样,拉力小的道会被卡住,导致履带被卡断。主动链轮通过轴端装入轴内,更换主动链轮时需将电机及整根轴取下,并取下两边的链轮,最后才能取下中间的链轮,动力头主动轴示意图如图1所示。
2 改进方法
2.1 改进思路
采用单电机单道输送,每个电机控制一道输送线,某道出故障时,只有相应的道停下,其他道继续工作;某道需要维修时,也只需要停下需要维修的道即可,其他道不受影响。动力头在机架上开U形槽,安装时可以先把所有的轴承及链板都安装好,之后再安装到机架上。主动链轮采用双边压紧分体两半式结构,尾轮采用不拆轴可直接拆装式,动力头输送区采用两侧对称安装,动力头排包区多条道采用成箭头式布局,每条道均有充分的维修空间。
2.2 电机安装方式改进
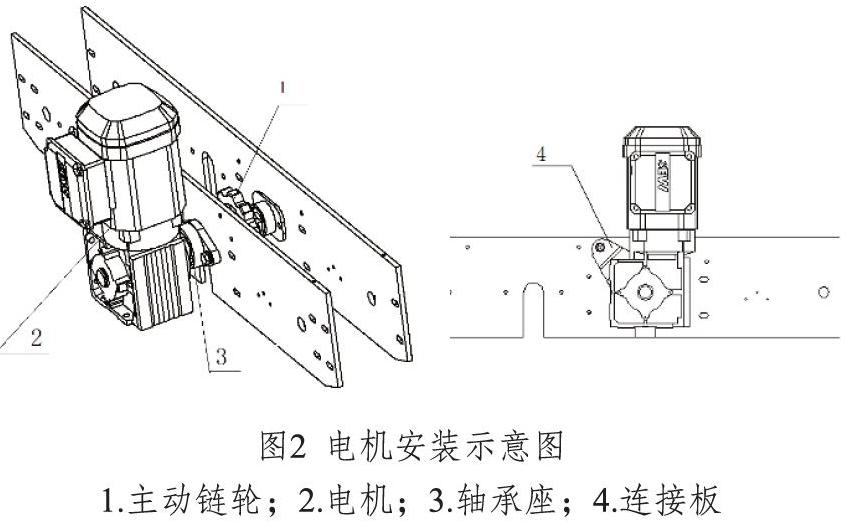
电机采用立式安装,通过连接板将电机固定在侧板上,限制电机转动及移动的自由度。在机架上开U形槽,将UCFL206的轴承及座安装到主动轴上,将主动链轮及电机安装到主动轴上,安装时可以先把所有的轴承及链板都安装好,之后再安装到机架上;拆卸时仅需将带座轴承的螺丝拆除,即可拆卸下来,如图2所示。
2.3 尾轮改进
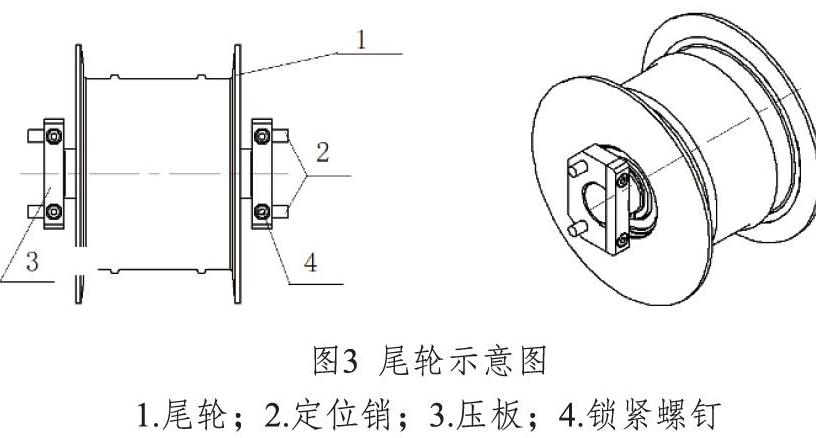
尾轮采用压板固定在输送线上,结构简单、拆装方便,只需将尾轮轴的压板拆除,即可把尾轮部件拿出来,并且对尾轮轴的安装和加工要求也很低,如图3所示。
2.4 主动链轮改进
主动链轮采用组合式链轮[5],两个半环链轮组成一个闭环链轮,轮毂处通过螺丝连接起来,拆装方便。拆卸时只需将螺丝松开,即可将链轮取下,而不用像以前那样需要把电机拆下,并将整个轴拆下才能将链轮取出。组合式链轮拆装方便,大大提高了维修效率,有效降低了维修人员的劳动强度。
2.5 动力头输送区改进
动力头是将减速电机与主动轮部件直接连接,电机安装在输送线两侧的U型板上,输送区电机采用两侧对称安装,内侧的轴从外侧的输送线中间穿过。结构简单,布局合理美观;减速电机与主动轮部件直接连接,基本不需要维护;每条道均有充分的维修空间,维修方便,可降低维修劳动强度。
2.6 动力头排包区改进
排包区动力头多条道采用成箭头式布局,每条道均有充分的维修空间,维修方便,可降低维修劳动强度。
2.7 电器部分改造
动力头变频器通过PROFIBUS现场总线输送至主控电柜的西门子可编程序控制器[6],并在上位工控机中设计了专门的WINCC监控界面[7-9]。电器控制原理图如图4所示。
条烟输送系统关联设备全部集中控制,所有设备直接和控制主站连接;其中,任何设备需要控制控制和连锁上下游设备,均通过主站中转;每个分道单线动力头电机均配备一个变频器,完成柔性启动、停止以及调速;从包装机出口至封箱机入口串联的单线通道形成一组控制组,装封箱机的关联信号同样与主站连接;装封箱机处可以手动、自动控制输送线的启动和停止,输送线的运行速度,以及实时监控输送线的运行状态。
3 应用效果
3.1 设备优化后的特点
可以实现每条输送线单独启停、独立控制;
每条输送线启停均以非常柔和的方式进行,保证输送线的稳定可靠;
控制方式简单,方便后期对条烟输送系统的升级改造;
设备以模块化设计,方便拆装维修;
主动链轮将采用组合式链轮的联结方式,同时使用高分子材料制作而成,方便主动链轮的拆卸及安装,又不影响其力学性能;
带变频调速器控制,可以根据生产线需求调整到适合的速度;
动力头由减速电机与主动轮部件直接连接,不需要复杂的传动结构;结构简单,布局合理美观;
减速电机与主动轮部件直接连接,基本不需要去维护;
动力头多条道采用成箭头式布局,每条道均有充分的维修空间,维修方便,降低了维修劳动强度。
3.2 优化设备主要参数
本次优化后设备的主要参数情况,具体如表1所示。
3.3 优化前后使用情况统计
优化前后使用维修情况对比表如表2所示。
4 结语
条烟输送线系统经过改造后,条烟输送系统自动化控制程度得到明显提升,有效降低了设备故障率,缩短了故障维修时间,提高了设备效率和设备稳定性。
参考文献
[1] 王文辉.条烟输送系统的设计[J].机电信息,2005,5(14):17-18.
[2] 姜怀业.双通道超高速条烟提升机的设计与应用[J].烟草科技,2012(4):25-27.
[3] 金桂根.烟草自动化物流工艺设计[J].烟草科技,2004(10):42-44.
[4] 王淑英,黄玉彦,乔茜华,等.卷烟条盒输送线堵塞报警装置设计及应用[J].郑州轻工业学院学报:自然科学版,2014(4):43-45.
[5] 孙智宙.一种用于刮板输送机的组合式链轮[P].中国:CN201520127571.1,2015-11-18.
[6] 周明.現场总线控制[M].北京:中国电力出版社,2002.
[7] 唐启义,冯光明.DPS数据处理系统[M].北京:科学出版社,2006.
[8] 朱爱红,余冬梅,张聚礼.基于B/S软件体系结构的研究[J].计算机工程与设计,2005,33(5):1164-1165.
[9] 钟时.WinCC及其选件产品在离散行业MES项目中的定位与应用[C].2008西门子自动化专家会议论文集.北京:机械工业出版社,2008:16-30.
