某车型副车架和车身接口的设计优化
2021-09-10 23:16:35闫昊王艳萍徐连美卞敏峰
汽车与新动力 2021年1期
闫昊 王艳萍 徐连美 卞敏峰






通过解决某车型副车架和车身安装螺栓松弛引起的异响和断裂问题,分析造成螺栓夹紧力不足的原因,论述被连接件接头的设计质量决定了接头紧固质量问题。使用滚齿套筒可以提高摩擦系数,但一定要合理设计滚齿的形状和尺寸。副车架和车身的2个套筒端面面积要有合理的比值。为了保证滚齿嵌入量,连接面的硬度差必须足够大,同时使用扭矩转角法保证夹紧力稳定。底盘异响;螺栓断裂;套筒滚花齿;扭矩转角法
0 前言
当汽车紧固连接失效时,最后的失效形式表现为螺栓、螺母松动甚至断裂。但是,原因大多时候并不是紧固件的质量有问题,而是初始的紧固工艺设计不合理,还有被连接件接头设计不佳,或者制造质量有缺陷,使得零件间的匹配不好,导致接头在工作负荷下发生夹紧力的衰减,引起连接失效[1]。
本文通过解决某车型副车架和车身安装螺栓松弛引起的异响和断裂问题,分析造成螺栓夹紧力不足的原因,论述被连接件接头的设计质量决定接头的紧固质量问题。为了保证2个连接面之间的嵌入量,连接面的硬度差必须足够大,同时使用扭矩转角法保证夹紧力稳定。副车架和车身的2个套筒端面面积要有合理的比值。为了保证滚齿嵌入量,2个连接面的硬度差必须大于设定的值,同时使用扭矩转角法保证夹紧力的稳定。
1 问题描述
某车型在进行比利时路的试验中,右前减震器处有“砰砰”的撞击异响,检查发现副车架前螺栓拧紧标线移位,螺栓松动,螺栓扭矩已经由设计值180 N·m衰减到140 N·m(左侧)和95 N·m(右侧)。同一车型的另外1辆试验车在执行直线规范时,副车架位置出现“哒哒”异响,经检查发现左前副车架固定螺栓断裂(图1)。在问题出现后,技术人员展开问题排查,共统计21台车,其中有6台车发现有副车架安装点螺栓扭矩衰减问题。
2 原因分析
某车型的副车架和车身是被螺栓和车身套筒紧固连接在一起的。异响产生的实际原因是夹紧力不足,螺栓松动后2个零件之间有了间隙,发生了相对移动[2]。观察螺栓断口,判断螺栓为疲劳断裂,即在螺栓松动以后,2个零件之间的摩擦力消失,螺栓反复受到剪切力导致。如图2所示,分析故障现象和产品结构,使用鱼骨图识别出造成夹紧力不足的主要因素。
2.1 检查螺栓尺寸和性能
检查螺栓摩擦系数,实际情况符合摩擦系数在012~0.18的技术要求,性能等级符合国标GB/T3098.1的10.9级螺栓性能要求。
2.2 螺栓轴力校核
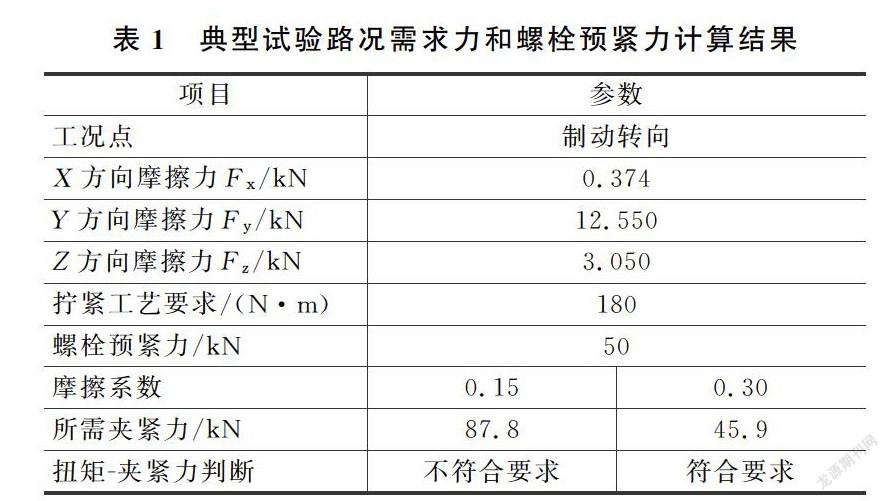
在整车的开发中,工程师更重视零部件的可靠性设计,往往不重视连接点的设计和计算。螺栓螺母的拧紧扭矩采用的是经验值。每当有连接失效,首先核算扭矩值的合理性。如表1所示,为典型试验路况需求力和螺栓预紧力的计算结果[3]。
从计算结果中可以看出,副车架和车身在拧紧工艺为180 N·m时,使用不经处理的常规摩擦系数015的连接面不能满足工况需求。实际上,为了提高摩擦系数,副车架套筒端面已经使用了滚花齿。可以推断套筒端面的滚花齿没有充分起到作用,所以要重点核查套筒的滚花齿的设计和制造质量。
2.3 配合面状态检查
如图3所示,目测套筒端面发现滚花已经大幅度变形,车身底板的压痕很浅,滚花没有嵌入车身底板内。
检查套管滚花端面和车身底板的硬度,发现副车架端面硬度值为184 HV,车身钢板硬度为183 HV,2个连接面之间几乎没有硬度差。根据经验,副车架套管比对手件钣金硬度大40 HV以上才可形成嵌入式的压痕。参考已有的车型,副车架套管硬度为270 HV~320 HV,和对手件钣金硬度差在70 HV以上(图4)。
检查滚花齿的形状和尺寸,齿形偏扁平,没有对标车的圆角。对比车身套管端面与副车架套管端面的压配面积的比例,推荐压配面积比大于50%,但是问题车的压配面积比只有26%。
3 主要原因分析
车架和车身连接松弛,造成噪声和断裂的主要原因是副车架套管和车身底板硬度差太小。其他原因有:(1)车身套管端面与副车架套管端面的压配面积的比例不合理;(2)使用扭矩法工艺打紧使螺栓夹紧力变化范围很大,夹紧力最低值偏低;(3)滚花的齿形形状和尺寸不合理。
4 改进实施
在明确问题原因后,即可实施改进措施。研究更换原有材料为10B21新材料,提高滚花套管硬度,增加调质热处理工艺,使套管硬度满足270 HV~320 HV的技術要求。将车身套管下表面改为法兰面结构,加载到车身钣金的夹紧力更均匀,更容易形成均匀的压痕(图5)。
如表2所示,改变拧紧工艺,将扭矩法的扭矩值由180 N·m改为扭矩转角法150 N·m+70 °,提升螺栓夹紧轴力,使夹紧力稳定在82 kN以上。
此外,进一步优化滚花的齿形形状和尺寸。技术人员将上述措施实施后,所有试验车再没有出现异响和断裂的事例。随后,公司将相同措施全部用于正式生产,下线7 000多台车,与售后部门确认未发现任何类似问题。
5 结论
在整车开发过程中,一定要重视连接接头的设计、计算和验证工作。在被连接件产品的过程控制中,对安装孔区域的质量一定要严格把关,要合理设计滚齿的形状和尺寸。为了保证滚齿嵌入量,连接面的硬度差必须足够大。采用扭矩转角法,通过控制螺栓的旋转角度以控制螺栓的伸长量,使夹紧力只与螺栓的规格和系统的刚度相关,从而降低摩擦系数对螺栓的影响,得到稳定的夹紧力。
[1]叶又,黄平.汽车紧固件实用技术手册[M].北京:中国质检出版社,2018.
[2]刘惟信.汽车设计[M].北京:清华大学出版社,2001.
[3]VDI 2230高强度螺栓连接的系统计算(第一部分)[S].设计与研究协会,螺栓连接委员会,2010.
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
物流技术与应用(2022年5期)2022-06-17 06:02:34
装备制造技术(2021年4期)2021-08-05 07:39:40
中国自行车(2018年12期)2019-01-29 02:50:54
中国自行车(2018年4期)2018-05-26 09:01:43
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
汽车维护与修理(2015年5期)2015-02-28 12:16:40
汽车维护与修理(2015年1期)2015-02-28 12:15:26
汽车零部件(2014年5期)2014-11-11 12:24:34