高速旋转氧电弧干式切割装置设计
2021-09-10 07:22:44朱安康徐俊涛赵先锐杜训柏朱征宇
内燃机与配件 2021年15期
朱安康 徐俊涛 赵先锐 杜训柏 朱征宇

摘要:水下切割技術作为海洋工程结构维修安装的一门重要技术,得到了越来越广泛的重视和应用。美国Broco公司研制的专用水下割条利用高压氧气作为电弧气体介质实现水下切割过程,切割效果好,效率高。为了切口面光滑程度,本文研制了一种能够实现高速旋转电弧切割的割枪装置,并在干式环境下做切割试验。试验结果表明:高速旋转的氧电弧能略微提高切口面光滑程度,但由于割条略有弯曲以及割枪整体装配程度不高,导致割条以及电弧偏心,形成一定的公转效应,导致切口割渣在电弧偏心力作用下甩向工件正面,从而造成表面成形较差,不过氧化割渣容易去除。
关键词:高速旋转;氧电弧;干式切割
中图分类号:TG444+.2 文献标识码:A 文章编号:1674-957X(2021)15-0077-02
0 引言
海洋工程结构制造是国家实施“一带一路”、“沿海战略开发”等国策的一项重大产业。水下切割属于沉船打捞、海洋平台拆除等海工结构水下作业当中一项极为关键的技术。美国Broco公司研制的专用水下割条利用高压氧气作为电弧气体介质实现对钢板进行熔化和氧化,并利用高速氧气和电弧粒子流吹除割渣,从而实现水下切割过程,切割效果好,效率高。但其气体和电弧粒子流不稳定,容易造成切口面光滑程度不够,切割质量有待提高。本文研制了一种能够实现高速旋转电弧切割的割枪装置,并在干式环境下做切割试验,以期利用高速旋转气流和电弧提高切口表面光滑度,为后续水下高速旋转氧电弧水下切割试验研究提供基础。
1 装置结构设计
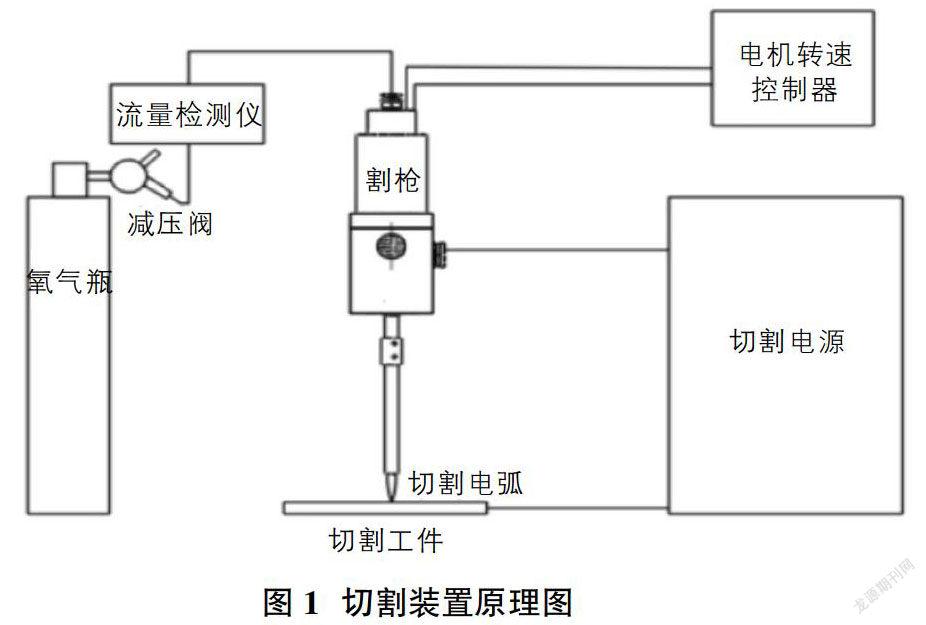
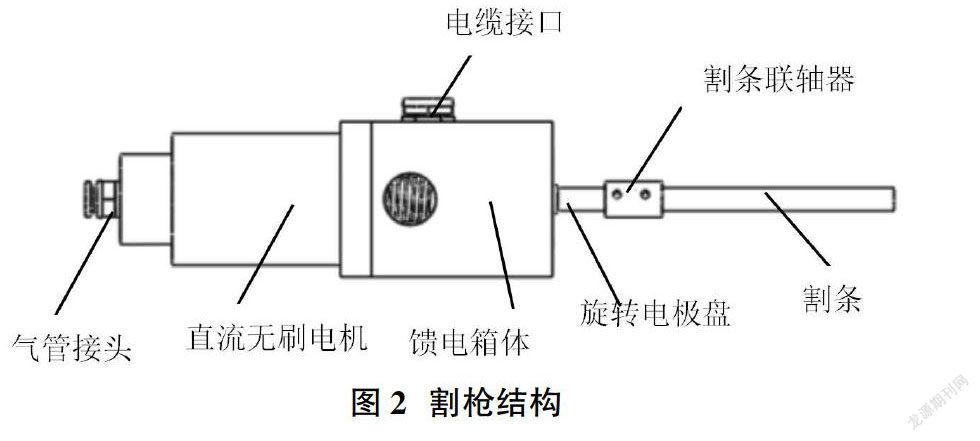
整个切割装置原理如图1所示,割枪结构如图2所示,实物割枪如图3所示,电机转速调节电图如图4所示。割枪装置主要由旋转电极盘、割条联轴器、气管接头、直流无刷电机、馈电箱体、电缆接口等部分组成。
其工作原理是,直流无刷电机带到旋转电极盘进行高速旋转,进而通过割条联轴器带动割条和电弧进行高速旋转。直流无刷电机可通过电机转速控制器进行调节。实测转速可达8000RPM。气管接头接入高压氧气,其流量通过氧气阀调节,利用流量检测仪进行实际流量测量。气体经过直流无刷电机的空心轴,再经过割条后喷出,隔条下端口形成切割电弧。馈电箱体则通过电缆接口接入外部电缆,内部通过电刷实现旋转馈电过程。
电路工作原理如下:LM317为稳压管,为NE555定时器提供5V电压,直流电机接24V开关稳压电源,通过NE555构成PWM脉冲调制电路,YPI17575C为MOS管,改变电位器电压值,通过NE555改变电容C8充放电时间来改变MOS管导通角,从而改变PMW的占空比,进而改变直流电机两端电枢电压,达到电机转速调节目的。
2 切割试验
试验参数如表1所示,采用手工切割,引弧电流为120A,切割电流为280A,电弧旋转速度3000rpm,切割氧气流量为100L/min。试样尺寸为100*60*6,材质为普通Q235低碳钢板。割枪角度略微后倾10-15度。
3 结果讨论
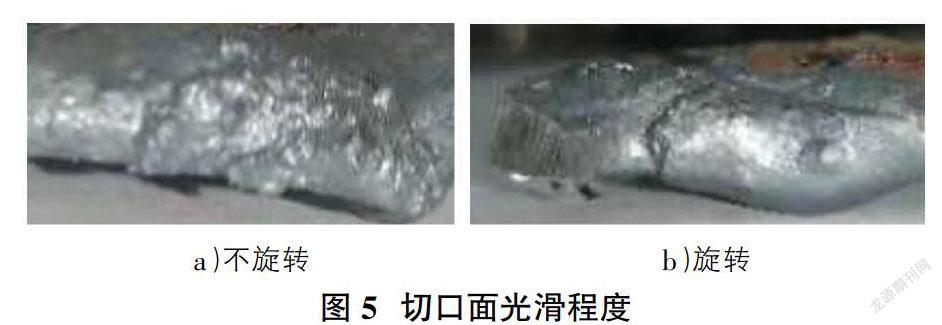
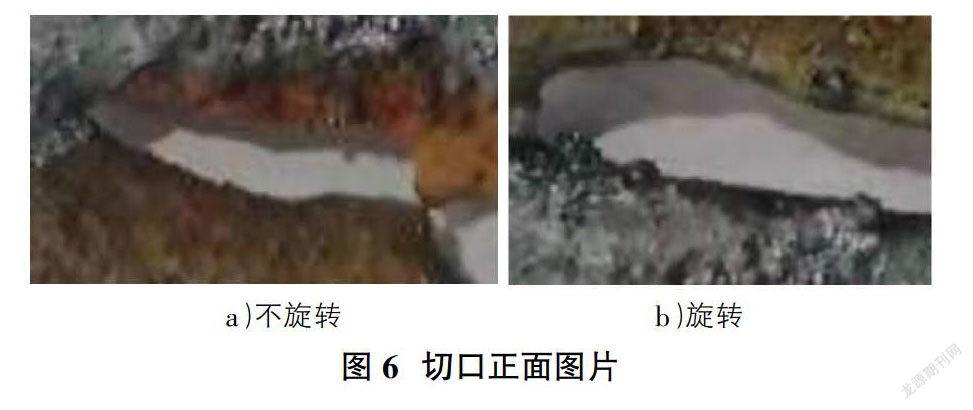
切口面图片如图5所示,切口正面如图6所示。从图中可以看出,切口2相比较切口1,切口面光滑程度略有提高,但是切口2的宽度相比较切口1宽,同时切口2正面割渣较切口1正面割渣多。如前所述,切口2相比较切口1,切口面光滑程度略有提高是因为电弧旋转粒子对切口面起到了切向冲击作用。但由于割条略有弯曲以及割枪整体装配程度不高,导致割条以及电弧偏心,形成一定的公转效应,导致切口2割渣在电弧偏心力作用下甩向工件正面,从而造成表面成形较差,不过好在氧化割渣非常容易去除,轻轻敲击即可去除切口2正面割渣。
4 结论
①所研制的高速旋转氧电弧切割装置能实现稳定的干式环境切割过程。
②高速旋转氧电弧干试切割较不旋转电弧条件下能略微提高切口面光滑程度。
③高速旋转氧电弧干试切割较不旋转电弧条件下,割口宽度略高且表面割渣较多。
参考文献:
[1]梁孝巨,刘世明.高效率电弧—氧水下切割研究[J].华南工学院,1979(01).
[2]吴毅雄,俞尚知,姜焕中,俞海良.水下电弧切割现象和工艺参数的研究[J].上海交通大学学报,1981(08).
[3]陈晓强,马震,汪福强.水下高压氧电弧切割参数对切口质量的影响[J].金属加工,2014(08).
[4]Danchenko, M.E, Underwater arc cutting with a cored electrode[J]. Welding International, 1989, Vol.3, No.7:562-563. 10.1080/09507118909446610.
[5]Asit Kumar Parida, Numerical and experimental analysis of specific cutting energy in hot turning of Inconel 718[J]. cutting journal, 2009(14).
[6]Kang-Yul Bae, A study on prediction of the size of heat affected zone in oxy-ethylene flame cutting of steel plates[J]. welding and cutting, 2015(39).
[7]Hamasaki,-M.; Tateiwa,-F.; Kanatani,-F.; Yamashita, -S, A consumable electrode water jet cutting technique is described[J]. Koon-Gakkai-Shi,1984, Vol.10, No.1, 18-23.